

Industrielle Objektivanwendungen in der Fertigung und Robotik
Warum die Leistungsfähigkeit von Industrielinsen über den Erfolg der Maschinenvision entscheidet
Die zentrale Herausforderung: Die Brücke zwischen optischer Physik und den Anforderungen der realen Produktion schlagen
Industrielle Objektive müssen den ganzen Tag über ständigen mechanischen Verschleiß und Umweltherausforderungen standhalten. Denken Sie an Vibrationen, Temperaturschwankungen, die oft ±15 °C überschreiten, sowie an Ölnebel und feinste Partikel, die überallhin gelangen – trotzdem muss die optische Präzision bis auf den Mikrometerbereich erhalten bleiben. Hier geht es nicht um Laborqualitätsoptik. Auf Produktionsflächen stehen Objektive vor realen Herausforderungen wie Förderbändern, die mit über zwei Metern pro Sekunde laufen, oder plötzlichen Änderungen der Umgebungsbedingungen. Laut einer letztes Jahr in einer Automatisierungszeitschrift veröffentlichten Studie gehen nahezu sieben von zehn maschinenvisionbasierten Problemen tatsächlich auf einen Ausfall der Optik unter diesen rauen Bedingungen zurück. Ingenieure haben große Schwierigkeiten, wichtige Spezifikationen beizubehalten, wenn sich die Temperatur stark ändert oder die Luftfeuchtigkeit beeinflusst, wie Licht durch das Glas gebrochen wird. Daher entwickeln Hersteller nun spezielle Objektivgehäuse, die innere Spannungen reduzieren, sowie fortschrittliche entspiegelte Beschichtungen auf Nanometerskala. Diese Beschichtungen weisen nicht nur Schmutz und Verunreinigungen ab, sondern gewährleisten zudem eine Lichtdurchlässigkeit von über 95 Prozent – was für klare Abbildung in industriellen Anwendungen absolut entscheidend ist.

Wesentliche optische Parameter, die Inspektion und Führung entscheidend beeinflussen: Auflösung, Schärfentiefe (DOF), Verzeichnung und MTF
Vier miteinander verbundene optische Parameter bestimmen die Wirksamkeit industrieller Objektive in automatisierten Systemen:
- Auflösung muss die Nyquist-Frequenz des Sensors um 20–30 % überschreiten, um Aliasing bei der Subpixel-Fehlererkennung zu vermeiden.
- Tiefenschärfe (DoF) bestimmt die Toleranz gegenüber Höhenvariationen des Prüfobjekts; eine unzureichende Schärfentiefe trägt zu 19 % der Inspektionsfehler bei (A3-Automation-Bericht 2024).
- Verzerrung unter 0,1 % ist für die Messtechnik unerlässlich – denn bereits ein Winkelfehler von nur 1° führt bei einer Arbeitssentfernung von 1 m zu einer Positionsabweichung von 500 µm.
- MTF , die den Kontrastverlust über räumliche Frequenzen misst, muss bei 100 lp/mm mindestens 0,6 betragen, um 2D-Codes auf reflektierenden Oberflächen zuverlässig zu decodieren.
Da die Optimierung eines Parameters oft zu Einbußen bei einem anderen führt, ist ein anwendungsspezifisches Abwägen – ermöglicht durch rechnergestütztes optisches Design – unverzichtbar.
| Parameter | Zielvorgabe | Auswirkungen bei Defekt | Kompensationstechnik |
|---|---|---|---|
| Auflösung | ≥1,5× Nyquist-Frequenz des Sensors | Unscharfe Kanten, falsch-positive Aussortierungen | Telezentrische Optik |
| Schärfentiefe | ≥ ±3 % des Arbeitsabstands | Fokusbedingte Ausschussrate (bis zu 12 %) | Aperturoptimierung |
| Verzerrung | < 0,3 % Tonnen-/Kissenverzerrung | Fehlinterpretationen von Abmessungen | Softwarekorrektur |
| MTF | > 0,5 bei 50 lp/mm | Kontrastverlust bei schlechten Lichtverhältnissen | Antireflexbeschichtungen |
Einsatz industrieller Objektive in der hochpräzisen automatisierten Inspektion
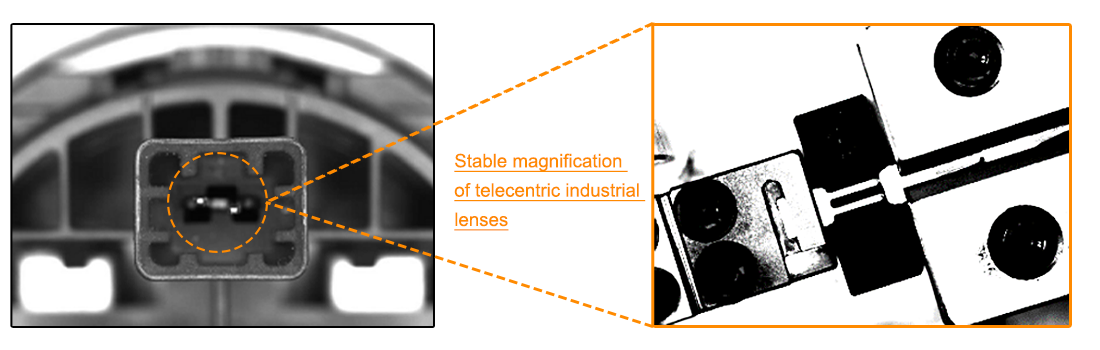
Halbleiter-Wafer-Inspektion: Wie telezentrische Industrieobjektive eine Defekterkennung unter 5 µm erreichen
Industrielle telezentrische Objektive ermöglichen die Erkennung von Fehlern kleiner als 5 Mikrometer auf Halbleiterwafern, da sie störende perspektivische Verzerrungen eliminieren und eine konstante Vergrößerung unabhängig von der jeweiligen Arbeitstiefe gewährleisten. Der entscheidende Vorteil liegt in ihrem parallelen Lichtpfad-Design, das präzise Messungen auch bei den natürlichen Höhenunterschieden in mehrschichtigen 3D-NAND-Strukturen während der Fertigung sicherstellt. Und nicht zu vergessen ist die wirtschaftliche Wirkung dieser Objektive: Sie reduzieren falsch-positive Ausschüsse um rund 30 % in großtechnischen Fertigungsanlagen – was Unternehmen langfristig erhebliche Kostenersparnisse bringt. Zudem eignen sie sich hervorragend für Reinräume nach ISO 14644-1, sodass auch bei der Qualitätskontrolle keinerlei Kompromisse eingegangen werden müssen.
Verifizierung von Verpackungen für Lebensmittel und Pharmazeutika: Dicht verschlossene, IP67-zertifizierte industrielle Objektive für anspruchsvolle Produktionsumgebungen
Industrielle Objektive mit der Schutzart IP67 eignen sich hervorragend für Verpackungslinien, die gemäß den Standards der USDA und FDA reguliert sind. Diese Objektive vertragen Hochdruckreinigungen, Dampfreinigungen und chemische Einwirkungen, ohne ihre optische Qualität einzubüßen. Das Gehäuse ist vollständig gegen Feuchtigkeit abgedichtet und aus korrosionsbeständigen Materialien gefertigt. Sie arbeiten zuverlässig, selbst bei Vibrationen mit Beschleunigungskräften bis zu 15 G, und funktionieren über einen Temperaturbereich von minus zehn Grad Celsius bis hin zu sechzig Grad Celsius. Gerade für Lebensmittelverarbeitungsbetriebe ist dies von großer Bedeutung, da bereits ein kleiner Verpackungsfehler laut einer Studie des Ponemon Institute aus dem Jahr 2023 zu Rückrufkosten in Höhe von über 740.000 US-Dollar führen kann. Damit werden robuste Optiken zu unverzichtbarer Ausstattung – und nicht lediglich zu einer netten Zusatzfunktion. Erfüllung gesetzlicher Anforderungen und Kostenkontrolle hängen maßgeblich davon ab, dass Inspektionssysteme unter rauen Betriebsbedingungen nicht ausfallen.
Integration industrieller Objektive in Robotik-Wahrnehmungssysteme
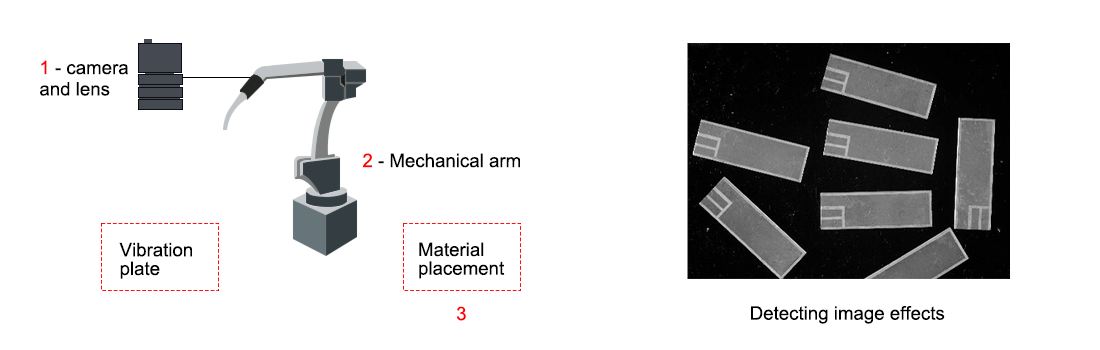
Dynamische Führung: Minderung von Bewegungsunschärfe und Kalibrierungsdrift bei über 300 mm/s mit synchronisiertem Objektiv-Sensor-Design
Das Beschleunigen von Robotern auf Geschwindigkeiten über 300 Millimeter pro Sekunde stellt erhebliche Herausforderungen für Bildaufnahmesysteme dar. Bei diesen Geschwindigkeiten müssen Objektive und Sensoren nahezu perfekt zusammenarbeiten, um unscharfe Bilder und eine Drift der Kalibrierung zu vermeiden. Spezielle Halterungen, die Schwingungen widerstehen, halten alle Komponenten auch bei starken Stößen über 5 G in Position. Materialien mit geringer Wärmeausdehnung tragen dazu bei, die Fokussierung trotz Wärmeentwicklung durch Motoren oder Umgebungstemperaturschwankungen aufrechtzuerhalten. Auch die Schärfentiefe muss genau abgestimmt sein, damit die Kamera während schneller Bewegungen scharf bleibt. Laut „Robotics Today“ sank im vergangenen Jahr bei Überschreitung der Vibrationsgrenze von 5 G die Positionsgenauigkeit um rund 12 %. Eine gute Konstruktion löst dieses Problem, indem sie die Verschlusszeit der Kamera mit den Roboterbewegungen synchronisiert und so bei Höchstgeschwindigkeit innerhalb von nur einer halben Millisekunde scharfe Aufnahmen ermöglicht. Echtzeit-Anpassungen korrigieren zudem kleinste Drift-Effekte, sobald sie auftreten. Diese Präzision ist besonders wichtig bei Aufgaben, bei denen Komponenten exakt ineinanderpassen müssen, sowie bei der Qualitätsprüfung von Produkten während der laufenden Fertigung.
Die richtige Industriellinse auswählen: Ein praktischer Entscheidungsrahmen
Anwendungsorientierte Kriterien: Arbeitsabstand, Sichtfeld (FOV), Auflösung und Umgebungsrobustheit (IP67, Stoßfestigkeit)
Die Auswahl der Linse muss mit den physikalischen und betrieblichen Gegebenheiten der Anwendung beginnen – nicht enden. Vier Kriterien sind zwingend erforderlich:
- Arbeitsabstand (WD) bestimmt die Integrationsfähigkeit innerhalb von Roboterzellen oder Förderanlagen.
- Bildwinkel (Field of View, FOV) muss den Anforderungen an die Inspektionsabdeckung entsprechen: Zu eng riskiert, Fehler zu übersehen; zu weit verschwendet die Sensorauflösung.
- Auflösung muss die Zielmerkmale auflösen – beispielsweise einen 5-µm-Halbleiterfehler an die Pixelgröße des Sensors anpassen.
- Umgebungsrobustheit , einschließlich IP67-Schutzart und 15-G-Stoßfestigkeit, gewährleistet Zuverlässigkeit in Bereichen mit Spülbetrieb, starker Vibration oder thermischer Instabilität.
Die Vernachlässigung dieser Faktoren führt zu 22 % höheren Ausfallkosten (Ponemon 2023). Die Validierung unter realen Betriebsbedingungen – und nicht allein anhand der Datenblatt-Spezifikationen – ist der einzige Weg, um eine langfristige Leistungsfähigkeit von Maschinenvisionssystemen zu gewährleisten.
Bereit, Ihre Fertigung und Robotik mit industriellen Objektiven zu optimieren?
Industrielle Objektive sind die unterschätzten helden der automatisierten Fertigung und der robotischen Wahrnehmung . Ihre ihre Leistung beeinflusst unmittelbar die Genauigkeit der Fehlererkennung, die Zuverlässigkeit der Roboterführung sowie die gesamte Produktionseffizienz – selbst unter den härtesten industriellen Bedingungen. Von telezentrischen Objektiven für die Halbleiter-Waferinspektion bis hin zu IP67-zertifizierter rA optik für die Verpackung von Lebensmitteln und Pharmaprodukten sowie synchronisierten Objektiv- se sensor-Konstruktionen für Hochgeschwindigkeitsrobotik: Die richtige optische Lösung wird individuell auf Ihre spezifische Anwen sP dung zugeschnitten. dung's Anfor bedarf.
Mit 15 Jahren Erfahrung im Bereich Maschinenvision bietet HIFLY Technology eine umfassende Palette industrieller Objektive für Fertigung und Robotik , einschließlich telezentrischer, IP67- se zertifizierter und vibrations- beständiger optiken. Diese wurden speziell für eine nahtlose Integration mit Industriekameras und robotischen Wahrnehmungssystemen entwickelt. Unterstützt durch die ISO-9001:2015-Zertifizierung und weltweiten technischen Support liefern unsere Optiken kalibrierte, laborpräzise Leistung in der realen -Welt- fertigung. -Welt- rl fertigung tory-Böden und robotergestützte Arbeitsabläufe.
Kontaktieren Sie uns noch heute für ein unverbindliches Beratungsgespräch zur Auswahl der industriellen Linse, die Ihren Anforderungen im Bereich Fertigung oder Robotik entspricht. 's Präzision, Umgebungs- und Integrationsanforderungen.





