

LED-Beleuchtungsleitfaden für Maschinenvision in automatisierten Systemen
LED-Beleuchtung ist das Rückgrat einer zuverlässigen automatisierten Maschinenvision – ihre Geschwindigkeit, Stabilität und spektrale Konstanz bestimmen unmittelbar die Inspektionsgenauigkeit in Hochgeschwindigkeitsproduktionsanlagen. Als weltweit tätiger Anbieter von Maschinenvision-Lösungen mit 15-jähriger Erfahrung bietet HIFLY Technology (Shenzhen) industrietaugliche LED-Beleuchtung beleuchtung für Maschinenvision (zertifiziert nach ISO 9001:2015) Kunden in über 30 Ländern an und erfüllt damit die strengen Anforderungen automatisierter Systeme. Im Folgenden erläutern wir, warum LEDs unverzichtbar sind, stellen zentrale Beleuchtungstechniken vor und zeigen materialbezogene Optimierungen.
Warum LED-Beleuchtung für eine zuverlässige Lichtleistung in der Maschinenvision unerlässlich ist
Physik der Synchronisation von Licht und Sensor in der Hochgeschwindigkeitsautomatisierung
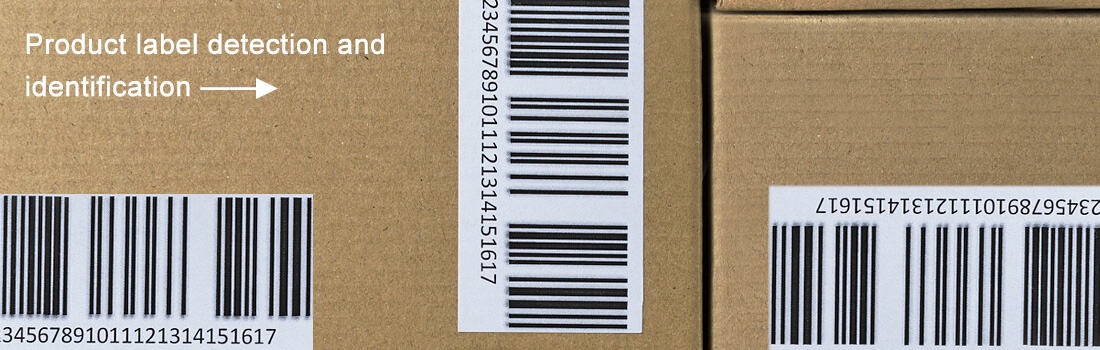
Damit die Hochgeschwindigkeitsautomatisierung ordnungsgemäß funktioniert, muss die Synchronisation zwischen Lichtblitzen und Kameraverschluss bis auf die Mikrosekunde genau sein. LEDs reagieren bereits innerhalb von nur 10 Mikrosekunden oder weniger – deutlich schneller als herkömmliche Halogen- oder Leuchtstofflampen – wodurch bei der schnellen Prüfung von Produkten keine Bewegungsunschärfe entsteht. Stellen Sie sich ein Förderband vor, das sich mit 5 Metern pro Sekunde bewegt: Selbst eine Verzögerung der Beleuchtung um nur eine Millisekunde führt zu einer Bildverzerrung von 5 mm, was dazu führen könnte, dass winzige elektronische Komponenten falsch klassifiziert werden. Die Beleuchtung muss stabil und flimmerfrei bleiben, um jedem Bildrahmen stets dieselbe Lichtmenge zuzuführen. Dies ist besonders wichtig für optische Zeichenerkennungssysteme (OCR), die pro Minute die Beschriftung von über 500 Paketen lesen müssen. Halbleiterfabriken, die Fehler in Nanometergröße erkennen müssen, setzen auf LED-Beleuchtung, deren Lichtintensitätsschwankungen unter 0,1 % liegen. Diese Spezifikationen erfüllen die Anforderungen der Norm ISO 9022-18 sowie die heutigen branchenüblichen Qualitätsstandards.
LED vs. Halogen vs. Leuchtstofflampe: Lebensdauer, Stabilität und spektrale Konsistenz
Beleuchtung für Maschinenvision wird weitgehend von LEDs übernommen, da diese eine längere Lebensdauer aufweisen, eine bessere Farbsteuerung ermöglichen und im Zeitverlauf stabil bleiben. Herkömmliche Halogenlampen verlieren bereits nach nur 1.000 Betriebsstunden etwa 30 % ihrer Helligkeit. Auch Leuchtstoffröhren sind nicht wesentlich besser: Ihre Farbtemperatur kann sich monatlich um bis zu 300 K verändern. Industrielle LEDs erzählen hingegen eine andere Geschichte: Diese hochwertigen Einheiten behalten selbst nach über 50.000 Stunden ununterbrochenen Betriebs mindestens 95 % ihrer ursprünglichen Helligkeit bei. Eine solche Konsistenz ist in Anwendungen von großer Bedeutung, bei denen es ausschließlich auf Timing ankommt – beispielsweise bei der Inspektion von pharmazeutischen Blisterverpackungen während laufender Produktionsprozesse. Was LEDs wirklich auszeichnet, ist ihre Fähigkeit, Licht sehr spezifischer Wellenlängen abzugeben. So erzeugt eine hochwertige LED rotes Licht mit einer Wellenlänge von 630 nm und einer Wellenlängenabweichung von weniger als 2 nm. Im Vergleich dazu verteilen Halogenlampen ihre Energie über einen breiten Farbbereich von rund 40 nm. Die engere Farbfokussierung durch LEDs erzeugt deutlich schärfere Bilder, wenn beispielsweise winzige Kratzer auf glänzenden Metalloberflächen gesucht werden. Hersteller berichten, dass beim Wechsel von Standardlichtquellen zu diesen spezialisierten LEDs bis zu 20 % weniger Fehler unentdeckt bleiben.
Kernbeleuchtungstechniken für Anwendungen der Maschinenvision
Effektive Beleuchtungskonfigurationen für die Maschinenvision bestimmen unmittelbar die Inspektionsgenauigkeit in automatisierten Systemen. Die Auswahl optimaler Techniken minimiert falsch-positive Aussortierungen und maximiert gleichzeitig die Erkennung von Fehlern bei unterschiedlichsten Materialien und Oberflächeneigenschaften.
Hintergrundbeleuchtung und Hellfeld: Optimierung der Kantenerkennung anhand der Oberflächenreflexion
Die Hinterleuchtung funktioniert, indem Lichtquellen hinter Objekte platziert werden, wodurch scharfe Kontrast-Silhouetten entstehen, die sich besonders gut zur Abmessungsmessung und zur Erkennung von Löchern eignen. Dann gibt es die Hellfeld-Technik, bei der Licht in einem flachen Winkel von etwa 10 bis 30 Grad von der Vorderseite her auf die Oberfläche trifft, wodurch Oberflächentexturen deutlicher hervortreten. Durch die Kombination beider Verfahren wird ausgenutzt, dass verschiedene Materialien Licht unterschiedlich reflektieren; dadurch verbessert sich die Genauigkeit der Kantenerkennung an metallischen Komponenten um rund vierzig Prozent gegenüber der alleinigen Verwendung herkömmlicher diffuser Beleuchtung. Diese Kombination reduziert Messfehler bei präzisen spanenden Bearbeitungsprozessen und unterstützt zudem Roboter dabei, Bauteile korrekt auszurichten.
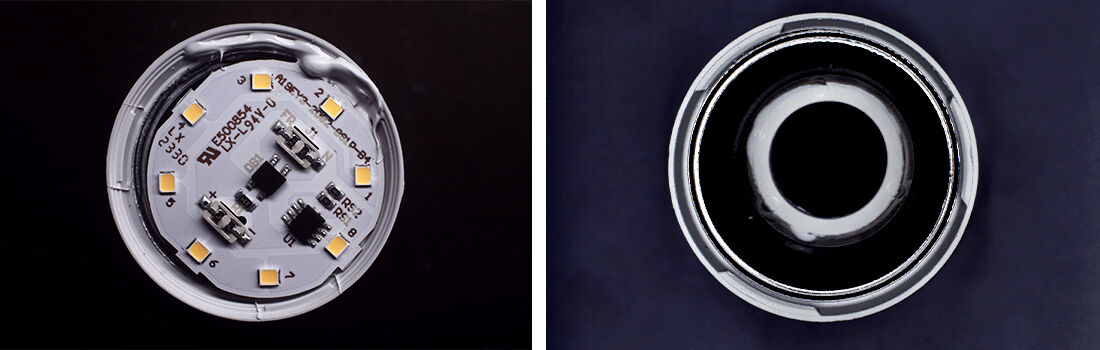
Dunkelfeld- und koaxiale Beleuchtung: Erkennung von Mikrokratzern auf spiegelnden Oberflächen
Die Dunkelfeldbeleuchtung funktioniert, indem Licht in einem Winkel von weniger als 30 Grad an Oberflächenfehlern reflektiert wird; dadurch werden winzige Kratzer (unter 5 Mikrometer) sichtbar, die bei herkömmlicher Beleuchtung völlig übersehen werden. Bei der koaxialen Beleuchtung verläuft das Licht tatsächlich entlang derselben Achse wie das Objektiv der Kamera, wodurch störende Reflexionen auf glänzenden Materialien – etwa poliertem Aluminium oder beschichtetem Glas – ausgeblendet werden. Eine letztes Jahr in der Fachzeitschrift „Optics Manufacturing“ veröffentlichte Studie zeigte zudem etwas Interessantes: Wenn Hersteller beide Verfahren kombinierten, konnten sie auf metallischen Oberflächen 32 % mehr Kratzer erkennen als zuvor. Gleichzeitig trat weniger Fehlalarme durch Blendung auf. Diese Verfahren sind mittlerweile weit verbreitet in Branchen, bei denen Qualität oberste Priorität hat – insbesondere bei der Prüfung von Autolackierungen und der Validierung elektronischer Komponenten, bei denen bereits kleinste Fehler später zu erheblichen Problemen führen können.
Strukturierte Laserbeleuchtung zur 3D-Profilgewinnung bei robotergestützter Führung
Wenn strukturiertes Laserlicht diese sorgfältig kalibrierten Linienmuster auf ein Objekt projiziert, geschieht als Nächstes etwas ziemlich Beeindruckendes: Die Verzerrung dieser Linien verrät uns exakt die Form des Objekts – bis auf den Millimeter genau für 3D-Rekonstruktionen. Für Roboter, die Teile aus Behältern entnehmen, Komponenten montieren oder Schweißnähte verfolgen müssen, bedeutet diese Tiefeninformation, dass sie ihre Bewegungsabläufe während der Arbeit sofort anpassen können. Praxiserprobte Systeme erreichen bei komplexen Formen eine Wiederholgenauigkeit von 0,1 mm. Eine solche Präzision ist entscheidend beispielsweise in der Flugzeugfertigung, wo Bauteile perfekt passen müssen, oder beim Stapeln von Batteriezellen, bei dem bereits geringste Fehlausrichtungen sich rasch summieren. Was macht strukturiertes Licht so leistungsfähig? Im Gegensatz zu herkömmlichen 2D-Kameras, die Schwierigkeiten haben, wenn Objekte nicht optimal ausgerichtet sind, funktioniert dieses Verfahren unabhängig von der Positionierung oder räumlichen Lage des Objekts.
Materialspezifische Beleuchtungsoptimierung für die Lichtgenauigkeit in der Maschinenvision
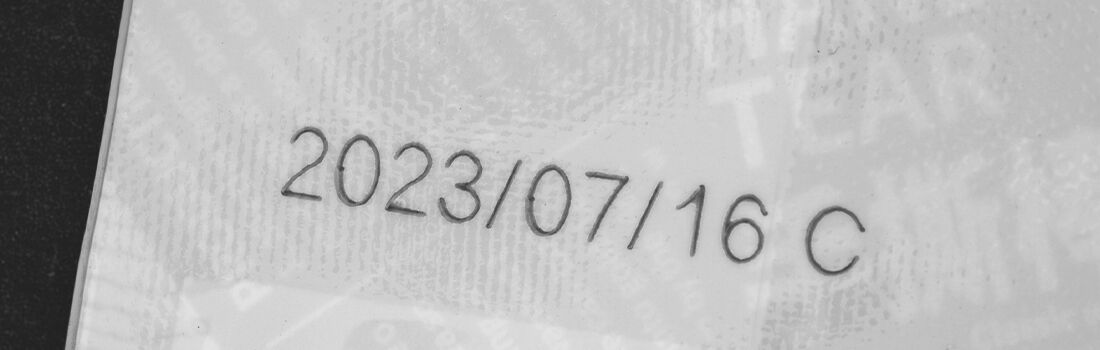
Diffuses Kuppellicht für durchscheinende Verpackungen OCR: Beseitigung von spekularen Hotspots
Klare Verpackungen wie Plastikflaschen, mattierte Gläser und kleine Blisterverpackungen für Tabletten bereiten optischen Zeichenerkennungssystemen echte Probleme, da die zahlreichen ungewöhnlichen Reflexionen Barcodes und Etiketten verdecken. Die Lösung? Streulicht-Kuppelleuchten umhüllen Objekte mit einer gleichmäßigen, allseitig sanften Beleuchtung unter genau dem richtigen Winkel. Diese Kuppelleuchten besitzen eine spezielle innere gekrümmte Form, die das Licht streut, anstatt es direkt in die Kameras zurückzuleiten. Das Ergebnis ist tatsächlich ziemlich beeindruckend: Die weiche Beleuchtung lässt kleinste erhabene Buchstaben oder Lasergravuren deutlich hervortreten, ohne sie zu überstrahlen. Einige Tests in der Verpackungsbranche zeigen, dass diese Leuchten die Erfolgsquote beim Lesen von Codes um rund 40 Prozent gegenüber herkömmlichen Spotlights steigern können. Auf schnellen Montagebändern, auf denen runde oder teilweise durchsichtige Produkte verarbeitet werden, greifen Hersteller immer wieder auf diese Kuppelleuchten zurück, wenn sie von ihren Bildverarbeitungssystemen zuverlässige Ergebnisse benötigen.
Bereit, die Beleuchtung Ihres automatisierten Systems zu verbessern?
Die Geschwindigkeit, Stabilität und Vielseitigkeit von LED-Beleuchtung machen sie für automatisierte Maschinenvision unverzichtbar – doch der Erfolg hängt davon ab, den richtigen LED-Typ und die geeignete Ausleuchtungstechnik auf Ihre Anwendung abzustimmen. Für industrielle LED-Beleuchtungslösungen oder um die Beleuchtung mit ergänzenden Maschinenvisionskameras (wie von HIFLY angeboten) zu kombinieren, arbeiten Sie am besten mit einem Anbieter zusammen, der die besonderen Anforderungen automatisierter Systeme versteht.
HIFLYs 15-jährige Expertise im Bereich Maschinenvision – von LEDs über Kameras bis hin zu integrierten Lösungen – gewährleistet die optimale Abstimmung auf Ihre Produktionsgeschwindigkeit, die Größe von Fehlern sowie Ihre Materialanforderungen. Kontaktieren Sie uns noch heute für ein unverbindliches Beratungsgespräch zur Optimierung Ihrer Beleuchtungskonfiguration.





