

Maschinelles Sehen bei der Füllstandserkennung
In der industriellen Automatisierung ist die genaue Füllstandserkennung entscheidend, um Produktqualität, Prozesseffizienz und Arbeitssicherheit zu gewährleisten. Maschinelles Sehen, als berührungslose und hochpräzise Technologie, hat sich als leistungsfähige Lösung für die Füllstandinspektion etabliert. Dieser Artikel erläutert die wesentlichen Komponenten von maschinellen Sehsystemen für die Füllstandserkennung und deren praktische Anwendungen in verschiedenen Branchen.
Kernkomponenten von Maschinelles-Sehen-Systemen zur Füllstandserkennung
Kameras: Erfassen präziser Bilder
Die Kamera ist das „Auge“ des Systems und erfasst Bilder der Flüssigkeitsoberfläche. Für die Füllstandserkennung auflösung (5 MP bis 20 MP für feine Abweichungen) und bildfrequenz (60+ Fps für Hochgeschwindigkeitslinien) sind der Schlüssel. CCD-Sensoren sind bei schlechten Lichtverhältnissen hervorragend, während CMOS-Sensoren für hohe Durchsatzgeschwindigkeit sorgen. Globale Fensterläden verzerrungen durch sich bewegende Behälter zu vermeiden.
Linsen: Fokus auf Genauigkeit
Die Linsen sorgen für eine scharfe Fokussierung auf dem Flüssigkeitsniveau, wobei die Auswahl auf der Grundlage arbeitsabstand , bildwinkel (Field of View, FOV) , und vergrößerung - Ich weiß. Enger FOV und hohe Vergrößerung passen zu kleinen Behältern wie Durchstechflaschen. Telezentrische Linsen sind ideal, da sie Perspektivverzerrungen minimieren und die Messungen des Flüssigkeitsniveaus trotz leichter Positionsverschiebungen des Behälters gleichbleiben.
Beleuchtung: Beleuchtung der Flüssiggas-Schnittstelle
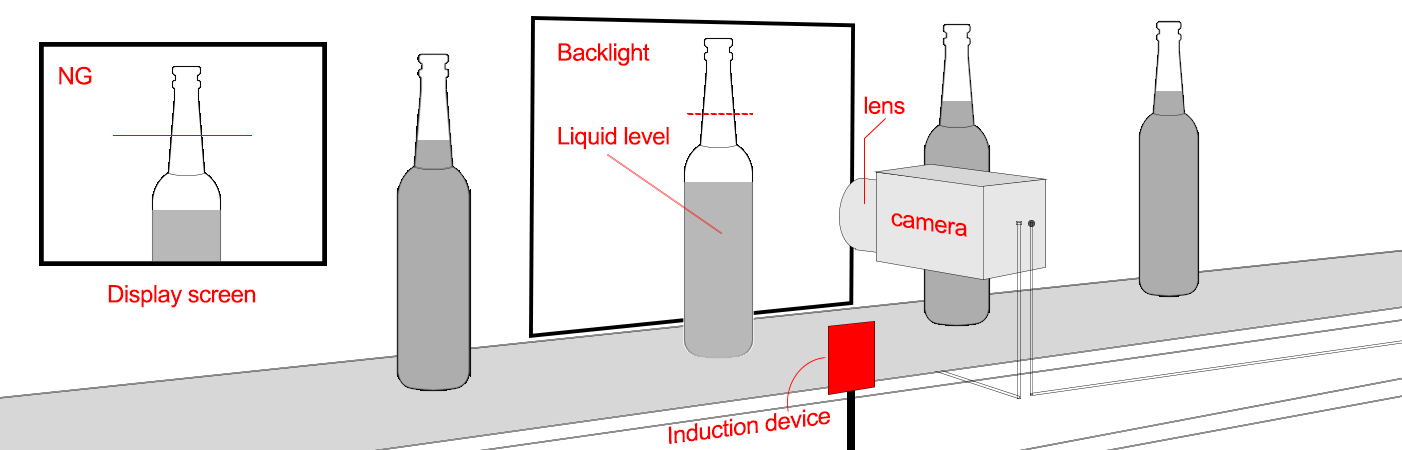
Die Beleuchtung sorgt für einen Kontrast zwischen Flüssigkeit, Behälter und Luft. Hintergrundbeleuchtung für transparente Behälter mit einer hinteren Lichtquelle zur Silhouette der Flüssigkeitsfläche. für undurchsichtige oder unregelmäßige Behälter koaxiale Beleuchtung reduziert Oberflächenreflexionen. Farb-LEDs steigern den Kontrast mit farbigen/reflektierenden Flüssigkeiten, und Diffusion vermeidet Blendung.
Bildverarbeitungssoftware: Analyse der Daten
Spezialsoftware verarbeitet Bilder, um Flüssigkeitsstände zu bestimmen. Algorithmen erkennen Kanten, messen Abstände zwischen Referenzpunkten (z. B. Behälteroberteil und Flüssigkeitsoberfläche) und vergleichen diese mit Schwellwerten. Fortgeschrittene Systeme bewältigen Herausforderungen wie gekrümmte Menisken oder Blasen mithilfe von Filtern, Mustererkennung oder maschinellem Lernen, um Anpassungsfähigkeit zu gewährleisten.
Praktische Anwendungen der maschinellen Sichtprüfung zur Flüssigkeitsstanddetektion
1. Getränke- und Lebensmittelindustrie
In Getränkeabfüllanlagen überprüfen maschinelle Sehsysteme die Füllstände in Wasser-, Soda- oder Saftflaschen bei Geschwindigkeiten von bis zu 1.000 Flaschen pro Minute. Über oder neben Förderbändern montierte Kameras prüfen auf Unterfüllung (die Kundenzufriedenheit gefährden kann) und Überfüllung (die Verschüttung und Abfall verursacht). Ein führender Hersteller von Erfrischungsgetränken setzte beispielsweise ein Vision-System mit 12-MP-Kameras und Hinterbeleuchtung ein, um sicherzustellen, dass die Füllstände in Kunststoffflaschen innerhalb von ±0,5 mm konstant blieben, wodurch der Produktabfall jährlich um 3 % reduziert wurde.

2. Pharmazeutische und Medizinprodukte
Die pharmazeutische Produktion erfordert eine strikte Einhaltung der Füllstände in Ampullen, Spritzen und Infusionsbeuteln, um die Dosiergenauigkeit sicherzustellen. Die hier eingesetzten Bildverarbeitungssysteme müssen mit kleinen Behältern und transparenten Flüssigkeiten umgehen können und gleichzeitig gesetzlichen Vorgaben entsprechen (z. B. FDA-Richtlinien). Ein pharmazeutisches Unternehmen, das Insulinpens herstellt, nutzt telezentrische Linsen und koaxiale Beleuchtung, um Füllstände in 1-mL-Spritzen zu erkennen und erreicht dabei eine Präzision von ±0,02 mm. Dadurch entfallen manuelle Inspektionen, menschliche Fehlerquellen werden reduziert und die Chargenfreigabe beschleunigt.

3. Chemische und petrochemische Industrie
Bei chemischen Prozessen verhindert eine genaue Überwachung des Flüssigkeitsspiegels Überläufe gefährlicher Stoffe und gewährleistet korrekte Mischverhältnisse. Maschinenvisionsysteme, ausgestattet mit robusten Kameras (widerstandsfähig gegen Staub, Feuchtigkeit und korrosive Dämpfe), inspizieren große Tanks oder Fässer, die Säuren, Lösungsmittel oder Kraftstoffe enthalten. Ein Ölraffineriebetrieb nutzt beispielsweise Wärmebildkameras in Kombination mit sichtbaren Lichtsystemen, um den Flüssigkeitsspiegel in Hochtemperatur-Speichertanks zu erkennen, bei denen herkömmliche Sensoren aufgrund extremer Hitze versagen.
4. Automobil- und Luftfahrtindustrie
In der Automobilproduktion überprüft die Bildverarbeitung die Füllstände von Flüssigkeiten wie Motoröl, Bremsflüssigkeit und Kühlmittel in Fahrzeugkomponenten. Beispielsweise überprüfen Kameras während der Herstellung von Kühleranlagen, ob die Kühlmittelfüllstände den Vorgaben entsprechen, bevor diese verschlossen werden, um Lecks zu vermeiden und die Leistung des Motors sicherzustellen. In der Luftfahrt inspiziert die Technologie Hydraulikflüssigkeitsbehälter in Flugzeugen, bei denen Präzision entscheidend für die Sicherheit ist.

Vorteile gegenüber traditionellen Methoden
Die maschinelle Bildverarbeitung bietet für die Füllstandserkennung mehrere entscheidende Vorteile:
Berührungslose Messung : Beseitigt das Kontaminationsrisiko und eignet sich somit für sterile Umgebungen (z. B. Pharmazie).
Hohe Geschwindigkeit und Genauigkeit : Bewältigt schnelle Produktionslinien und erreicht Submillimeter-Genauigkeit.
Vielseitigkeit : Passt sich unterschiedlichen Behälterformen, -größen und Flüssigkeitsarten mit minimalem Aufwand an.
Datenintegration : Liefert Echtzeitdaten für Prozessoptimierung und Qualitätskontrollberichte.
Fazit
Die maschinelle Bildverarbeitung hat die Füllstandserkennung revolutioniert, indem sie hohe Präzision, Geschwindigkeit und Flexibilität miteinander kombiniert. Durch die Auswahl der richtigen Kameras, Objektive und Beleuchtungssysteme können Industrieunternehmen die Einschränkungen herkömmlicher Methoden überwinden und eine gleichbleibende Produktqualität sicherstellen. Von der Getränkeabfüllung bis hin zur Luftfahrtfertigung trägt diese Technologie dazu bei, Effizienz und Zuverlässigkeit in kritischen Prozessen kontinuierlich zu steigern, und ist somit ein unverzichtbares Werkzeug in der modernen Automatisierung.





