

Las mejores soluciones de cámaras de visión artificial para control de calidad automatizado
Por qué el rendimiento de la cámara de visión artificial determina la precisión de la inspección
Resolución y densidad de píxeles: detección de defectos submilimétricos a velocidad de producción
Una mejor resolución significa que podemos detectar esos defectos diminutos que son más pequeños que un milímetro, a veces tan pequeños como 1.5 micrómetros, porque simplemente hay más píxeles empaquetados en el área del sensor. Pero solo tener una alta resolución no es suficiente por sí sola. Para que las inspecciones con IA funcionen de la mejor manera, las características que se analizan deben abarcar aproximadamente de 5 a 10 píxeles. Esto crea el punto óptimo en el que se captura suficiente detalle sin ralentizar demasiado el procesamiento. Ir más allá de este rango solo hace que los datos se acumulen más rápido sin mejorar realmente nuestra capacidad para distinguir entre piezas buenas y defectuosas, lo cual puede ralentizar las líneas de producción. Los sensores CMOS con obturador global actuales alcanzan bastante bien este punto óptimo, logrando identificar defectos con alrededor del 99 % de precisión y manteniéndose a la par del procesamiento de cientos de artículos cada minuto. Lo que más importa no es necesariamente cuántos megapíxeles tiene la cámara, sino obtener el número adecuado de píxeles tanto para los detalles más pequeños que necesitamos ver como para la velocidad con que se mueve la línea de ensamblaje.
Tasa de fotogramas y sincronización del disparador: eliminación del desenfoque por movimiento en líneas rápidas
El desenfoque por movimiento aún provoca la mayoría de los defectos no detectados en esas líneas de producción rápidas, incluso cuando las empresas instalan sensores ultra definidos. Cuando la línea opera a más de 1.000 piezas por hora, la cámara debe capturar cada artículo en menos de 20 milisegundos solo para mantener los bordes lo suficientemente nítidos. Ahí es donde resultan útiles las cámaras con obturador global sincronizadas mediante codificador. Estas cámaras bloquean el tiempo de exposición exactamente en el punto donde la pieza se encuentra sobre la banda transportadora, lo que mantiene las tasas de detección alrededor del 98,5 % incluso a máxima velocidad. La diferencia es enorme en comparación con sistemas anteriores sin sincronización. Las fábricas de fabricación automotriz y ensamblaje electrónico experimentan aproximadamente un 80 % menos de alarmas falsas al actualizar sus sistemas. Tiene sentido, ya que estas industrias trabajan con componentes medidos en micrones, por lo que literalmente no hay margen para suposiciones ni errores.
Comparación de las principales plataformas de cámaras de visión artificial para inspección industrial
Basler ace 2 vs. FLIR Blackfly S: Comparación en el mundo real sobre precisión, estabilidad y soporte de SDK
La serie Basler Ace 2 utiliza esos excelentes sensores Sony Pregius que logran realmente reducir la repetibilidad de las mediciones a menos de 0,1 píxel incluso cuando hay todo tipo de vibraciones industriales alrededor. Además, estas cámaras mantienen una estabilidad de ganancia bastante impresionante, permaneciendo dentro de ±0,05 por ciento a pesar de cambios de temperatura de hasta 15 grados Celsius. Lo que realmente destaca es su SDK Pylon, que funciona muy bien con brazos robóticos y redes PLC, lo que las hace absolutamente perfectas para líneas de producción de alta velocidad que funcionan a más de 200 fotogramas por segundo. Por otro lado, los modelos FLIR Blackfly S tienen sus propios trucos con un procesamiento de imagen propio que reduce los artefactos de movimiento en aproximadamente un 40 % en transportadores muy rápidos. Y no hay que olvidar el SDK Spinnaker, que admite múltiples lenguajes de programación, incluidos Python, C# y .NET. Ambos sistemas de cámara realizan tareas de inspección en obleas semiconductoras y componentes de baterías de vehículos eléctricos sin problemas, pero difieren en condiciones específicas. Basler tiende a desempeñarse mejor en términos de estabilidad térmica y mecánica cuando se implementa a gran escala, mientras que FLIR destaca en situaciones donde la iluminación es extremadamente tenue, ofreciendo resultados excelentes incluso con niveles de luz por debajo de 0,1 lux.
Cámaras Inteligentes (Cognex Insight, Keyence CV-X) vs. Sistemas de Visión Artificial Basados en PC
Las cámaras inteligentes de marcas como Cognex Insight y Keyence CV-X aceleran realmente el proceso. Para verificaciones dimensionales sencillas, estos dispositivos pueden estar operativos en menos de dos días, ya que cuentan con procesadores integrados y ya incluyen patrones comunes de defectos programados. Además, ahorrando alrededor del 30 % en costos de cableado cuando se utilizan solas en estaciones de trabajo, lo cual es una excelente noticia para fábricas donde cada centímetro cuenta. Por otro lado, los sistemas informáticos conectados a servidores GPU potentes ofrecen a los fabricantes aproximadamente cinco veces más capacidad de procesamiento para tareas más complejas, como identificar defectos superficiales sutiles, medir objetos desde múltiples ángulos en tres dimensiones o ajustar modelos mientras las operaciones aún están en marcha. Estas configuraciones permiten a las empresas gestionar simultáneamente más de cincuenta productos diferentes a través de redes con múltiples cámaras, algo que resulta absolutamente esencial al manejar series de fabricación diversas. Claro, las cámaras inteligentes facilitan comenzar con el control de calidad, pero los sistemas basados en ordenadores simplemente no pueden superarse cuando se trata de crecer junto con las necesidades del negocio, adaptar algoritmos rápidamente y manejar demandas serias de computación.
Cómo seleccionar la cámara de visión artificial adecuada para su aplicación de control de calidad
Un marco práctico de decisión: Alinear las especificaciones de la cámara con la tolerancia del producto, la velocidad de línea y las restricciones de iluminación
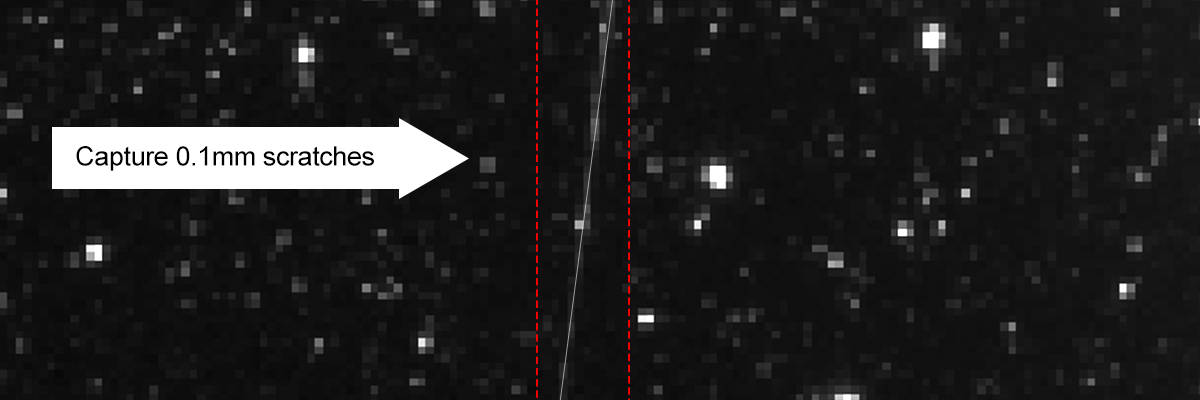
Al analizar la detección de defectos, comience con el defecto más pequeño que necesite detectar. Tome esa dimensión, por ejemplo un rayón de 0.1 mm, y divídala entre lo que la industria recomienda como 3 a 4 píxeles por característica. Esto nos da una base para las necesidades de resolución. También es importante considerar la velocidad del transportador. Si los objetos se desplazan a más de 1 metro por segundo, realmente necesitamos sensores con obturador global que funcionen a tasas de cuadro superiores a 120 fps. Y cuando la producción supere las 200 unidades por minuto, el tiempo de exposición debe mantenerse por debajo de medio milisegundo, de lo contrario todo se verá borroso. Las condiciones de iluminación representan otro reto completamente distinto. En entornos con poca luz, busque cámaras con eficiencia cuántica superior al 75 % y rango dinámico mayor a 70 dB, para que las imágenes mantengan su contraste y nitidez. Siga este enfoque en tres k en ·áreas clave ayuda a garantizar que las cámaras encuentren realmente esos pequeños defectos en la práctica, no solo en especificaciones teóricas. Mantiene los costos razonables sin sacrificar el rendimiento diario en la planta de fabricación.
¿Listo para elevar su control automático de calidad?
No se conforme con cámaras comerciales que pasen por alto defectos críticos o retrasen su línea. Las soluciones personalizadas de cámaras de visión artificial de HIFLY están diseñadas según sus necesidades exactas de control de calidad, ya sea detectando defectos de 1,5 μm, inspeccionando más de 200 piezas por minuto, o funcionando en entornos adversos.
Comuníquese hoy con HIFLY para una consulta gratuita: nuestro equipo evaluará su flujo de trabajo, recomendará especificaciones y entregará una muestra personalizada en tan solo 3 días. Construyamos juntos un sistema de control de calidad que crezca con su negocio y ofrezca una precisión de detección de defectos del 99 % o superior—cada vez.





