

Cámara de visión artificial vs. cámara industrial: diferencias clave explicadas
¿Qué define una cámara de visión artificial?
Requisitos técnicos principales: obturador global, precisión de disparo y integración controlada por SDK
Las cámaras industriales de visión por máquina no solo están diseñadas para durar, sino que también deben ofrecer resultados consistentes cada vez. ¿Qué hace que estas cámaras destaquen? Utilizan una tecnología llamada obturador global, que captura todos los datos de la imagen simultáneamente, eliminando cualquier desenfoque por movimiento incluso cuando los objetos se mueven a más de 5 metros por segundo. Otra característica clave es el disparo por hardware, que funciona con precisión de microsegundos, asegurando una sincronización perfecta con los movimientos de robots o las acciones de bandas transportadoras. Y gracias a la integración mediante SDK según los estándares GenICam, estas cámaras son compatibles con la mayoría de sistemas PLC y paquetes de software de visión. El resultado es que las empresas pueden poner en marcha sus sistemas de control de calidad mucho más rápido, sin necesidad de escribir controladores personalizados desde cero, lo que ahorra aproximadamente dos terceras partes del tiempo normalmente destinado a la implementación, según informes del sector.
Aplicaciones principales: Inspección óptica automatizada, guiado de robots y metrología subpíxel
Las especificaciones técnicas de estos sistemas abren las puertas a tres aplicaciones realmente importantes en la fabricación. En lo que respecta al trabajo de Inspección Óptica Automatizada o AOI, los sensores globales con obturador de alta resolución pueden detectar defectos mínimos en placas de circuito impreso con tasas de detección casi perfectas del 99,9%. Hablando ahora de guía robótica, la estimación en tiempo real de la posición 3D permite a las máquinas colocar componentes con una consistencia increíble, con una precisión de aproximadamente ±0,05 mm durante operaciones de pick and place. Luego está la metrología subpíxel, que utiliza sensores calibrados y cálculos avanzados para observar detalles aún más pequeños que lo que cabe en un solo píxel. Esto es muy importante para alinear obleas semiconductoras, donde los fabricantes necesitan tolerancias inferiores a un micrómetro. ¿Qué hace posible todo esto? Estos sistemas de cámaras tratan la imagen como una medición seria y no como una simple toma de fotografías, lo que explica por qué ofrecen resultados tan notables en diferentes entornos industriales.
¿Qué califica como una cámara industrial?
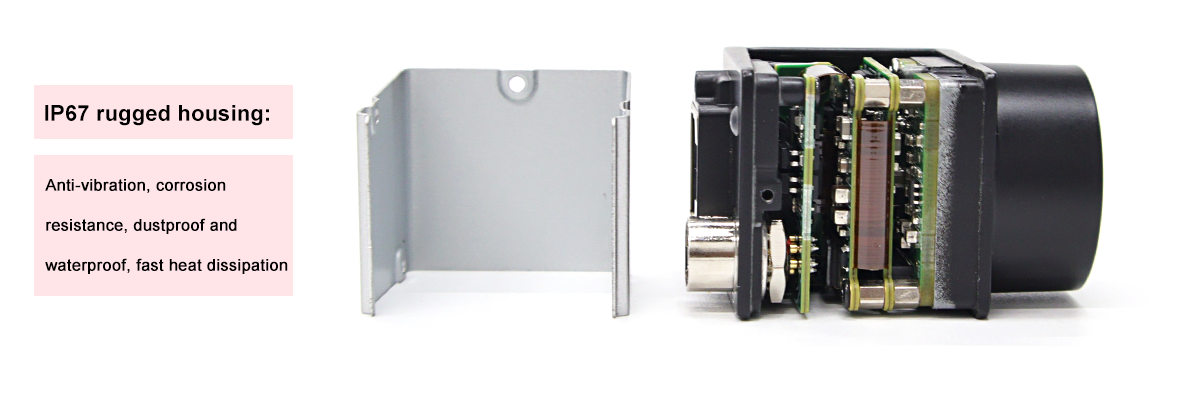
Prioridades de diseño: carcasa resistente, rango de temperatura ampliado y sellado ambiental IP67+
Cuando se trata de cámaras industriales, los fabricantes suelen centrarse más en mantenerlas funcionando de forma confiable que en capturar imágenes perfectas. Estas cámaras suelen contar con exteriores resistentes hechos de metal o plástico reforzado, capaces de soportar manipulaciones bruscas, vibraciones constantes e incluso productos químicos agresivos sin fallar. La mayoría de los modelos funcionan en un amplio rango de temperatura, desde menos 20 grados Celsius hasta 70 grados, y generalmente cumplen con el estándar IP67 o superior contra la entrada de polvo y agua. Esto las hace adecuadas para entornos como plantas de procesamiento de alimentos donde se realizan limpiezas frecuentes, instalaciones de almacenamiento en frío o cualquier lugar al aire libre que requiera vigilancia. Características de diseño como sistemas de refrigeración pasiva, conectores sencillos del tipo M12 y firmware más simple ayudan a que estas cámaras permanezcan operativas durante más tiempo. Pero siempre se sacrifica algo a cambio de esta fiabilidad: opciones avanzadas de disparo, transferencias rápidas de datos o ajustes finos del sensor suelen pasar a un segundo plano cuando la prioridad es la durabilidad.
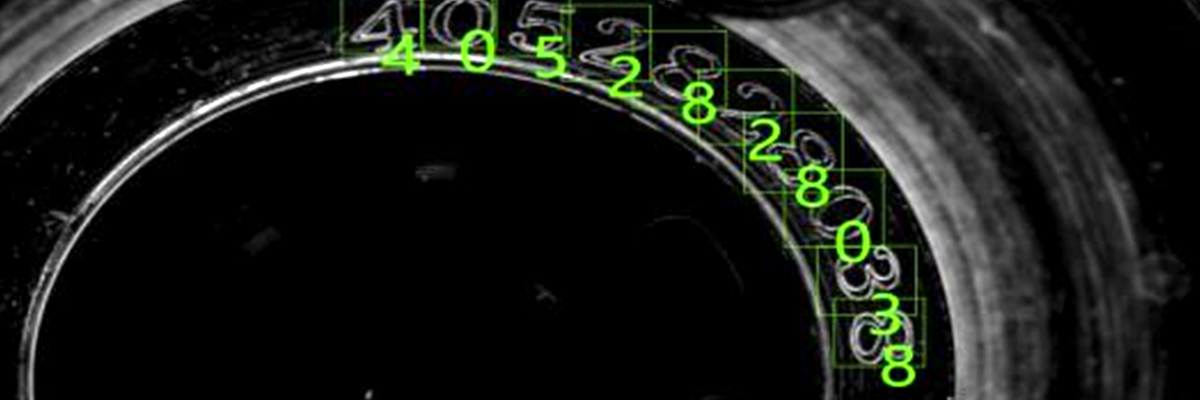
Casos de uso típicos: Monitoreo continuo de procesos, OCR básico y vigilancia en entornos adversos
En lo que realmente destacan estas cámaras son en situaciones donde la cobertura continua importa más que obtener cada píxel perfecto. Piense en aspectos como vigilar los niveles de tanques durante todo el día, verificar si las cintas transportadoras siguen funcionando correctamente o simplemente asegurarse de que las máquinas no se estén averiando. También manejan tareas básicas de OCR para leer números de serie o clasificar paquetes. Y no olvidemos esos lugares difíciles donde una cámara normal no duraría ni un minuto, como en el interior profundo de operaciones mineras o alrededor de sustancias corrosivas en instalaciones de tratamiento de aguas residuales. Según un informe industrial reciente de 2023, la mayoría de los responsables de plantas priorizan la resistencia ambiental por encima de la calidad de imagen en estas aplicaciones. Tiene sentido, porque ¿de qué sirve una grabación nítida si la cámara deja de funcionar tras una semana en condiciones adversas? Para operaciones del mundo real, el rendimiento confiable supera cualquier especificación avanzada.
Diferencias Funcionales Críticas: Automatización, Rendimiento e Integración
Control y Sincronización en Tiempo Real: Activación por Hardware, Capturadores de Fotogramas y Latencia Determinista
La temporización determinista es lo que hace que las cámaras de visión artificial sean tan esenciales para los sistemas de automatización en bucle cerrado. Estas cámaras utilizan disparadores por hardware para sincronizar su exposición con señales externas, como pulsos del codificador o salidas de PLC, hasta fracciones de microsegundo. Al combinarlas con capturadores de imágenes, de repente hablamos de tiempos de transferencia de imágenes inferiores a un milisegundo de forma constante. ¿Cámaras activadas por software? Quedan atrapadas esperando a que el sistema operativo programe las tareas, lo que provoca esos molestos retrasos de 10-50 ms que todos odian (Vision Systems Design informó esto en 2023). Imagine una cinta transportadora funcionando a 1 metro por segundo. Cinco milisegundos de retraso equivalen a cinco milímetros completos fuera de posición, suficiente para arruinar incluso el trabajo de ensamblaje más delicado. Por eso, los sistemas serios de visión artificial confían desde el primer día en tuberías de imagen dedicadas y sistemas operativos en tiempo real. No hay espacio para conjeturas cuando importa la precisión.
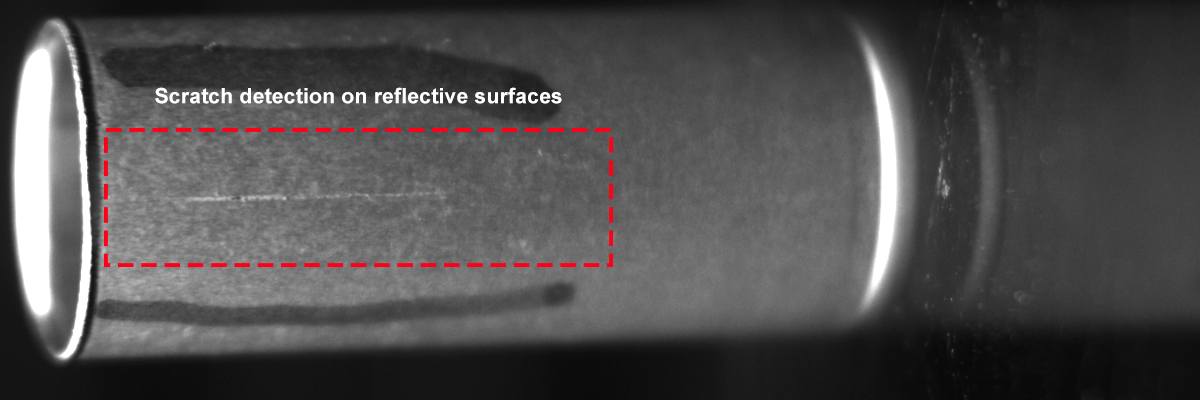
Referencias de Rendimiento de Imagen: Rango Dinámico, SNR y Consistencia a Nivel de Píxel para Medición
Obtener mediciones precisas requiere sistemas de imagen diseñados específicamente para la precisión, y no solo para aproximaciones. Las cámaras modernas de visión artificial ofrecen un rango dinámico superior a 120 dB, lo que significa que pueden capturar detalles sutiles en áreas oscuras del caucho negro mate, al mismo tiempo que registran reflejos brillantes en superficies cromadas. Estas cámaras suelen tener relaciones señal-ruido entre 40 y 50 dB, manteniendo buen contraste y bordes nítidos durante inspecciones en condiciones de poca iluminación. Esto supera a las cámaras industriales estándar, que normalmente están por debajo de los 35 dB, donde el ruido de fondo comienza a alterar las mediciones dimensionales. La calibración de fábrica garantiza que estos sensores se mantengan dentro de una variación de aproximadamente el 0,05 % en todos los píxeles, algo esencial para mediciones subpíxel ultraprecisas. En cuanto a los sistemas de inspección óptica automatizados, estudios muestran que tan solo un 2 % de inconsistencia en la respuesta del sensor genera rechazos falsos por valor de unos 740 000 dólares anuales, según investigaciones del Instituto Ponemon de 2023. Por eso equipos verdaderamente calificados para medición se distinguen de las cámaras industriales comunes cuando se trata de resultados consistentes.
Por qué existe la confusión terminológica y cómo elegir correctamente
Existe una gran superposición entre las etiquetas de visión artificial y cámaras industriales porque ambas suelen estar construidas para ser resistentes. Los fabricantes mencionan con frecuencia características como protección IP67 y funcionamiento en temperaturas extremas. Pero más allá de estas similitudes, lo que realmente importa es que las cámaras industriales están diseñadas básicamente para sobrevivir en condiciones adversas, mientras que los modelos de visión artificial se centran en obtener mediciones precisas para procesos automatizados. El problema surge cuando las empresas intentan utilizar equipos de grado industrial para trabajos que requieren una exactitud milimétrica hasta fracciones de píxel o sincronización precisa en millonésimas de segundo. Estos requisitos simplemente no forman parte del diseño original de las cámaras industriales.
Para elegir correctamente:
- Priorice las demandas de la aplicación : Seleccione un cámara de visión artificial si su caso de uso requiere obturación global, activación por hardware inferior a 1µs o integración con SDK conforme a GenICam—para AOI, guía de robots o metrología. Estas no son características opcionales, sino fundamentales.
- Evalúe las necesidades ambientales : Elija una cámara de cámara industrial solo para monitoreo continuo, OCR básico o vigilancia en entornos adversos—donde la resistencia a impactos, la tolerancia a lavados o el funcionamiento continuo 24/7 prevalecen sobre la precisión de imagen.
- Evalúe la complejidad de integración : Los sistemas de visión artificial requieren controladores certificados, compatibilidad con capturadoras de fotogramas y comunicación determinista con PLCs o software de visión. Las cámaras industriales normalmente funcionan como fuentes de video independientes.
- Analice cuidadosamente los umbrales de rendimiento : Para inspecciones cuantitativas, exija un rango dinámico ≥70dB, SNR >40dB y uniformidad de píxeles <0,1%. Estos niveles rara vez son cumplidos por modelos industriales comercializados para tareas de visión.
Ajuste la cámara a la precisión, velocidad e integración profunda de su automatización—no solo a la clasificación de su carcasa.
¿Listo para alinear su cámara con su flujo de trabajo?
La cámara adecuada convierte la imagen industrial de un centro de costos en una ventaja competitiva, ya sea que esté automatizando inspecciones de precisión o monitoreando entornos hostiles. Al centrarse en sus necesidades principales (precisión en la automatización frente a fiabilidad robusta), evitará errores comunes y obtendrá resultados consistentes.
Para obtener orientación personalizada o probar una solución adaptada (respaldada por soporte técnico global y entrega rápida de muestras), póngase en contacto con un proveedor de confianza en visión artificial con experiencia comprobada en diversos sectores industriales.





