

Iluminación blanca, azul, roja y verde en visión artificial
En los sistemas de visión artificial, el color de la iluminación no se elige arbitrariamente: seleccionar el adecuado puede hacer que los defectos resalten claramente, mientras que uno inadecuado puede dificultar incluso para los algoritmos más avanzados reconocer características. Muchas personas pasan por alto el impacto del color de la iluminación, lo que provoca una precisión de inspección inconsistente.
Hoy explicaremos las aplicaciones de cuatro colores principales de iluminación y una estrategia de contraste para ayudar a seleccionar rápidamente la iluminación adecuada.
ⅰ. Luz blanca: adecuada para el 80 % de los escenarios generales
La luz blanca cubre todo el espectro visible (380–750 nm), reproduciendo con precisión los colores reales de los objetos. Es la opción de iluminación más versátil y actúa como «elección predeterminada» en las inspecciones visuales.
1. Ventajas principales :
Espectro uniforme y representación detallada completa, eliminando preocupaciones sobre compatibilidad de materiales: ya sea para productos plásticos, metálicos o de papel, la luz blanca puede capturar imágenes base nítidas.
2. Escenarios aplicables :
Pruebas de referencia en la fase de inspección inicial (evaluar los efectos bajo luz blanca primero, luego ajustar), inspección de productos de categorías mixtas (por ejemplo, inspeccionar piezas de plástico y metal en la misma línea de producción) y escenarios que requieren detección de diferencias de color (por ejemplo, inspección de color en alimentos).
Nota:
Cuando no esté seguro de qué color elegir, comience con la luz blanca. Puede manejar el 80 % de los escenarios generales de inspección.
ⅱ . Luz Azul: Amplificación de Defectos Minúsculos
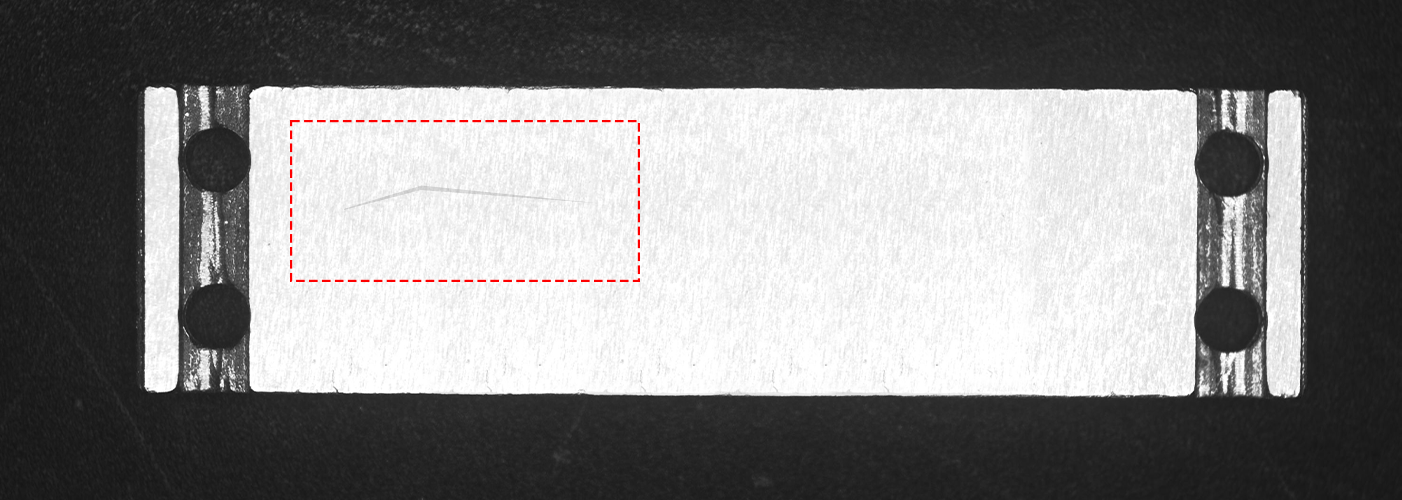
La luz azul tiene una longitud de onda corta (450–495 nm) y se dispersa fuertemente al interactuar con estructuras finas (por ejemplo, arañazos, partículas), lo que la hace ideal para resaltar microdefectos en materiales altamente reflectantes.
1. Ventajas principales :
Suprime la reflexión especular en metales (por ejemplo, evita el deslumbramiento en superficies de acero inoxidable), creando un alto contraste para defectos como arañazos y abolladuras.
2. Escenarios aplicables :
Inspección superficial de piezas metálicas (por ejemplo, arañazos en rodamientos automotrices, abolladuras en marcos de teléfonos inteligentes), detección de impurezas mínimas en superficies de vidrio y escenarios que requieren una localización precisa del borde (por ejemplo, alineación de pines de chips).

Nota: La luz azul puede ser intensa para los ojos; se deben usar gafas protectoras durante la operación.
ⅲ. Luz Roja: Alta Capacidad de Penetración
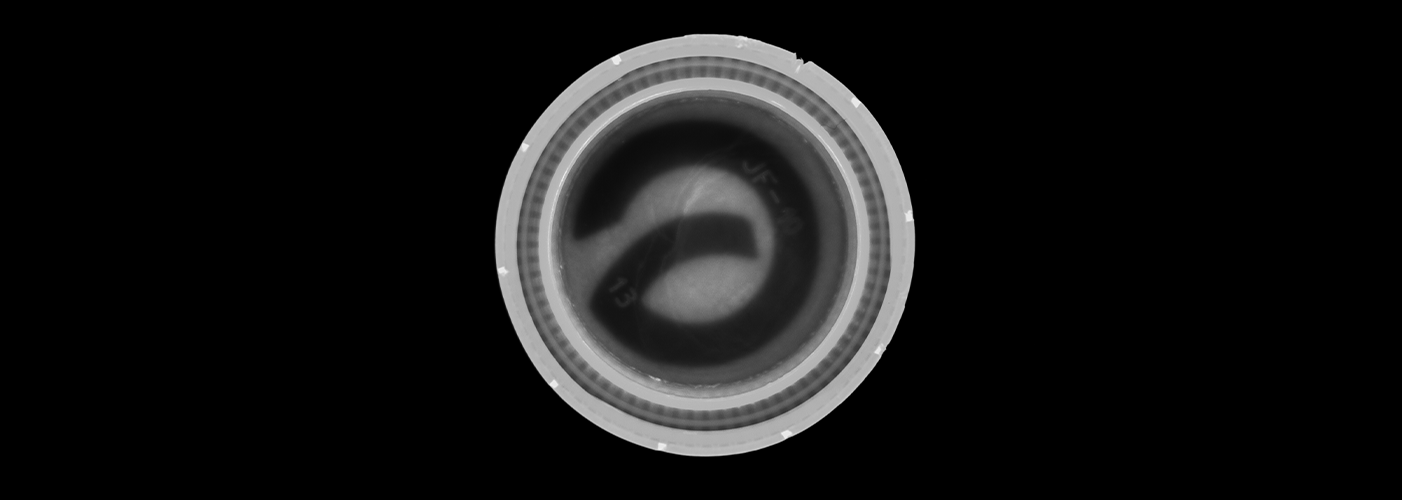
La luz roja tiene una longitud de onda más larga (620–750 nm), lo que le permite penetrar ciertos materiales oscuros o semitransparentes. Es adecuada para inspeccionar "características internas o debajo de las superficies".
1. Ventajas principales
No es absorbida por materiales oscuros, permitiendo que penetre las superficies y revele características subyacentes, por ejemplo, hacer visibles caracteres a través de botellas de plástico oscuro.
2. Escenarios aplicables
Lectura de caracteres en botellas oscuras con líquido (por ejemplo, botellas de medicina oral, botellas de tinta), detección de burbujas internas en coloides semitransparentes (por ejemplo, silicona, resina) e identificación de impurezas entre capas de tejido.

Nota: La luz roja puede ser intensa para los ojos; se deben usar gafas de protección durante la operación.
ⅳ. Luz Verde: Supresión de Interferencias de Fondo para un Reconocimiento Preciso de Caracteres
La luz verde tiene una longitud de onda media (520–570 nm) y funciona excepcionalmente bien en sistemas de cámaras en blanco y negro, suprimiendo eficazmente las interferencias de fondo y realzando las características del objetivo.
1. Ventajas principales
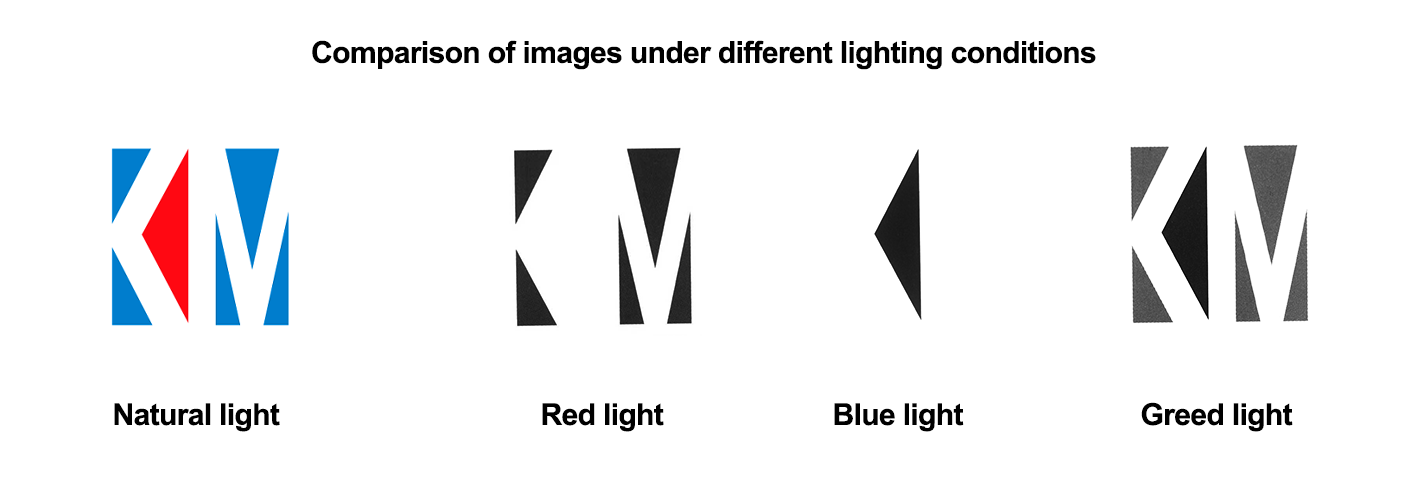
Proporciona un contraste extremadamente alto para objetivos rojos (por ejemplo, los caracteres rojos aparecen más brillantes bajo luz verde) y puede "neutralizar" fondos verdes (por ejemplo, las tapas verdes de botellas aparecen más oscuras bajo luz verde, haciendo que los caracteres blancos resalten).
2. Escenarios aplicables
Reconocimiento de caracteres en etiquetas de embalaje (por ejemplo, números de lote blancos en tapas verdes de botellas), detección de defectos rojos (por ejemplo, impurezas blancas en piezas de caucho rojo) y extracción de objetivos en fondos complejos (por ejemplo, posicionamiento de piezas en cintas transportadoras verdes).
Nota: La luz verde puede ser intensa para los ojos; se deben usar gafas de protección durante la operación.
ⅴ. Estrategia Clave: Mejorar el Contraste con "Colores Adyacentes/Complementarios"
Después de seleccionar el color de iluminación adecuado, aplicar una "estrategia de contraste de color" puede duplicar la eficacia de la inspección:
1. Estrategia de Color Adyacente
Utilice un color de iluminación similar al del objeto objetivo (por ejemplo, luz verde para piezas verdes). Esto ilumina el objetivo en la imagen y "neutraliza" los fondos distractores; por ejemplo, los patrones verdes en bolsas de embalaje verdes aparecen desvanecidos bajo luz verde, evitando interferencias con el reconocimiento de códigos QR blancos .
2. Estrategia de Color Complementario
Utilice un color de iluminación opuesto al objeto objetivo en la rueda cromática (por ejemplo, rojo frente a verde, azul frente a amarillo). Esto crea un fuerte contraste de brillo; por ejemplo, los caracteres blancos sobre un fondo verde aparecen más brillantes bajo luz roja, mientras que el fondo se oscurece, mejorando significativamente las tasas de reconocimiento.
ⅵ. Resumen: Tabla de Selección de Color de Iluminación para Referencia Rápida
El propósito principal del color de la iluminación es "mejorar el contraste entre el objetivo y el fondo". No hay necesidad de complicarlo en exceso. Según el tipo de material y defecto, consulte la tabla siguiente y aplique la estrategia de colores adyacentes/complementarios para lograr una calidad de imagen óptima y duplicar la eficiencia algorítmica.
La selección del color de iluminación requiere considerar de forma integral los siguientes factores:
|
Color de Iluminación |
Rango de longitud de onda (nm) |
Características clave |
Aplicaciones típicas |
|
Luz blanca |
380–750 |
Versátil, reproducción cromática completa |
Pruebas iniciales, inspección de categorías mixtas, detección de diferencias de color |
|
Luz azul |
450–495 |
Resaltado de defectos, supresión de reflejos |
Arañazos en metal, impurezas en vidrio, localización de bordes |
|
Luz roja |
620–750 |
Alta penetración, adecuado para materiales oscuros/semiatransparentes |
Lectura de caracteres en botellas oscuras, detección de burbujas en coloides, inspección de capas intermedias |
|
Luz Verde |
520–570 |
Supresión del fondo, alto contraste |
Reconocimiento de caracteres, realce del objetivo rojo |





