

Meilleures solutions de caméras de vision industrielle pour le contrôle qualité automatisé
Pourquoi la performance de la caméra de vision industrielle détermine la précision de l'inspection
Résolution et densité de pixels : détection de défauts submillimétriques à la vitesse de production
Une meilleure résolution signifie que nous pouvons détecter des défauts minuscules, plus petits qu'un millimètre, parfois aussi petits que 1,5 micromètre, car il y a simplement plus de pixels regroupés sur la surface du capteur. Mais une haute résolution seule ne suffit pas. Pour que les inspections par IA fonctionnent au mieux, les caractéristiques analysées doivent couvrir environ 5 à 10 pixels. Cela crée le point idéal où suffisamment de détails sont capturés sans trop ralentir le traitement. Dépasser cette plage entraîne simplement une accumulation plus rapide des données sans réellement améliorer notre capacité à distinguer les pièces conformes des non conformes, ce qui peut en réalité ralentir les lignes de production. Les capteurs CMOS à obturateur global d'aujourd'hui atteignent assez bien ce point idéal, parvenant à identifier les défauts avec une précision d'environ 99 % tout en continuant de traiter des centaines d'éléments chaque minute. Ce qui importe le plus n'est pas nécessairement le nombre de mégapixels de la caméra, mais d'obtenir le bon nombre de pixels à la fois pour les plus petits détails que nous devons voir et pour la vitesse de déplacement de la chaîne d'assemblage.
Fréquence d'images et synchronisation déclenchée : éliminer le flou de mouvement sur les lignes rapides
Le flou de mouvement provoque encore la majorité des défauts non détectés sur ces lignes de production rapides, même lorsque les entreprises installent des capteurs ultra haute résolution. Lorsque la ligne fonctionne à plus de 1 000 pièces par heure, la caméra doit capturer chaque élément en moins de 20 millisecondes afin simplement de garder les contours suffisamment nets. C'est là qu'interviennent les caméras à obturateur global synchronisées par codeur. Ces caméras verrouillent le temps d'exposition exactement au moment où la pièce se trouve devant la caméra sur le tapis roulant, ce qui maintient un taux de détection autour de 98,5 % même à vitesse maximale. L'écart est considérable par rapport aux anciens systèmes dépourvus de synchronisation. Les usines du secteur automobile et de l'assemblage électronique constatent environ 80 % de faux signalements en moins après une mise à niveau. Ce résultat est logique, étant donné que ces industries travaillent avec des composants mesurés en microns, ne laissant littéralement aucune place à l'approximation ou aux erreurs.
Comparaison des principales plateformes de caméras de vision industrielle pour l'inspection
Basler ace 2 contre FLIR Blackfly S : Comparaison pratique en termes de précision, stabilité et support du SDK
La série Basler Ace 2 exploite d'excellents capteurs Sony Pregius qui parviennent effectivement à réduire la répétabilité des mesures à moins de 0,1 pixel, même en présence de diverses vibrations industrielles. De plus, ces caméras conservent une stabilité du gain très impressionnante, restant comprise dans une plage de ± 0,05 % malgré des variations de température allant jusqu'à 15 degrés Celsius. Ce qui les distingue particulièrement, c'est leur SDK Pylon, qui s'intègre parfaitement avec les bras robotiques et les réseaux de contrôleurs logiques programmables (PLC), ce qui les rend absolument idéales pour les lignes de production à grande vitesse fonctionnant à plus de 200 images par seconde. En revanche, les modèles FLIR Blackfly S ont leurs propres atouts, notamment un traitement d'image propriétaire qui réduit les artefacts de mouvement d'environ 40 % sur les convoyeurs très rapides. Et n'oublions pas le SDK Spinnaker, qui prend en charge plusieurs langages de programmation, notamment Python, C# et .NET. Les deux systèmes de caméras gèrent sans problème les tâches d'inspection des plaquettes semi-conductrices et des composants de batteries de véhicules électriques, mais ils diffèrent selon les conditions spécifiques. Basler offre généralement de meilleures performances en termes de stabilité thermique et mécanique lorsqu'elle est déployée à grande échelle, tandis que FLIR excelle dans les situations où l'éclairage est extrêmement faible, fournissant d'excellents résultats même à des niveaux de lumière inférieurs à 0,1 lux.
Caméras intelligentes (Cognex Insight, Keyence CV-X) contre systèmes de vision industrielle basés sur PC
Les caméras intelligentes de marques comme Cognex Insight et Keyence CV-X accélèrent vraiment les opérations. Pour des contrôles dimensionnels simples, ces appareils peuvent être opérationnels en moins de deux jours, car ils intègrent un processeur et disposent déjà de motifs de défauts courants programmés. De plus, ils permettent d'économiser environ 30 % sur les coûts de câblage lorsqu'ils sont utilisés seuls dans des postes de travail, ce qui est idéal pour les usines où chaque centimètre compte. En revanche, les systèmes informatiques connectés à des serveurs GPU puissants offrent aux fabricants environ cinq fois plus de puissance de traitement pour des tâches plus complexes, telles que l'identification de défauts subtils en surface, la mesure d'objets selon plusieurs angles en trois dimensions ou l'ajustement de modèles pendant que les opérations sont encore en cours. Ces configurations permettent aux entreprises de gérer simultanément plus de cinquante produits différents sur des réseaux comportant plusieurs caméras, ce qui devient absolument essentiel lorsqu'on traite des séries de fabrication variées. Certes, les caméras intelligentes facilitent le démarrage du contrôle qualité, mais les systèmes basés sur ordinateur restent imbattables quand il s'agit de croître avec les besoins commerciaux, d'adapter rapidement les algorithmes et de répondre à des exigences sérieuses en matière de calcul.
Comment choisir la bonne caméra de vision industrielle pour votre application de contrôle qualité
Un cadre décisionnel pratique : aligner les spécifications de la caméra avec les tolérances du produit, la vitesse de ligne et les contraintes d'éclairage
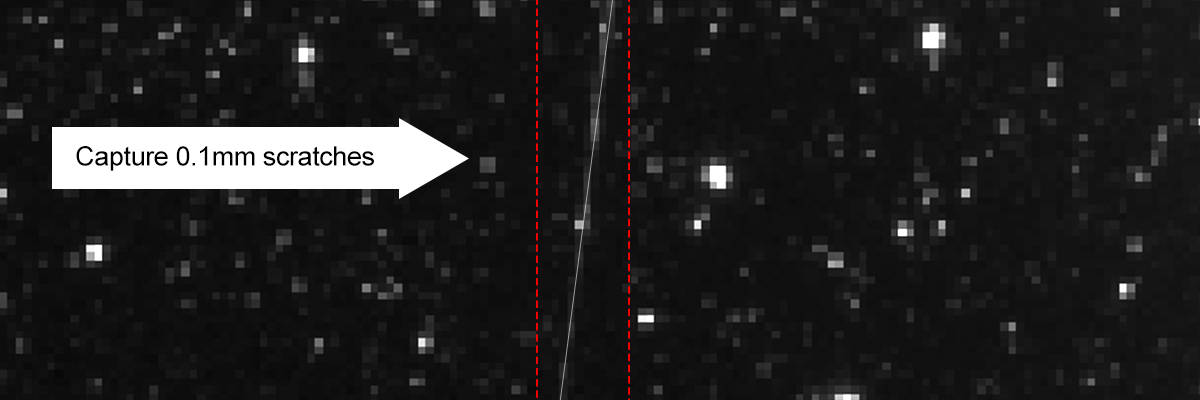
Lorsqu'on examine la détection de défauts, commencez par le plus petit défaut que vous devez identifier. Prenez cette dimension, par exemple une rayure de 0,1 mm, puis divisez-la par ce que l'industrie recommande comme étant 3 à 4 pixels par caractéristique. Cela nous donne une base pour les besoins en résolution. La vitesse du convoyeur est également importante. Si les objets avancent à plus d'un mètre par seconde, nous avons vraiment besoin de capteurs à obturateur global fonctionnant à des fréquences supérieures à 120 images par seconde. Et lorsque la production dépasse 200 pièces par minute, le temps d'exposition doit rester inférieur à une demi-milliseconde, sinon tout devient flou. Les conditions d'éclairage posent un autre défi. Dans des environnements peu éclairés, privilégiez les caméras dont l'efficacité quantique est supérieure à 75 % et la plage dynamique dépasse 70 dB, afin que les images conservent leur contraste et leur netteté. Suivre cette approche sur trois k dans ·zones clés permet de s'assurer que les caméras détectent effectivement ces minuscules défauts en pratique, et pas uniquement sur papier au niveau des spécifications. Cela maintient les coûts raisonnables sans sacrifier ce qui fonctionne jour après jour sur le terrain en usine.
Prêt à améliorer votre contrôle qualité automatisé ?
Ne vous contentez pas de caméras standard qui passent à côté de défauts critiques ou ralentissent votre chaîne. Les solutions personnalisées de caméras de vision industrielle HIFLY sont conçues selon vos besoins exacts en contrôle qualité — que vous deviez détecter des défauts de 1,5 μm, inspecter plus de 200 pièces par minute, ou travailler dans des environnements difficiles.
Contactez HIFLY dès aujourd'hui pour une consultation gratuite : notre équipe analysera votre flux de travail, vous conseillera sur les spécifications adaptées et vous livrera un échantillon personnalisé en seulement 3 jours. Construisons ensemble un système de contrôle qualité évolutif, capable d'atteindre une précision de détection des défauts supérieure à 99 % — à chaque fois.





