

Application des polariseurs et des lumières polarisées dans les projets d'inspection par vision industrielle
L'inspection par vision industrielle est essentielle dans la fabrication intelligente, mais les reflets sur la surface des pièces, l'éblouissement et l'éclairage inégal dégradent souvent la qualité des images et entravent une détection précise des défauts. Les polariseurs et les sources lumineuses polarisées, en tant que composants optiques clés, jouent un rôle central dans la régulation des états de polarisation de la lumière — en supprimant efficacement les reflets indésirables, en améliorant le contraste des défauts et en filtrant les interférences dues à la lumière ambiante. Cela améliore considérablement la netteté des images et la fiabilité de la détection. Voici un aperçu de leurs fonctions principales et de quelques cas d'application pratique concis.
1. Fonctions principales de la polarisation en vision industrielle
Le rôle principal de la technologie de polarisation réside dans l'optimisation de l'environnement optique des systèmes de vision industrielle grâce à trois fonctions clés : Premièrement, supprimer les reflets spéculaires et l'éblouissement : filtrer la lumière réfléchie linéairement polarisée provenant de surfaces lisses (par exemple, métal, verre) afin d'éliminer les éblouissements qui masquent les défauts. Deuxièmement, améliorer le contraste des défauts : Conversion de subtiles variations d'état de polarisation provoquées par des défauts internes (par exemple, bulles, fissures) dans les matériaux transparents en différences de niveaux de gris visibles. Troisièmement, résistance à l'interférence de la lumière ambiante : Blocage de la lumière ambiante polarisée aléatoirement, garantissant une qualité d'image stable dans des environnements industriels complexes.
2. Cas pratiques concis
La technologie de polarisation a été largement utilisée pour résoudre des scénarios de détection difficiles. Voici des cas typiques :
2.1 Détection de défauts de surface sur le verre automobile
Le verre automobile possède une grande transparence et une surface lisse, entraînant une forte réflexion spéculaire sous un éclairage ordinaire. En utilisant des sources de lumière linéairement polarisée et un filtrage croisé par polarisation (polariseur et analyseur à 90°), la réflexion est efficacement supprimée. Les rayures, bulles et impuretés présentes sur la surface du verre sont clairement mises en évidence, avec une précision de détection des défauts (≥0,1 mm) atteignant 99,5 % — bien supérieure aux 85 % des systèmes traditionnels.

2.2 Détection des défauts internes sur films plastiques
Les films plastiques transparents présentent de légères différences d'intensité lumineuse entre les bulles ou impuretés internes et le substrat, ce qui rend les défauts difficiles à identifier. La lumière polarisée induit une biréfringence au niveau des défauts en raison des différences d'indice de réfraction. Grâce à un filtrage par polarisation, les défauts internes invisibles sont transformés en taches claires ou sombres bien visibles, permettant une reconnaissance précise par les algorithmes.
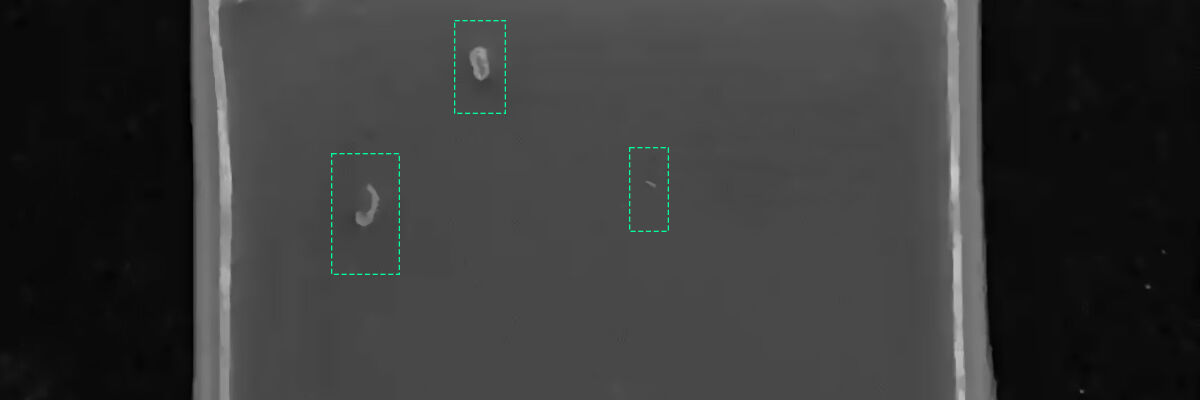
2.3 Détection des rayures sur pièces moteur métalliques
Les pièces métalliques de moteur possèdent des surfaces réfléchissantes semblables à des miroirs, ce qui brouille l'apparence des rayures sous un éclairage ordinaire. En ajustant l'angle entre le polariseur (placé devant la source lumineuse) et l'analyseur (placé devant la caméra), la réflexion spéculaire est éliminée, tandis que la réflexion diffuse provenant des rayures est conservée. Les rayures apparaissent alors comme des lignes foncées nettes, garantissant une détection précise par les algorithmes de vision.

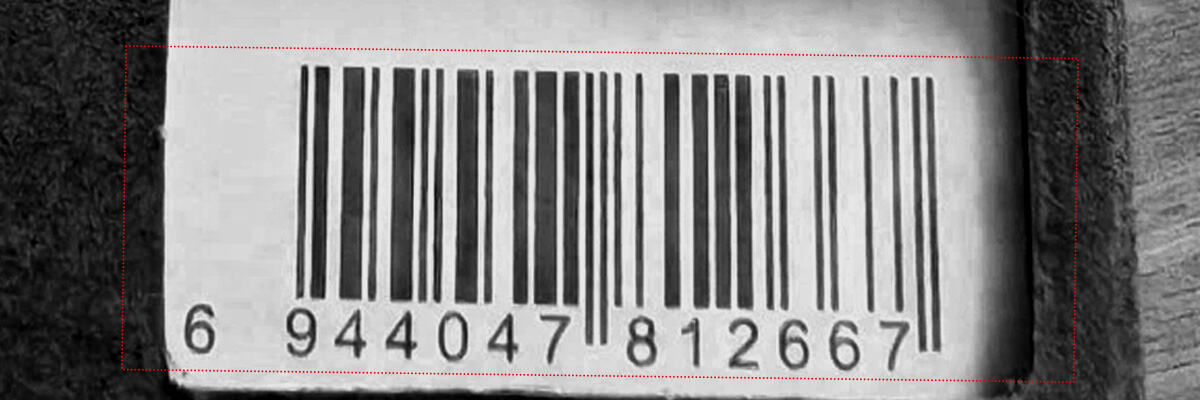
2.4 Reconnaissance de codes-barres sur emballages en feuille d'aluminium
La forte réflectivité du papier d'aluminium rend les codes-barres imprimés inrecognissables sous une lumière ordinaire. La technologie de polarisation supprime la réflexion du substrat en filtrant la lumière réfléchie polarisée du papier d'aluminium, tout en conservant la lumière diffusée provenant de la couche du code-barres. Cela permet une reconnaissance stable et précise des codes-barres, garantissant la traçabilité des produits.
3. Conclusion
Les polariseurs et les sources de lumière polarisée jouent un rôle irremplaçable dans la vision industrielle en supprimant les reflets, en améliorant le contraste et en résistant aux interférences. Leur utilisation résout efficacement les difficultés de détection sur des pièces aux surfaces hautement réfléchissantes, transparentes ou complexes. Avec l'évolution de la fabrication intelligente, la technologie de polarisation soutiendra davantage des inspections haute précision et stables dans divers scénarios industriels.





