

Éclairage blanc, bleu, rouge et vert en vision industrielle
Dans les systèmes de vision industrielle, la couleur de l'éclairage n'est pas choisie arbitrairement : choisir la bonne peut faire ressortir clairement les défauts, tandis que la mauvaise peut rendre difficile la reconnaissance des caractéristiques même pour les algorithmes les plus avancés. Beaucoup de personnes sous-estiment l'impact de la couleur de l'éclairage, ce qui entraîne une précision d'inspection incohérente.
Aujourd'hui, nous allons expliquer les applications de quatre couleurs d'éclairage principales et d'une stratégie de contraste afin d'aider à sélectionner rapidement l'éclairage approprié.
ⅰ. Lumière blanche : adaptée à 80 % des scénarios généraux
La lumière blanche couvre tout le spectre visible (380–750 nm) et restitue fidèlement les couleurs réelles des objets. C'est l'option d'éclairage la plus polyvalente et constitue le « choix par défaut » en inspection visuelle.
1. Principaux avantages :
Spectre uniforme et restitution détaillée complète, éliminant les soucis liés à la compatibilité des matériaux — qu'il s'agisse de produits en plastique, en métal ou en papier, la lumière blanche permet de capturer des images de référence nettes.
2. Scénarios applicables :
Tests de référence lors de la phase d'inspection initiale (évaluer les effets sous lumière blanche en premier, puis ajuster), inspection de produits mixtes (par exemple, inspecter des pièces en plastique et en métal sur la même ligne de production), et scénarios nécessitant une détection des différences de couleur (par exemple, contrôle de la couleur des aliments).
Remarque :
Lorsque vous ne savez pas quelle couleur choisir, commencez par la lumière blanche. Elle peut gérer 80 % des scénarios d'inspection généraux.
iI - Les produits . Lumière bleue : amplification des défauts minuscules
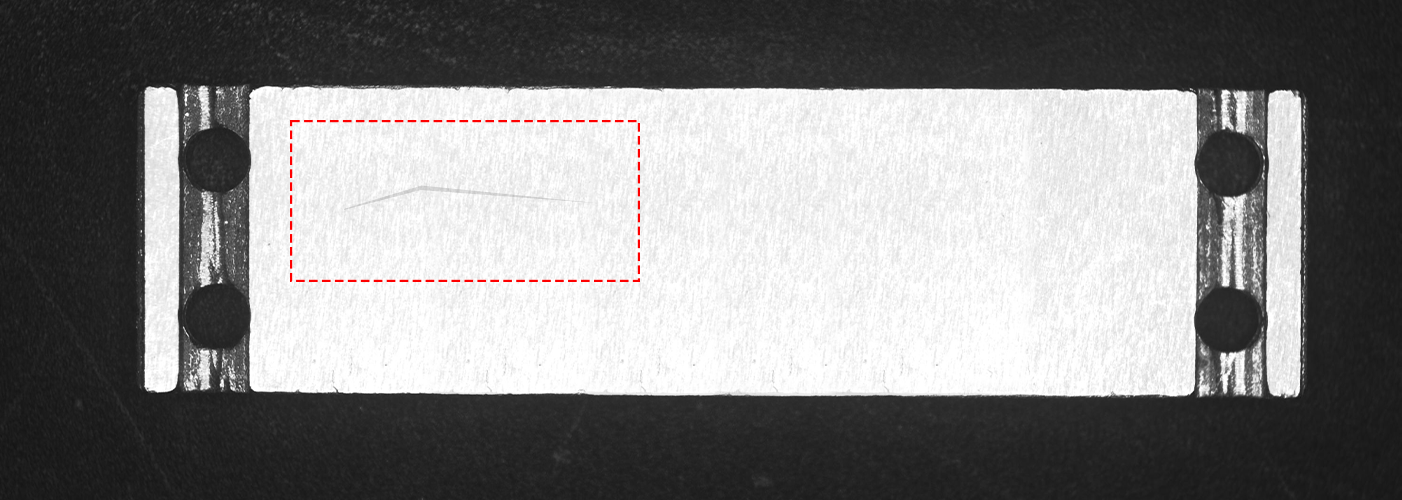
La lumière bleue possède une courte longueur d'onde (450–495 nm) et se disperse fortement lorsqu'elle interagit avec des structures fines (par exemple, rayures, particules), ce qui la rend idéale pour mettre en évidence les micro-défauts sur les matériaux hautement réfléchissants.
1. Principaux avantages :
Supprime le reflet spéculaire sur les métaux (par exemple, évite les reflets sur les surfaces en acier inoxydable), créant un fort contraste pour des défauts tels que rayures et bosses.
2. Scénarios applicables :
Inspection de surface des pièces métalliques (par exemple, rayures sur les roulements automobiles, bosses sur les châssis de smartphones), détection d'impuretés minuscules sur les surfaces en verre, et scénarios nécessitant une localisation précise des bords (par exemple, alignement des broches de composants électroniques).

Remarque : la lumière bleue peut être agressive pour les yeux ; des lunettes de protection doivent être portées pendant l'utilisation.
iII. Lumière rouge : forte capacité de pénétration
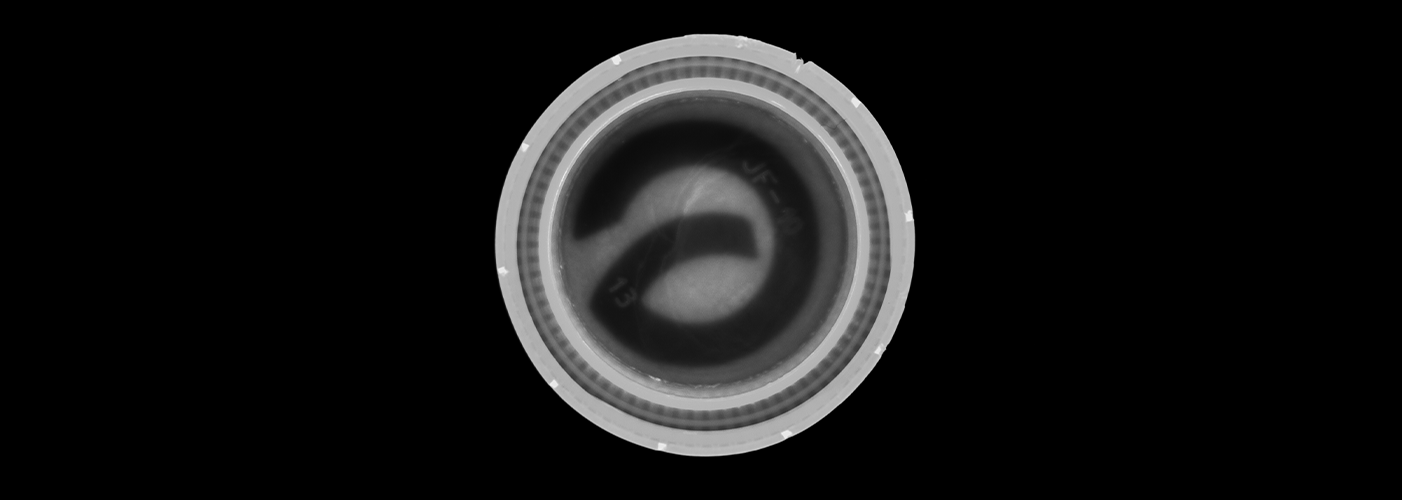
La lumière rouge possède une longueur d'onde plus longue (620–750 nm), ce qui lui permet de pénétrer certains matériaux foncés ou semi-transparents. Elle convient à l'inspection de « caractéristiques situées à l'intérieur ou sous la surface ».
1. Principaux avantages
N'est pas absorbée par les matériaux sombres, ce qui lui permet de traverser les surfaces et de révéler les caractéristiques sous-jacentes — par exemple, rendre visibles des caractères à travers des bouteilles en plastique foncé.
2. Scénarios applicables
Lecture de caractères sur des bouteilles liquides foncées (par exemple, flacons de médicaments oraux, bouteilles d'encre), détection de bulles internes dans des colloïdes semi-transparents (par exemple, silicone, résine), et identification d'impuretés entre les couches de tissu.

Remarque : La lumière rouge peut être agressive pour les yeux ; des lunettes de protection doivent être portées pendant l'utilisation.
ⅳ. Lumière verte : Suppression des interférences de fond pour une reconnaissance précise des caractères
La lumière verte possède une longueur d'onde moyenne (520–570 nm) et offre des performances exceptionnelles dans les systèmes de caméra monochrome, en supprimant efficacement les interférences de fond et en mettant en valeur les caractéristiques de la cible.
1. Principaux avantages
Offre un contraste extrêmement élevé pour les cibles rouges (par exemple, les caractères rouges apparaissent plus brillants sous lumière verte) et peut « neutraliser » les arrière-plans verts (par exemple, les bouchons de bouteille verts apparaissent plus sombres sous lumière verte, faisant ressortir les caractères blancs).
2. Scénarios applicables
Reconnaissance de caractères sur les étiquettes d'emballage (par exemple, numéros de lot blancs sur bouchons de bouteille verts), détection de défauts rouges (par exemple, impuretés blanches sur pièces en caoutchouc rouge), et extraction de cibles dans des arrière-plans encombrés (par exemple, positionnement de pièces sur tapis roulant vert).
Remarque : La lumière verte peut être agressive pour les yeux ; des lunettes de protection doivent être portées pendant l'utilisation.
v. Je vous en prie. Stratégie clé : Améliorer le contraste avec des « couleurs adjacentes/complémentaires »
Après avoir sélectionné la bonne couleur d'éclairage, l'application d'une « stratégie de contraste de couleur » peut doubler l'efficacité de l'inspection :
1. Stratégie des couleurs adjacentes
Utilisez une couleur d'éclairage similaire à celle de l'objet cible (par exemple, une lumière verte pour des pièces vertes). Cela éclaircit la cible dans l'image et « neutralise » les arrière-plans distracteurs — par exemple, les motifs verts sur des sachets d'emballage verts apparaissent estompés sous lumière verte, évitant ainsi toute interférence avec la reconnaissance du code QR blanc .
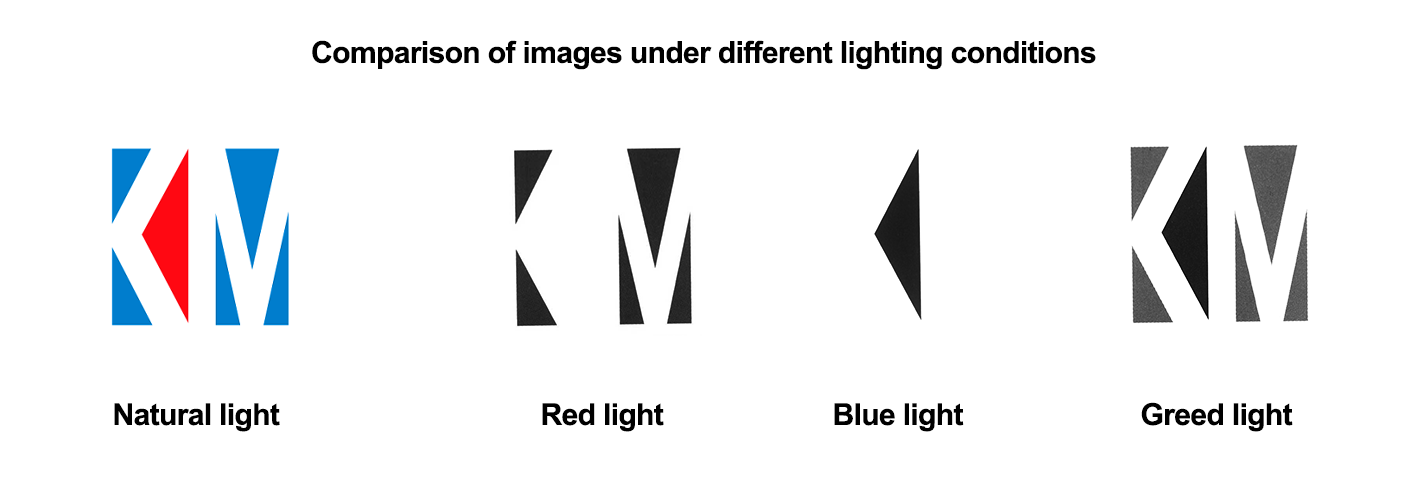
2. Stratégie des couleurs complémentaires
Utilisez une couleur d'éclairage opposée à celle de l'objet cible sur le cercle chromatique (par exemple, rouge contre vert, bleu contre jaune). Cela crée un fort contraste de luminosité — par exemple, les caractères blancs sur un fond vert apparaissent plus brillants sous lumière rouge, tandis que le fond s'assombrit, améliorant considérablement les taux de reconnaissance.
ⅵ. Résumé : Tableau de sélection des couleurs d'éclairage pour référence rapide
L'objectif principal de la couleur d'éclairage est de « améliorer le contraste entre la cible et l'arrière-plan ». Inutile de trop compliquer. En fonction du matériau et du type de défaut, reportez-vous au tableau ci-dessous et appliquez la stratégie de couleurs adjacentes ou complémentaires afin d'obtenir une qualité d'image optimale et doubler l'efficacité algorithmique.
Le choix de la couleur d'éclairage nécessite une prise en compte globale des facteurs suivants :
|
Couleur d'éclairage |
Plage de longueur d'onde (nm) |
Caractéristiques clés |
Applications Typiques |
|
Lumière blanche |
380–750 |
Polyvalent, reproduction fidèle des couleurs |
Tests initiaux, inspection multi-catégories, détection des différences de couleur |
|
Lumière bleue |
450–495 |
Mise en évidence des défauts, suppression des reflets |
Rayures sur métaux, impuretés dans le verre, localisation des bords |
|
Lumière rouge |
620–750 |
Pénétration élevée, adapté aux matériaux sombres ou semi-transparents |
Lecture de caractères sur bouteilles foncées, détection de bulles dans les colloïdes, inspection interne multicouche |
|
Lumière Verte |
520–570 |
Suppression de l'arrière-plan, contraste élevé |
Reconnaissance de caractères, amélioration de la cible rouge |





