

Pourquoi la vision industrielle est-elle devenue la norme en inspection industrielle de qualité ?
Quelqu'un peut se demander : « Pourquoi la vision industrielle est-elle devenue la norme en inspection industrielle de qualité ? »
L'inspection manuelle traditionnelle est souvent confrontée à des problèmes : incapacité à détecter les défauts minuscules, impossibilité de suivre le rythme des lignes de production rapides, et coûts en constante augmentation. En revanche, la vision industrielle, en utilisant des « machines pour remplacer l'œil humain », est devenue la nouvelle méthode dominante pour le contrôle qualité industriel.
Je suis... Trois Principaux points douloureux de l'inspection traditionnelle motivant le remplacement
1. Précision médiocre
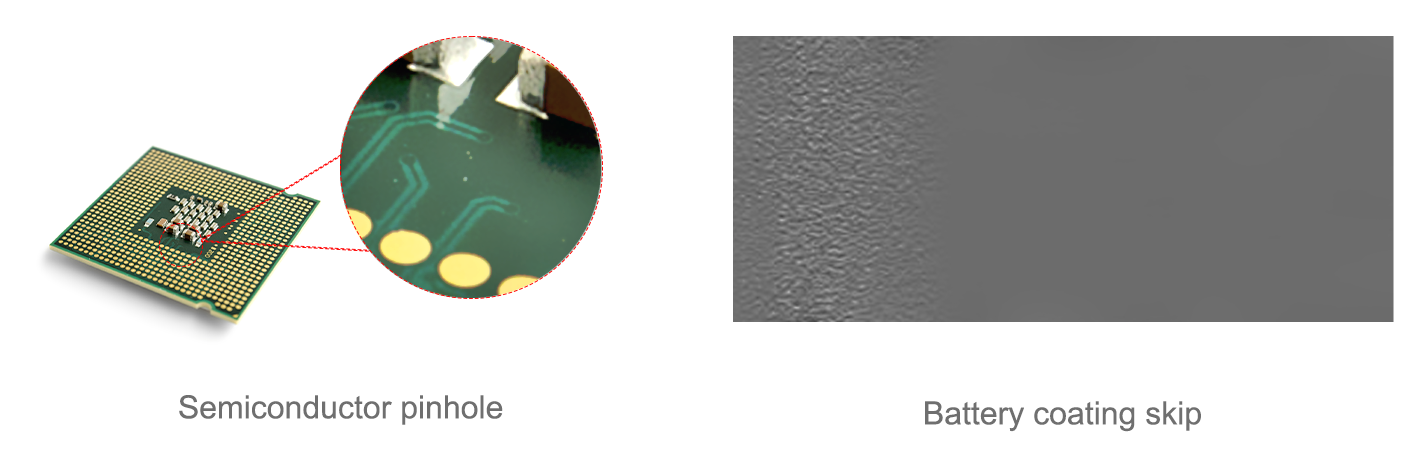
L'œil humain peut distinguer au minimum environ 0,1 mm. Il ne peut tout simplement pas voir un micro-défaut de 1 μm sur un semi-conducteur ou un défaut de revêtement de batterie de 5 μm, et il est sujet à la fatigue (le taux d'erreur augmente de 5 % à 15 % après 2 heures).
2. Faible efficacité
L'œil humain peut inspecter 2 à 3 pièces par seconde. Sur des lignes rapides fonctionnant à 3 m/s, seul un échantillonnage (10 % à 20 %) est possible, ce qui entraîne un risque élevé de défauts non détectés.
3. Coût élevé
Former un inspecteur qualité prend 3 à 6 mois, et les salaires annuels augmentent de 8 % à 10 %. Les pertes dues aux rappels causés par des défauts non détectés sont encore plus graves (par exemple, une entreprise automobile a déjà perdu plus d'un million en raison d'erreurs d'inspection).
II. Les États membres Cinq Avantages principaux : Pourquoi la vision industrielle est devenue dominante
1. Précision supérieure à l'œil humain : du niveau millimétrique au niveau micrométrique
(1) Avantage : des caméras haute résolution associées à des algorithmes peuvent détecter des défauts de 1 à 5 μm (20 à 100 fois mieux que l'œil humain), en maintenant une précision constante 24 heures sur 24 (taux d'erreur < 0,5 %).
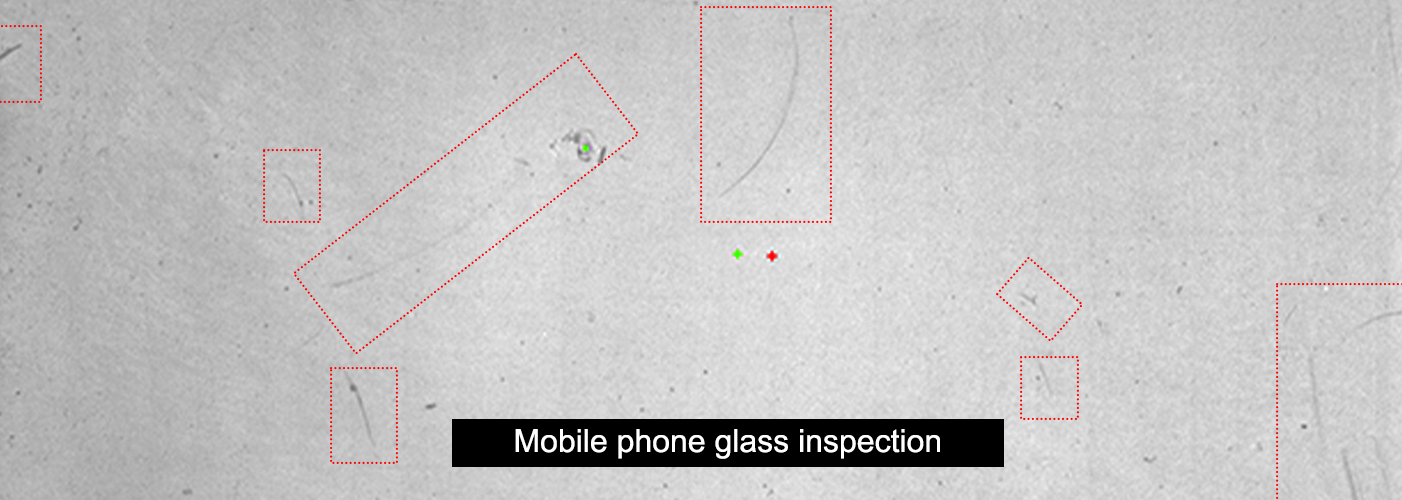
(2) Étude de cas : L'inspection de plaquettes semi-conductrices détecte des micro-perforations de 1 μm, réduisant le taux de non-détection de 8 % à 0,1 %. L'inspection du verre de téléphone portable identifie des rayures de 0,5 μm, diminuant de 90 % la sortie de produits défectueux.
(3) Adapté à : Semi-conducteurs, électronique de précision, composants optiques.
2. Plus rapide que la méthode manuelle : Passage de l'échantillonnage à l'inspection complète à 100 %
(1) Avantage : Traite 20 à 100 images par seconde, compatible avec des lignes haute vitesse de 1 à 5 m/s, permettant une inspection complète à 100 % (la méthode manuelle se limite à l'échantillonnage).
(2) Étude de cas : Sur une ligne d'électrodes de batterie à 3 m/s, la vision inspecte 80 pièces/seconde (contre 1 pièce manuellement), atteignant un taux de non-détection inférieur à 0,2 % après inspection complète, réduisant les produits défectueux de plus de 100 000 unités par an.
(3) Adapté à : Batteries pour nouvelles énergies, composants électroniques, emballages alimentaires.

3. Coût inférieur à la méthode manuelle : Investissement unique, économies à long terme
(1) Avantage : Un système de vision peut remplacer 3 à 5 personnes. En supposant un salaire annuel moyen de 100 000 ¥ par personne, la période de retour sur investissement est de 1 à 2 ans. De plus, cela élimine les besoins de formation et les préoccupations liées au turnover du personnel.
(2) Étude de cas : Une usine de pièces automobiles a utilisé 2 systèmes pour remplacer 6 travailleurs. Investissement : 800 000 ¥, économie annuelle : 600 000 ¥, retour sur investissement en 14 mois, ainsi qu'une réduction des pertes liées aux retouches de 2 millions de ¥.
(3) Adapté pour : Fabrication automobile, transformation alimentaire, composants métalliques.
4. Traçabilité des données : Numérisation complète du processus
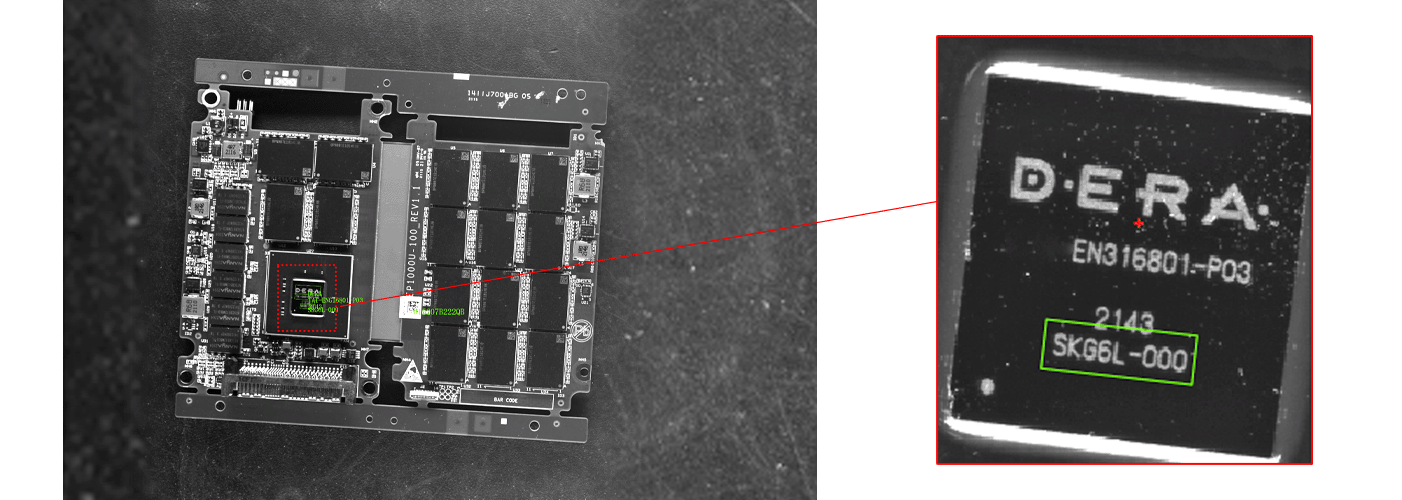
(1) Avantage : Enregistre automatiquement le type et l'emplacement des défauts, synchronise avec MES/ERP, permettant de remonter aux sources des défauts par lot (par exemple, paramètres incorrects d'équipement).
(2) Étude de cas : Une usine de circuits imprimés a constaté une augmentation de 10 % des défauts dans un lot. L'analyse des données a révélé une déviation des paramètres de la machine d'exposition, corrigée en moins d'une heure, évitant ainsi la mise au rebut du lot.
(3) Adapté pour : Automobile, électronique, dispositifs médicaux.
5. Résiste aux environnements difficiles : Il va là où les humains ne peuvent ou ne veulent pas aller
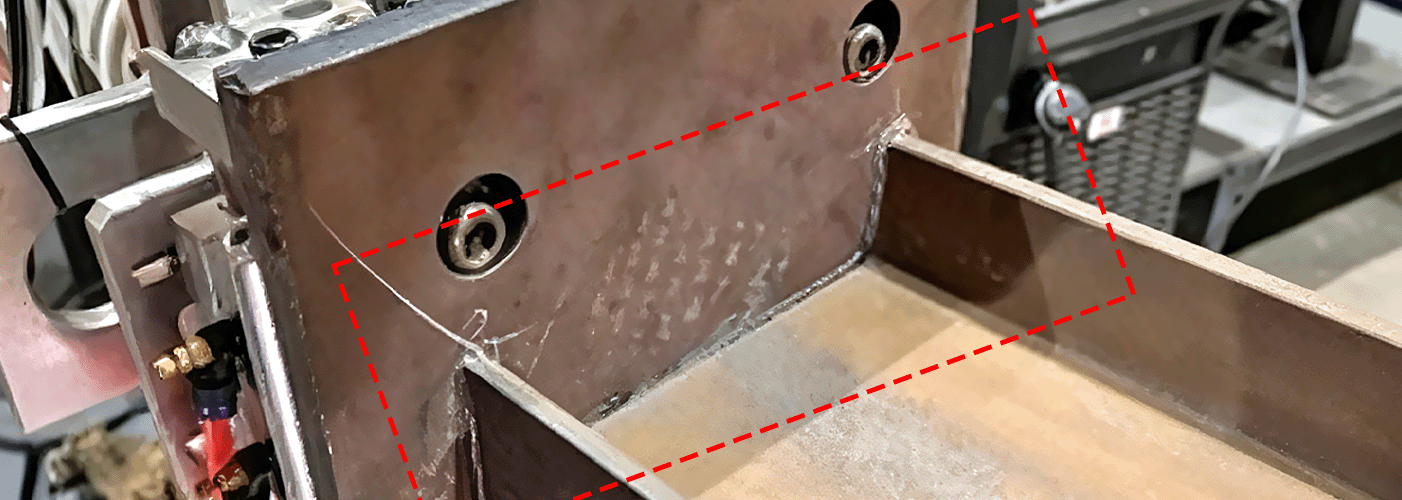
(1) Avantage : Résiste aux hautes températures (-20°C à 80°C), protection contre la poussière et l'eau (IP65), résistance aux vibrations, fonctionne dans les ateliers de soudage et sur les lignes à haute température.
(2) Étude de cas : Dans un atelier de soudage automobile à plus de 60°C avec une forte fumée, le système inspecte les fuites de soudure 24 heures sur 24 avec une précision de 99,5 %. Dans une aciérie, il inspecte les plaques d'acier en résistant à la poussière et aux vibrations, augmentant l'efficacité par 5.
(3) Adapté pour : Soudage, peinture, acier, métallurgie.
Iii. Trois Pièges à éviter : Ne l'utilisez pas mal
Ne cherchez pas avidement des performances élevées : utilisez une caméra 20MP pour détecter des rayures de 0,1 mm ; inutile d'aller jusqu'à 50MP (augmente le coût de 50 %).
Portez attention à l'adéquation du matériel : utilisez un éclairage à faible angle pour les rayures sur métaux, un rétro-éclairage pour les pièces transparentes. Un mauvais éclairage peut faire grimper le taux de mauvaises détections de 10 %.
Effectuez une maintenance régulière : nettoyez les lentilles hebdomadairement, remplacez les sources lumineuses tous les 1 à 2 ans. Sinon, la précision diminue (par exemple, le taux d'erreur de jugement dans une usine est passé de 0,2 % à 5 % en raison d'un éclairage vieillissant).
IV. Résumé : L'inspection visuelle est une « mise à niveau du système d'inspection de qualité »
Il ne s'agit pas simplement d'un remplacement élémentaire de la main-d'œuvre humaine. Au contraire, elle reconstruit le processus d'inspection de qualité grâce à une haute précision, une grande efficacité et la numérisation des données, s'alignant ainsi sur l'Industrie 4.0 et devenant le « maillon critique » entre production et contrôle qualité.





