

क्यों मशीन विजन लाइटिंग निरीक्षण सटीकता निर्धारित करती है
छवि की गुणवत्ता में मशीन विज़न प्रकाश व्यवस्था की मूलभूत भूमिका
प्रकाश व्यवस्था कैसे सीधे सिग्नल-टू-नॉइज़ अनुपात और स्थानिक सच्चाई को नियंत्रित करती है
मशीन विज़न निरीक्षण के लिए अच्छी छवियां प्राप्त करने के मामले में प्रकाश व्यवस्था केवल एक अतिरिक्त विवरण नहीं है। यह उस आधार का गठन करती है जो इन प्रणालियों को ठीक से काम करने में सक्षम बनाता है। जब हम प्रकाश व्यवस्था को सही कर लेते हैं, तो यह वास्तव में सिग्नल-टू-नॉइज़ अनुपात (SNR) में वृद्धि करता है। ऐसा इसलिए होता है क्योंकि अच्छी प्रकाश व्यवस्था बाहरी विघटनों को कम करती है और विशेषताओं को अधिक स्पष्ट रूप से उभारती है। इस तरह की सटीकता के साथ, मशीनें उन छोटी से छोटी समस्याओं को पकड़ सकती हैं जो अन्यथा नज़रअंदाज़ हो जाएंगी। धातु के हिस्सों में लगभग अदृश्य दरारों या शल्य उपकरणों पर सूक्ष्म धूल के कणों के बारे में सोचें। जब प्रकाश की स्थिति खराब होती है तो ये समस्याएं बस गायब हो जाती हैं। उद्योग के अध्ययनों के अनुसार, विनिर्माण संयंत्रों में सभी निरीक्षण विफलताओं में से लगभग 70% वास्तव में खराब प्रकाश व्यवस्था के कारण होते हैं। खराब प्रकाश अजीब छायाएं और गलत आउटलाइन पैदा करता है जो कंप्यूटर प्रोग्राम को इस बात पर भ्रमित कर देते हैं कि कुछ गलत है, जबकि वास्तव में ऐसा नहीं है। इसीलिए निर्माताओं को समान और केंद्रित प्रकाश समाधानों में निवेश करने की आवश्यकता होती है। इस दृष्टिकोण से यह सुनिश्चित होता है कि उत्पादन के दौरान प्रत्येक कैप्चर की गई छवि अपनी गुणवत्ता और सटीकता को बार-बार बनाए रखती है।
क्यों प्रकाश व्यवस्था—न कि एल्गोरिदम—दोष पहचान सटीकता में प्राथमिक बाधा है
जबकि उन्नत एल्गोरिदम ध्यान आकर्षित करते हैं, प्रकाश व्यवस्था पहचान प्रणालियों में महत्वपूर्ण बाधा बनी हुई है। कोई भी कंवल्यूशनल न्यूरल नेटवर्क उन छवियों को पुनर्स्थापित नहीं कर सकता जिनमें पर्याप्त कॉन्ट्रास्ट न हो या चमक से विवरण छिपे हों। उदाहरण के लिए:
|
गुणनखंड |
प्रकाश व्यवस्था की सीमा |
एल्गोरिदम की सीमा |
|
सतह प्रतिबिंब |
परावर्तक सतहों के कारण चमक दोषों को धुंधला कर देती है |
व्यापक प्रतिकूल प्रशिक्षण की आवश्यकता होती है |
|
कॉन्ट्रास्ट सीमा |
कैप्चर के समय दोष दृश्यता के लिए मौलिक |
पोस्ट-प्रोसेसिंग लापता डेटा नहीं बना सकती |
|
पर्यावरणीय विस्थापन |
परिवेशी प्रकाश में परिवर्तन के कारण पुनः कैलिब्रेशन की आवश्यकता होती है |
बैच के आधार पर असंगत रूप से क्षतिपूर्ति करता है |
उन एल्गोरिदम के विपरीत जो पुनरावृत्ति के आधार पर अनुकूलित होते हैं, अपर्याप्त प्रकाशन अप्राप्य इनपुट डेटा प्रदान करता है—एक ऐसी खाई जिसे कोई भी सॉफ्टवेयर पाट नहीं सकता। औद्योगिक अध्ययन दिखाते हैं कि उच्च-गति बोतल निरीक्षण में एल्गोरिदमिक त्रुटियों की तुलना में प्रकाश व्यवस्था में गलती से 3–5 गुना अधिक गलत नकारात्मक परिणाम आते हैं। ऑपरेटर जो प्रकाश अनुकूलन पर प्राथमिकता देते हैं, वे एल्गोरिदम ट्यूनिंग के सीमित परिणाम वाले स्थान पर स्थायी रूप से सटीकता में सुधार प्राप्त करते हैं।
रणनीतिक प्रकाशन तकनीक: निरीक्षण लक्ष्यों के अनुरूप प्रकाश ज्यामिति का मिलान करना
सतह दोष विपरीतता के लिए सामने की ओर प्रकाशन विधियाँ (ब्राइट फील्ड, सह-अक्षीय, रिंग लाइट)
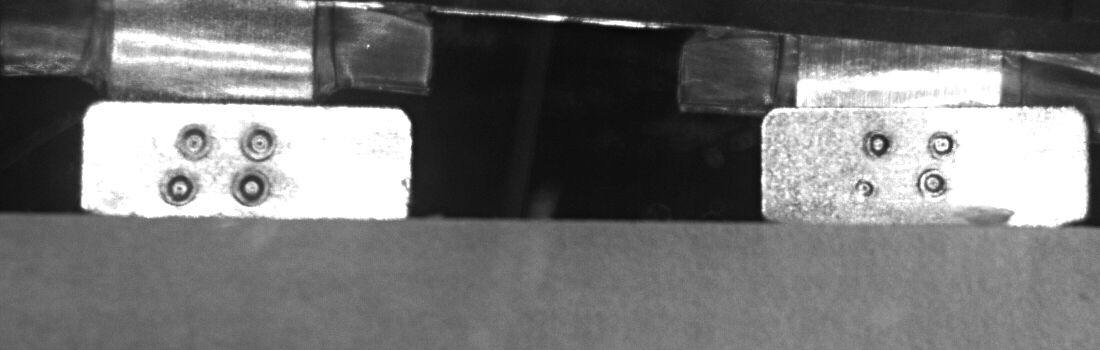
जब प्रकाश स्रोत लक्ष्य सतह के सीधे सामने स्थित होते हैं, तो वे नुकसान के स्तर को नियंत्रित करने के तरीके के कारण दोषों को देखना बहुत आसान बना देते हैं। चमकदार क्षेत्र प्रकाश खरोंच, धंसाव और गंदगी को पहचानने के लिए उत्कृष्ट काम करता है क्योंकि यह सपाट क्षेत्रों में समान रूप से प्रकाश को प्रतिबिंबित करता है। सम-अक्षीय प्रकाश तकनीक कैमरे की धुरी के साथ संरेखित होती है, जिससे चमकीली सामग्री जैसे धातु के भागों या चिकने प्लास्टिक घटकों पर उभरने वाली परेशान करने वाली छायाओं को दूर करने में मदद मिलती है। रिंग लाइट्स लेंस के चारों ओर लपेटी जाती हैं, जो अनियमित आकार या बनावट वाली वस्तुओं के साथ काम करते समय अच्छी कवरेज प्रदान करती हैं। ये सभी विभिन्न प्रकाश विधियाँ सतहों के रूप में छोटे परिवर्तनों को अधिक स्पष्ट रूप से उभारकर सिग्नल-टू-नॉइज़ अनुपात में वृद्धि करने में मदद करती हैं। उदाहरण के लिए पीसीबी निरीक्षण लें - रिंग लाइट्स अपूर्णताओं को उजागर करने के लिए पर्याप्त छाया बनाकर छोटी सोल्डर समस्याओं को वास्तव में पकड़ सकती हैं। कोणों को सही ढंग से सेट करना भी महत्वपूर्ण है, क्योंकि उचित संरेखण का अर्थ है कि जिन्हें हम दोष के रूप में देखते हैं, वे वास्तविक समस्याएँ हैं, न कि खराब प्रकाश स्थितियों के कारण उत्पन्न धोखे।
सटीक किनारा और आयामीय विश्लेषण के लिए पृष्ठभूति प्रकाशन तकनीक (डार्क फील्ड, सिल्हूट)
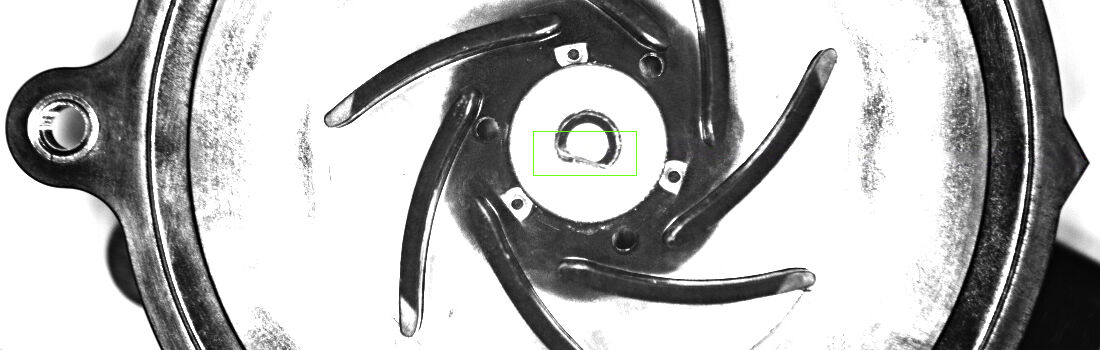
डार्क फील्ड तकनीकों का उपयोग करते समय, वस्तुओं को 25 डिग्री से 75 डिग्री के कोणों से प्रकाशित किया जाता है, जिससे उन छोटे-छोटे किनारे के दोषों और सतह की विशेषताओं का पता लगाने में सहायता मिलती है, जिन्हें सामान्य प्रकाश व्यवस्था केवल याद कर लेती है। यहाँ जो होता है, वह यह है कि प्रकाश सूक्ष्म दरारों, छोटे-छोटे बर्र (बर्र) या यहाँ तक कि उत्कीर्णन चिह्नों जैसी चीज़ों से परावर्तित होता है, लेकिन चिकनी क्षेत्रों को अंधेरा दिखाता रहता है। सिल्हूएट बैकलाइटिंग के लिए, इंजीनियर ऐसी वस्तु के पीछे प्रबल प्रकाश स्रोत लगाते हैं जो प्रकाश को पार करने देती है, जिससे तीव्र आउटलाइन बनती हैं जो आकारों के सटीक माप को काफी आसान बना देती हैं। उदाहरण के लिए, फास्टनर के धागे की जाँच करना या यह सुनिश्चित करना कि सेमीकंडक्टर वेफर सही ढंग से संरेखित हैं। इन दोनों दृष्टिकोणों को एक ही निरीक्षण प्रणाली में एक साथ लागू करने से, केवल एक तकनीक के उपयोग की तुलना में गलत अस्वीकृतियाँ लगभग 40 प्रतिशत तक कम हो जाती हैं। इंजीनियर सही कोणों का निर्धारण कैसे करते हैं? वे विभिन्न सामग्रियों की परावर्तकता को देखते हैं। चमकदार धातुओं के लिए छोटे कोणों की आवश्यकता होती है, जबकि मैट प्लास्टिक के लिए अधिक तीव्र प्रकाश कोण अधिक प्रभावी होते हैं।
सामग्री-ज्ञान वाली मशीन विज़न लाइटिंग: तरंगदैर्ध्य, परावर्तकता और पारस्परिक क्रिया भौतिकी
अवशोषण, परावर्तन और फ्लोरेसेंस व्यवहार के आधार पर इष्टतम तरंगदैर्ध्य का चयन करना
से अच्छे परिणाम प्राप्त करना मशीन विजन प्रकाश व्यवस्था वास्तव में यह इस बात पर निर्भर करता है कि अलग-अलग सामग्री प्रकाश के साथ कैसे अंतःक्रिया करती हैं, उसके आधार पर सही तरंगदैर्ध्य का चयन करना। अधिकांश सामग्री प्रकाश के कुछ रंगों को अवशोषित कर लेती हैं और दूसरों को वापस परावर्तित कर देती हैं। गहरी सतहें लगभग 450 नैनोमीटर के आसपास के नीले प्रकाश की बहुत अधिक मात्रा में अवशोषण कर लेती हैं, जो वास्तव में उन स्पष्ट विपर्यय दोषों को उजागर करने में मदद करता है जिन्हें हमें समस्याओं का पता लगाने के लिए देखने की आवश्यकता होती है। लेकिन चमकीली धातुओं के साथ काम करते समय स्थिति जटिल हो जाती है क्योंकि वे बहुत अधिक प्रकाश को परावर्तित कर देती हैं। इसीलिए यहाँ अवांछित चमक को कम करने के लिए लगभग 660 एनएम पर लंबी लाल तरंगदैर्ध्य बेहतर काम करती है। फिर प्रतिदीप्त सामग्री होती हैं जिनके साथ भी विशेष व्यवहार की आवश्यकता होती है। ये केवल तभी अपने वास्तविक रंग दिखाते हैं जब उन्हें 365 एनएम पर यूवी प्रकाश के साथ प्रकाशित किया जाता है, जिससे छिपे हुए दाग/दोष दृश्य रूप से स्पष्ट हो जाते हैं। यह समझना कि विभिन्न प्रकाश तरंगदैर्घ्यों के प्रति इन सभी अलग-अलग सामग्रियों की प्रतिक्रिया कैसे होती है, मशीन विजन प्रणालियों के साथ काम करने वाले किसी भी व्यक्ति के लिए बहुत आवश्यक है।
|
तरंगदैर्ध्य |
सामग्री प्रतिक्रिया |
निरीक्षण लाभ |
|
यूवी (365 एनएम) |
प्रतिदीप्त उत्सर्जन |
अदृश्य अवशेष/दरारों का पता लगाता है |
|
नीला (450 एनएम) |
गहरी सतहों पर उच्च अवशोषण |
खरोंच/डेंट की दृश्यता को बढ़ाता है |
|
लाल (660 एनएम) |
धातुओं पर कम अवशोषण |
पॉलिश किए गए सतहों के लिए चमक को कम करता है |
|
आईआर (850 एनएम) |
गहरे सामग्री प्रवेश |
आंतरिक संरचनाओं का निरीक्षण करता है |
सटीक तरंगदैर्ध्य ट्यूनिंग से चौड़े स्पेक्ट्रम वाली प्रकाश व्यवस्था की तुलना में दोष का पता लगाने की दर में अधिकतम ४०% तक सुधार होता है—जो प्रकाश-सामग्री अंतःक्रियाओं को कार्यात्मक, विश्वसनीय डेटा में बदल देती है।
दृढ़ता सुनिश्चित करना: उत्पादन वातावरण में एकरूपता, चमक कम करना और रंग स्थायित्व
गैर-एकरूप प्रकाश व्यवस्था के झूठे अस्वीकृति दरों पर प्रभाव को मापना
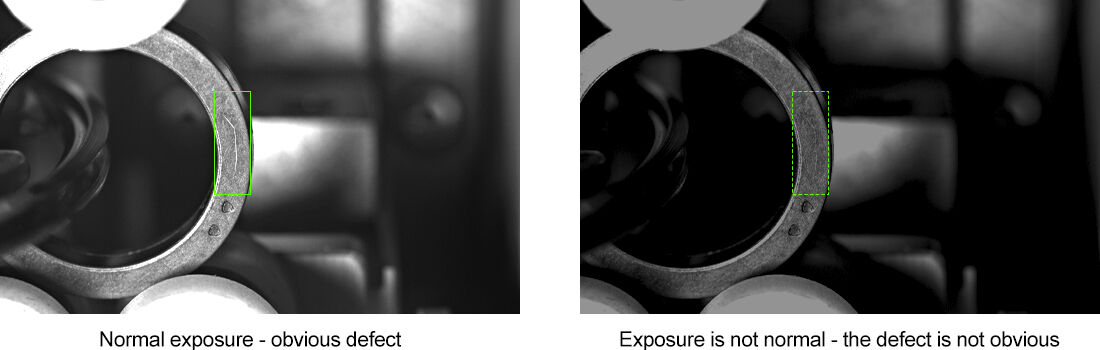
गैर-समान प्रकाश ऑटोमेटेड निरीक्षण में गंभीर माप असंगति का कारण बनता है। दृष्टि के क्षेत्र में मात्र 15% जैसी तीव्रता भिन्नताएँ छवि में छाया या चमक के झूठे प्रभाव डालकर नकली अस्वीकृति को ट्रिगर करती हैं। अध्ययनों से पता चलता है कि असेंबली-लाइन गुणवत्ता नियंत्रण में लगभग 40% झूठी अस्वीकृति घटनाओं का कारण यही अस्थिरता है। जब प्रकाश में उतार-चढ़ाव आता है:
- कम प्रकाश वाले क्षेत्रों में वास्तविक दोषों का पता नहीं चल पाता
- अत्यधिक प्रकाशित क्षेत्रों में स्वीकार्य सतह भिन्नताओं को दोष के रूप में गलत वर्गीकृत कर दिया जाता है
इससे सत्यापन के लिए अनावश्यक उत्पादन रुकावट होती है। पोनेमॉन संस्थान के आंकड़े सीधा सहसंबंध दिखाते हैं: प्रकाश की एकरूपता में हर 10% की गिरावट झूठी अस्वीकृति को 15% तक बढ़ा देती है, जिससे निर्माताओं को फिर से काम करने और बंदी के कारण वार्षिक रूप से 740,000 डॉलर का नुकसान होता है। इसलिए सामग्री और संचालन स्थितियों के आधार पर प्रकाश तीव्रता को स्थिर करना विश्वसनीय और दोहराए जा सकने वाले दोष का पता लगाने के लिए आवश्यक है।
प्रकाश व्यवस्था के साथ अपनी निरीक्षण सटीकता को बढ़ाने के लिए तैयार हैं?
मशीन विज़न प्रकाश व्यवस्था विश्वसनीय दोष का पता लगाने की आधारशिला है। कोई भी एल्गोरिदम खराब प्रकाश व्यवस्था की कमी को पूरा नहीं कर सकता। अपनी सामग्री और लक्ष्यों के अनुरूप प्रकाश की ज्यामिति, तरंगदैर्ध्य और एकरूपता को सुसंगत करके, आप सुसंगत और लागत-प्रभावी परिणाम प्राप्त कर सकते हैं।
अपने अनुप्रयोग के अनुकूलित औद्योगिक-गुणवत्ता वाले प्रकाश व्यवस्था समाधानों के लिए, या मशीन विज़न कैमरों के साथ प्रकाश व्यवस्था को जोड़ने के लिए (जैसा कि HIFLY द्वारा प्रदान किया जाता है), एक ऐसे प्रदाता के साथ साझेदारी करें जिसका औद्योगिक विशेषज्ञता में गहरा आधार हो। HIFLY का 15 वर्षों का अनुभव प्रकाश व्यवस्था, कैमरों और एकीकृत प्रणालियों के क्षेत्र में फैला हुआ है। अपनी प्रकाश व्यवस्था को सुधारने के लिए आज ही हमसे निःशुल्क परामर्श के लिए संपर्क करें।





