

Legjobb gépi látású kameramegoldások automatizált minőségellenőrzéshez
Hogyan határozza meg a gépi látás kamera teljesítménye az ellenőrzés pontosságát
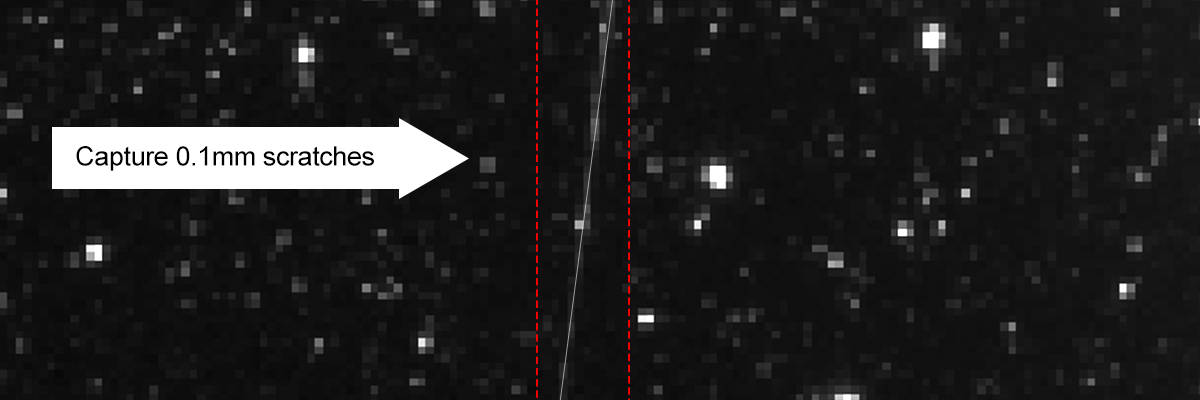
Felbontás és pixelsűrűség: almiliméteres hibák észlelése gyártási sebességnél
A jobb felbontás azt jelenti, hogy észrevehetjük azokat a mikroszkopikus hibákat, amelyek egy milliméternél is kisebbek, néha akár 1,5 mikrométeres nagyságrendűek is lehetnek, mivel egyszerűen több pixel kerül becsomagolásra a szenzor területére. Ám csupán a magas felbontás önmagában nem elegendő. Ahhoz, hogy az MI-alapú ellenőrzések a legjobban működjenek, az elemzett jellemzőknek kb. 5–10 pixelnyi területet kell lefedniük. Ez alkotja azt az ideális tartományt, ahol elegendő részletesség kerül rögzítésre anélkül, hogy a feldolgozás során túlságosan lelassulna a rendszer. Ennél a tartománynál nagyobb mértékű felbontás csak arra vezet, hogy a adatmennyiség gyorsabban növekszik, anélkül hogy valódi javulást érnénk el a hibás és hibátlan alkatrészek megkülönböztetésében, ami pedig ténylegesen lelassíthatja a termelővonalakat. A mai globális zárral rendelkező CMOS szenzorok viszonylag jól eltalálják ezt az ideális pontot, körülbelül 99%-os pontossággal képesek hibákat azonosítani, miközben továbbra is lépést tartanak a percenként százával ellenőrzött darabszámokkal. Ami a legfontosabb, az nem feltétlenül az, hogy hány megapixeles a kamera, hanem az, hogy a megfelelő pixelszám álljon rendelkezésre mind a legkisebb részletek észleléséhez, mind a szerelőszalag sebességéhez igazodva.
Képsebesség és trigger szinkronizáció: mozgási elmosódás kiküszöbölése nagy sebességű vonalakon
A mozgási elmosódás továbbra is a legtöbb hibaészlelési hiányt okozza az ilyen gyors termelővonalakon, még akkor is, ha a vállalatok drága, ultranagy felbontású szenzorokat telepítenek. Amikor a vonal óránként több mint 1000 alkatrészt gyárt, a kamerának kevesebb, mint 20 millimásodperc alatt kell rögzítenie minden egyes elemet, csupán az élek élességének fenntartásához. Itt jön képbe az enkóderrel szinkronizált globális zárkamerák használata. Ezek a kamerák az alkatrész szalagon elfoglalt helyéhez igazítják az expozíciós időt, így az észlelési arány közel 98,5% marad még maximális sebességnél is. Az eltérés hatalmas az olyan régebbi rendszerekhez képest, amelyek nem rendelkeznek szinkronizációval. Az autógyártó és elektronikai szerelőüzemekben kb. 80%-os csökkenést tapasztalnak a hamis riasztásokban a rendszerfrissítés után. Ez teljesen logikus, hiszen ezek az iparágak mikrométer pontosságú alkatrészekkel dolgoznak, így nincs helye tippelésnek vagy hibáknak.
A vezető gépi látási kameraplatformok összehasonlítása ipari ellenőrzéshez
Basler ace 2 vs. FLIR Blackfly S: Valós körülmények közötti összehasonlítás pontosság, stabilitás és SDK-támogatás szempontjából
A Basler Ace 2 sorozat kiváló Sony Pregius szenzorokat használ, amelyek valóban képesek a mérési ismételhetőséget kevesebb mint 0,1 képpont alá csökkenteni, még akkor is, ha körülöttük mindenféle ipari rezgések fordulnak elő. Ezek a kamerák ráadásul meglehetősen lenyűgöző nyereség-stabilitást is biztosítanak, legfeljebb plusz-mínusz 0,05 százalékos tartományon belül maradva, annak ellenére, hogy a hőmérséklet akár 15 Celsius-fokot is változhat. Ami igazán kiemeli őket, az a Pylon SDK-juk, amely kiválóan működik együtt robotkarokkal és PLC-hálózatokkal, így tökéletesen alkalmasak az olyan gyors ütemben működő gyártósorokra, amelyek másodpercenként 200 képkockánál is többet dolgoznak fel. Másrészről, a FLIR Blackfly S modelleknek megvannak a saját fortélyaik, például a tulajdonosi képfeldolgozási technológiájuk, amely körülbelül 40%-kal csökkenti a mozgás okozta torzításokat a szupergyors futószalagokon. Ne feledkezzünk meg a Spinnaker SDK-ról sem, amely több programozási nyelvet is támogat, köztük a Python, C# és .NET nyelveket. Mindkét kamerarendszer zavartalanul elvégzi a félvezető-lemezek és elektromos járművek akkumulátoralkatrészeinek ellenőrzését, ám a különbség a konkrét körülményekben mutatkozik meg. A Basler nagyobb méretekben jobban teljesít termikus és mechanikai stabilitás szempontjából, míg a FLIR az extrém alacsony fényviszonyok között ragyog, kiváló eredményeket produkálva akár 0,1 luxnál alacsonyabb fényerősségnél is.
Okos kamerák (Cognex Insight, Keyence CV-X) vs. PC-alapú gépi látási kamerarendszerek
Az olyan márkák okos kamerái, mint a Cognex Insight és a Keyence CV-X, igazán felgyorsítják a folyamatokat. Egyszerű méretek ellenőrzése esetén ezek az eszközök alig két nap alatt üzembe helyezhetők, mivel beépített processzorral rendelkeznek, és gyárilag programozva vannak a tipikus hibaminták felismerésére. Emellett akár körülbelül 30%-ot is takaríthatnak meg a bekötési költségekből, ha önállóan használják őket munkaállomásokon – ami kiváló hír azok számára a gyárakban, ahol minden négyzetcentiméter számít. Másrészről, számítógépes rendszerek nagy teljesítményű GPU-szerverekhez kapcsolva körülbelül ötször több számítási teljesítményt biztosítanak nehezebb feladatokhoz, például apró felületi hibák azonosításához, tárgyak háromdimenziós, több szögből történő méréséhez vagy modellek futás közbeni finomhangolásához. Ezek a konfigurációk lehetővé teszik a vállalatok számára, hogy több kamera hálózatát használva egyszerre több mint ötven különböző terméket kezeljenek – ami elengedhetetlen, amikor változatos gyártási sorokkal dolgoznak. Persze az okos kamerák megkönnyítik a minőségellenőrzés megkezdését, de a számítógépes rendszerek egyszerűen legyőzhetetlenek, ha a vállalkozás növekedésével együtt haladni, gyorsan alkalmazkodni az algoritmusokhoz és komoly számítási igényeket kezelni kell.
Hogyan válasszon megfelelő gépi látású kamerát minőségellenőrzési alkalmazáshoz
Gyakorlati döntési keret: Kamera-specifikációk igazítása a terméktűréshez, a sávsebességhez és a világítási korlátozásokhoz
A hibadetektálás szempontjából mindig azzal a legkisebb hibával érdemes kezdeni, amit el kell kapni. Vegyük ezt a méretet, például egy 0,1 mm-es karcolást, majd osszuk el az ipar által javasolt 3–4 pixellel funkciónként. Ez adja a felbontási igények alapját. A szállítószalag sebessége is fontos tényező. Ha a termékek másodpercenként több mint 1 méteres sebességgel haladnak, akkor valóban olyan globális záróképességű szenzorokra van szükség, amelyek képkockasebessége meghaladja a 120 fps-t. És ha a gyártás során percenként több mint 200 darab készül el, akkor az expozíciós időnek fél milliszekundumnál rövidebbnek kell lennie, különben minden elmosódottá válik. A megvilágítási körülmények teljesen más jellegű kihívást jelentenek. Gyenge megvilágítás mellett olyan kamerák után kell nézni, amelyek kvantumhatásfoka meghaladja a 75%-ot, dinamikatartománya pedig több mint 70 dB, így a képek kontrasztja és élessége megmarad. Ezen megközelítés követése három k a ·a nagyobb látóterület gyakorlatban is biztosítja, hogy a kamerák valóban megtalálják az apró hibákat, nemcsak az adatlapokon. Ez fenntartható költségeket biztosít anélkül, hogy lemondanánk a gyártósoron napról napra működő megoldásokról.
Készen áll az automatizált minőségellenőrzés fokozására?
Ne érje be kész kamerarendszerekkel, amelyek kritikus hibákat hagynak ki, vagy lelassítják az üzemvonalát. A HIFLY testre sz tailored géplátás kameramegoldásai pontosan az Ön által meghatározott minőségellenőrzési igényekhez igazodnak – akár 1,5μm hibákat kell észlelni, akár 200+ alkatrészt perceként kell ellenőrizni, vagy nehéz környezetben történő működtetésre van szükség.
Lépjen kapcsolatba a HIFLY-lel ma ingyenes konzultációért: csapatunk felméri munkafolyamatát, ajánl specifikációkat, és akár 3 napon belül testre sz számos mintát is szállít. Építsünk egy minőségellenőrzési rendszert, amely méretezhető vállalkozásával, és minden egyes alkalommal 99% feletti hibafelismerési pontosságot nyújt.





