

Perché l'illuminazione per la visione artificiale determina l'accuratezza dell'ispezione
Il Ruolo Fondamentale dell'Illuminazione per Visione Artificiale nella Qualità dell'Immagine
Come l'illuminazione determina direttamente il rapporto segnale-rumore e la fedeltà spaziale
L'illuminazione non è solo un dettaglio aggiuntivo quando si tratta di ottenere immagini di qualità per ispezioni di visione artificiale. Costituisce la base che permette a questi sistemi di funzionare correttamente. Quando l'illuminazione è adeguata, aumenta significativamente il rapporto segnale-rumore (SNR). Questo avviene perché una buona illuminazione riduce le distrazioni esterne enfatizzando con maggiore chiarezza i dettagli rilevanti. Grazie a questa precisione, le macchine possono rilevare piccoli difetti altrimenti invisibili. Si pensi a microscopiche crepe nei componenti metallici o a minuscole particelle di sporco su strumenti chirurgici. Questi problemi diventano semplicemente invisibili se le condizioni di illuminazione sono scadenti. Secondo studi del settore, circa il 70% degli errori di ispezione negli impianti produttivi è attribuibile a un'impostazione inadeguata dell'illuminazione. Una cattiva illuminazione genera ombre anomale e contorni falsati, inducendo i programmi informatici a ritenere presenti difetti che in realtà non esistono. Per questo motivo, i produttori devono investire in soluzioni di illuminazione uniforme e mirata. Questo approccio garantisce che ogni immagine acquisita durante la produzione mantenga invariata la propria qualità e accuratezza ciclo dopo ciclo.
Perché l'illuminazione—e non gli algoritmi—è il collo di bottiglia principale nell'accuratezza del rilevamento dei difetti
Sebbene gli algoritmi avanzati attirino l'attenzione, l'illuminazione rimane il vincolo critico nei sistemi di rilevamento. Nessuna rete neurale convoluzionale può recuperare immagini con contrasto insufficiente o dettagli offuscati da riflessi. Ad esempio:
|
Fattore |
Limitazione dell'illuminazione |
Limitazione dell'algoritmo |
|
Riflettività della superficie |
Le superfici speculari causano riflessi che annullano i difetti |
Richiede un'ampia formazione avversaria |
|
Soglia di contrasto |
Fondamentale per la visibilità dei difetti al momento dell'acquisizione |
L'elaborazione successiva non può ricreare dati mancanti |
|
Deriva ambientale |
Le variazioni della luce ambientale richiedono una nuova calibrazione |
Compensa in modo non uniforme tra diversi lotti |
A differenza degli algoritmi che si adattano in modo iterativo, un’illuminazione inadeguata fornisce dati di input irreversibilmente compromessi: un divario che nessun software è in grado di colmare. Studi industriali dimostrano che una configurazione errata dell’illuminazione causa da 3 a 5 volte più falsi negativi rispetto agli errori algoritmici nelle ispezioni ad alta velocità di imbottigliamento. Gli operatori che danno priorità all’ottimizzazione dell’illuminazione ottengono miglioramenti sostenibili dell’accuratezza, là dove il tuning degli algoritmi raggiunge rendimenti decrescenti.
Tecniche strategiche di illuminazione: abbinare la geometria della luce agli obiettivi di ispezione
Metodi di illuminazione frontale (campo chiaro, coassiale, anulare) per il contrasto dei difetti superficiali
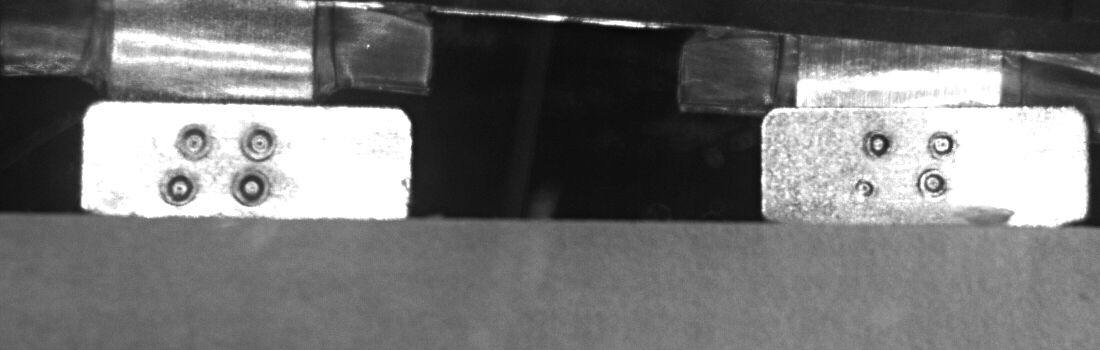
Quando le sorgenti luminose sono posizionate direttamente davanti alla superficie bersaglio, i difetti diventano molto più evidenti grazie al modo in cui tali sorgenti controllano i livelli di contrasto. L’illuminazione a campo chiaro è particolarmente efficace per rilevare graffi, ammaccature e sporco, poiché diffonde la luce in modo uniforme sulle aree piane. La tecnica di illuminazione coassiale è allineata con l’asse della telecamera, consentendo di eliminare quelle fastidiose ombre che si formano su materiali lucidi, come parti metalliche o componenti in plastica liscia. Le luci ad anello circondano direttamente l’obiettivo, garantendo una buona copertura anche su oggetti dalla forma irregolare o con texture complesse. Tutti questi diversi approcci illuminotecnici contribuiscono ad aumentare il rapporto segnale-rumore, rendendo più evidenti anche piccole variazioni nell’aspetto delle superfici. Prendiamo ad esempio l’ispezione di schede a circuito stampato (PCB): le luci ad anello riescono effettivamente a rilevare difetti microscopici nelle saldature, generando proprio la quantità ottimale di ombra necessaria a mettere in risalto le imperfezioni. Anche l’angolazione è fondamentale: un corretto allineamento assicura che ciò che viene identificato come difetto corrisponda effettivamente a un problema reale, e non a un artefatto causato da condizioni di illuminazione inadeguate.
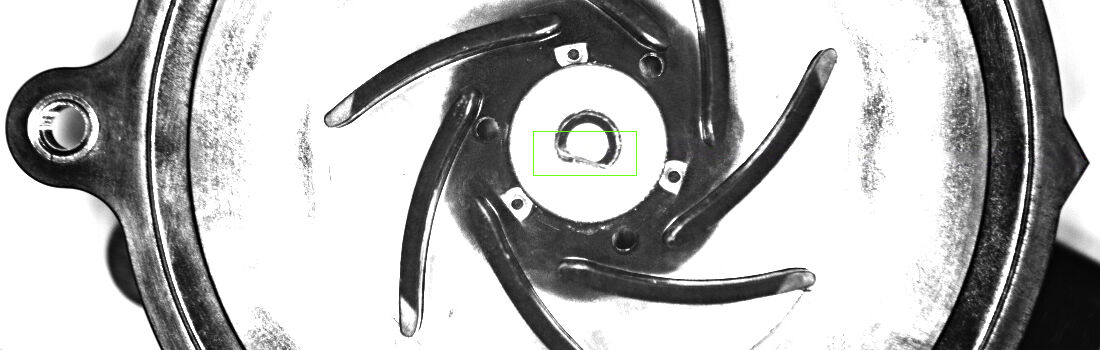
Approcci di illuminazione posteriore (campo scuro, silhouette) per un'analisi precisa dei bordi e delle dimensioni
Quando si utilizzano tecniche a campo scuro, gli oggetti vengono illuminati con angoli compresi tra 25 e 75 gradi, il che aiuta a individuare piccoli difetti ai bordi e caratteristiche superficiali che un'illuminazione normale non rileva. In questo caso, la luce viene riflessa da elementi come microfessurazioni, piccole bave o anche segni di incisione, mentre le superfici lisce appaiono scure. Per l'illuminazione retrostante a silhouette, gli ingegneri posizionano luci intense dietro un elemento trasparente alla luce, creando contorni netti che rendono molto più semplice misurare con precisione le dimensioni. Si pensi al controllo dei filetti dei dispositivi di fissaggio o alla verifica dell'allineamento corretto delle fette per semiconduttori. L'integrazione di queste due metodologie in un unico sistema di ispezione riduce i rigetti errati di circa il 40 percento rispetto all'utilizzo di una sola tecnica. Come fanno gli ingegneri a determinare gli angoli corretti? Analizzano il grado di riflettività dei diversi materiali. I metalli lucidi richiedono angoli più piccoli, mentre le plastiche opache funzionano meglio con angolazioni di illuminazione più elevate.
Illuminazione per Visione Artificiale Consapevole del Materiale: Lunghezza d'Onda, Riflettività e Fisica delle Interazioni
Selezione delle lunghezze d'onda ottimali in base al comportamento di assorbimento, riflessione e fluorescenza
Ottenere buoni risultati da illuminazione per la Visione Artificiale si riduce alla scelta delle giuste lunghezze d'onda in base a come diversi materiali interagiscono con la luce. La maggior parte dei materiali assorbe certi colori di luce e ne riflette altri. Le superfici scure tendono ad assorbire molta luce blu intorno ai 450 nanometri, il che aiuta effettivamente a creare quei difetti di contrasto nitidi necessari per individuare problemi. Ma quando si lavora con metalli lucidi, la situazione diventa complessa perché riflettono una grande quantità di luce. Per questo motivo, lunghezze d'onda rosse più lunghe, circa 660 nm, funzionano meglio qui per ridurre i riflessi indesiderati. Poi ci sono i materiali fluorescenti che richiedono un trattamento speciale. Questi mostrano i loro veri colori solo quando colpiti da luce UV a 365 nm, facendo apparire visivamente contaminazioni nascoste. Comprendere come tutti questi diversi materiali reagiscono alle varie lunghezze d'onda della luce è fondamentale per chiunque lavori con sistemi di visione artificiale.
|
Lunghezza d'onda |
Risposta dei materiali |
Beneficio dell'ispezione |
|
UV (365 nm) |
Emissione fluorescente |
Rileva residui/invisibili fessurazioni |
|
Blu (450 nm) |
Alto assorbimento su superfici scure |
Migliora la visibilità di graffi e ammaccature |
|
Rosso (660 nm) |
Bassa assorbanza sui metalli |
Riduce l'abbagliamento per le superfici lucide |
|
IR (850 nm) |
Penetrazione profonda nel materiale |
Ispeziona le strutture interne |
La regolazione precisa della lunghezza d'onda migliora i tassi di rilevamento dei difetti fino al 40% rispetto all'illuminazione a spettro ampio, trasformando le interazioni fotone-materiale in dati affidabili e utilizzabili.
Garantire robustezza: uniformità, riduzione dell'abbagliamento e stabilità cromatica negli ambienti produttivi
Quantificare l'impatto dell'illuminazione non uniforme sui tassi di rifiuto errati
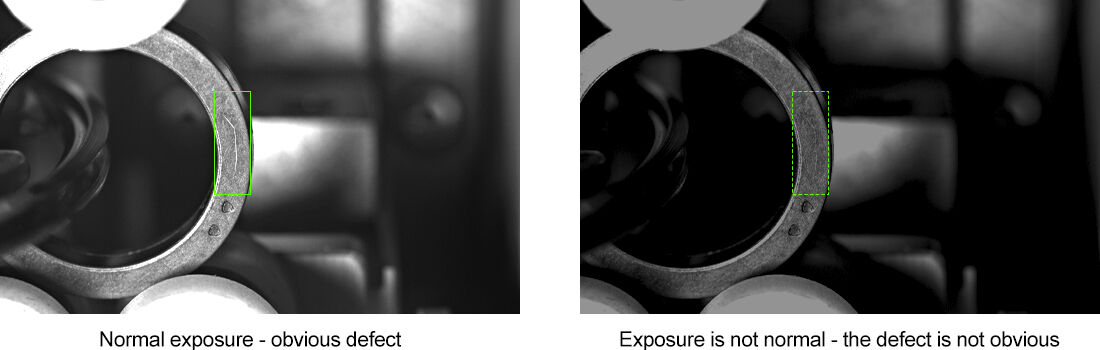
L'illuminazione non uniforme causa gravi incoerenze nelle misurazioni durante l'ispezione automatizzata. Variazioni di intensità anche del solo 15% sul campo visivo generano rifiuti falsi, introducendo ombre o riflessi fantasma. Studi rivelano che questa instabilità è responsabile di quasi il 40% degli incidenti di rifiuto falso nel controllo qualità delle linee di montaggio. Quando l'illuminazione fluttua:
- I difetti reali sfuggono al rilevamento nelle zone sottoesposte
- Le variazioni superficiali accettabili vengono erroneamente classificate come difetti nelle zone sovraesposte
Ciò costringe a fermate produttive non necessarie per la verifica. I dati dell’Istituto Ponemon mostrano una correlazione diretta: ogni diminuzione del 10% dell’uniformità dell’illuminazione aumenta i rifiuti falsi del 15%, con un costo annuo per i produttori di 740.000 USD in interventi di ritorno e tempi di fermo. Stabilizzare l’intensità luminosa su diversi materiali e condizioni operative è pertanto essenziale per un rilevamento affidabile e ripetibile dei difetti.
Pronto a migliorare l’accuratezza della tua ispezione grazie all’illuminazione?
L'illuminazione per visione artificiale è il fondamento di un affidabile rilevamento di difetti. Nessun algoritmo può compensare una cattiva illuminazione. Abbinando geometria della luce, lunghezza d'onda e uniformità alle caratteristiche dei vostri materiali e agli obiettivi da raggiungere, otterrete risultati coerenti ed economicamente vantaggiosi.
Per soluzioni di illuminazione di livello industriale personalizzate sulla vostra applicazione, o per abbinare l'illuminazione a telecamere complementari per visione artificiale (come quelle offerte da HIFLY), rivolgetevi a un fornitore con consolidata esperienza nel settore industriale. I 15 anni di esperienza di HIFLY coprono illuminazione, telecamere e sistemi integrati. Contattateci oggi stesso per una consulenza gratuita finalizzata all’ottimizzazione della vostra configurazione di illuminazione.





