

マシンビジョンにおける白色、青色、赤色、および緑色の照明
マシンビジョンシステムでは、照明の色は任意に選ばれるものではなく、適切な色を選択することで欠陥が明確に浮き彫りになります。一方で、不適切な色を選ぶと、最も高度なアルゴリズムでも特徴を認識できなくなる可能性があります。多くの場合、照明の色が与える影響が軽視されており、検査精度のばらつきにつながっています。
本日は、正しい照明の選定を迅速に支援するために、4つの主要な照明色と1つのコントラスト戦略の応用について説明します。
ⅰ. 白色光:全般の80%のシーンに適している
白色光は可視光スペクトル全体(380~750 nm)をカバーしており、物体の本来の色を正確に再現できます。最も汎用性の高い照明であり、外観検査における「標準的な選択」となります。
1. 主な利点 :
均一なスペクトルと詳細な描写性能により、素材の適合性を気にする必要がありません。プラスチック、金属、紙製品など、どのような素材に対しても白色光は明瞭な基準画像を取得できます。
2. 適用可能なシナリオ :
初期検査段階でのベースラインテスト(まず白色光下での効果を評価し、その後調整を行う)、混合カテゴリ製品の検査(例:同一生産ライン上でプラスチック部品と金属部品を同時に検査)、色差検出を必要とするシナリオ(例:食品の色検査)。
注意:
どの色の光を選ぶべきか不确定な場合は、まず白色光から始めてください。一般的な検査シナリオの80%はこれで対応可能です。
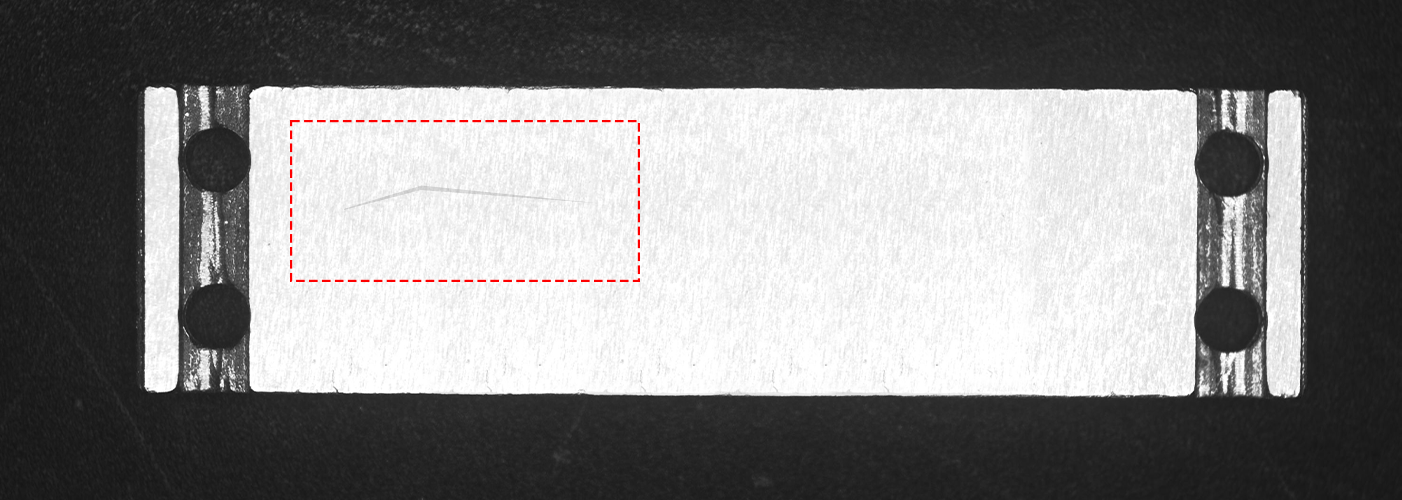
ⅱ . 青色光:微小欠陥の増幅
青色光は波長が短く(450~495 nm)、微細構造(傷、粒子など)との相互作用時に強く散乱するため、高反射性材料上の微小欠陥を浮き立たせるのに最適です。
1. 主な利点 :
金属表面の鏡面反射を抑制します(例:ステンレス鋼表面のギラつきを防止)。これにより、傷や凹みなどの欠陥に対して強いコントラストが得られます。
2. 適用可能なシナリオ :
金属部品の表面検査(例:自動車用ベアリングの傷、スマートフォンフレームの凹み)、ガラス表面の微小不純物の検出、および正確なエッジ位置決めが求められるシーン(例:チップピンのアライメント)。

注:青色光は目に刺激が強いため、作業中は保護メガネを着用する必要があります。
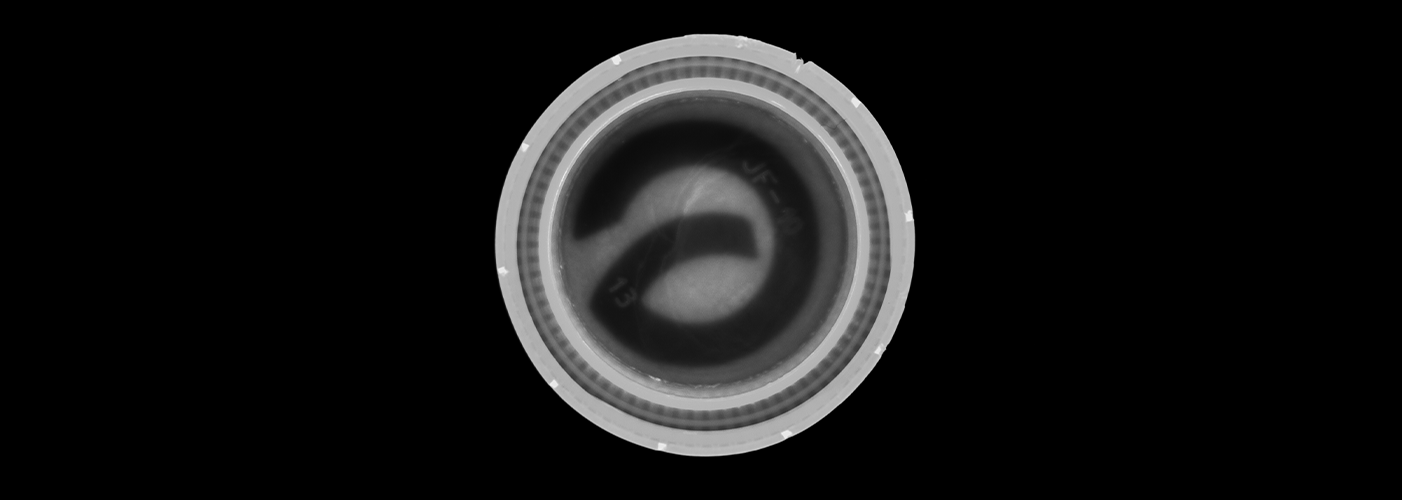
ⅲ. 赤色光:高い透過能力
赤色光は波長が長く(620~750 nm)、特定の濃色または半透明材料を透過できます。したがって、「表面内部または表面下の特徴」を検査するのに適しています。
1. 主な利点
濃色材料に吸収されにくく、表面を透過して下層の特徴を可視化できるため、例えば濃色のプラスチックボトル内部の文字を明確に表示することが可能。
2. 適用可能なシナリオ
濃色液体ボトルへの印字読み取り(例:内服薬ボトル、インクボトル)、半透明コロイド内部の気泡検出(例:シリコン、樹脂)、繊維素材の層間にある不純物の識別。

注意:赤色の光は目に対して刺激が強い場合があります。作業中は保護メガネを着用してください。
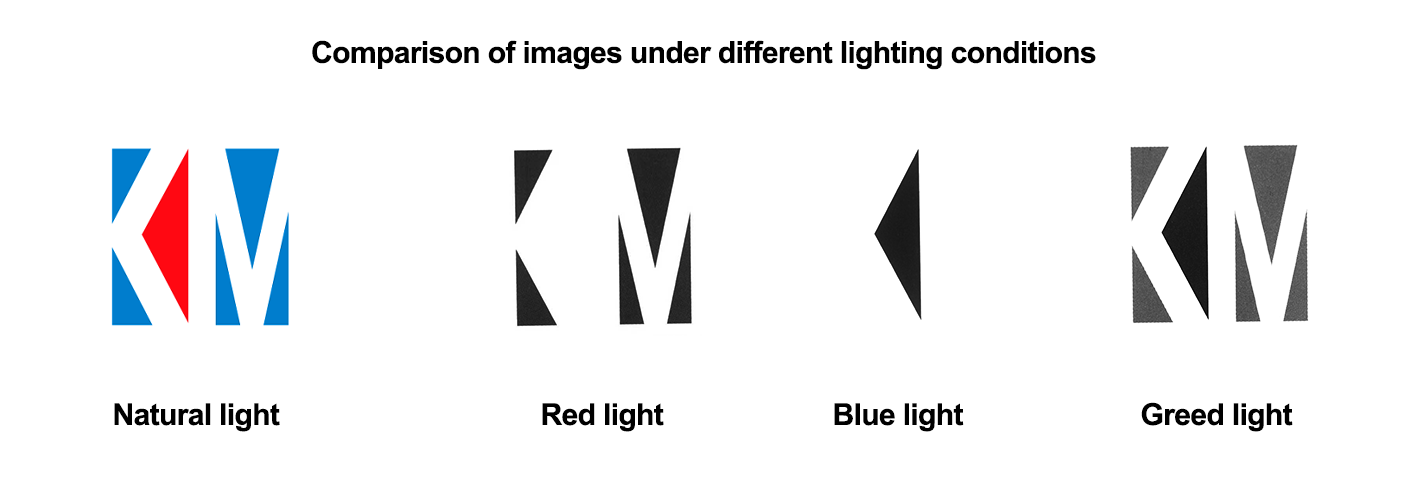
ⅳ. 緑色光:背景の干渉を抑制し、正確な文字認識を実現
緑色光は中程度の波長(520~570 nm)を持ち、モノクロカメラシステムで非常に優れた性能を発揮します。背景の干渉を効果的に抑え、対象物の特徴を強調します。
1. 主な利点
赤色の対象物に対して極めて高いコントラストを提供します(例:緑色光下では赤色の文字がより明るく見える)。また、緑色の背景を「中和」することも可能で(例:緑色の瓶のふたは緑色光下で暗く見え、白色の文字が際立つ)、識別を容易にします。
2. 適用可能なシナリオ
包装ラベル上の文字認識(例:緑色の瓶のふたにある白色のロット番号)、赤色の欠陥検出(例:赤色のゴム部品に付着した白色の不純物)、混雑した背景からの対象抽出(例:緑色のコンベアベルト上での部品位置決め)など。
注意:緑色の光は目に対して刺激が強い場合があります。作業中は保護メガネを着用してください。
v について キーストラテジー:「隣接色/補色」によるコントラストの強化
適切な照明色を選択した後、「色のコントラスト戦略」を適用することで、検査効果を倍増させることができます。
1. 隣接色戦略
対象物と似た照明色を使用する(例:緑色の部品に緑色の光)。これにより画像内の対象物が明るくなり、背景の邪魔な要素は「中和」されます。例えば、緑色の包装袋にある緑色の模様は、緑色の光の下では色あせたように見え、白いQRコードの認識を妨げなくなります。 .
2. 補色戦略
カラーホイール上で対象物と反対側の色の光を使用する(例:赤対緑、青対黄)。これにより強い明るさのコントラストが生まれます。例えば、緑色の背景に白い文字がある場合、赤色の光の下では文字がより明るく、背景は暗くなるため、認識成功率が大幅に向上します。
ⅵ. まとめ:参照用 照明色選択表
照明色の主な目的は、「対象物と背景とのコントラストを高めること」です。それ以上複雑にする必要はありません。素材や欠陥の種類に基づき、以下の表を参照して隣接色/補色戦略を適用することで、最適な画像品質を実現し、アルゴリズム効率を2倍に向上させることができます。
照明色の選定には、以下の要素を包括的に考慮する必要があります:
|
照明色 |
波長範囲 (nm) |
基本 特徴 |
典型的な用途 |
|
白色光 |
380–750 |
多用途で、フルカラー再現性に優れる |
初期テスト、混合カテゴリ検査、色差検出 |
|
青い光 |
450–495 |
欠陥の強調、反射の抑制 |
金属の傷、ガラス内の不純物、エッジ位置の特定 |
|
赤灯 |
620–750 |
強い透過性を持ち、暗色/半透明素材に適している |
暗色ボトル上の文字読取、コロイド内の気泡検出、層間検査 |
|
緑灯 |
520–570 |
背景の抑制、高いコントラスト |
文字認識、赤色対象の強調 |





