

Board Level Camera vs. Industrial Camera: Differences Explained
For OEM design teams, system integrators, and industrial procurement stakeholders, selecting between a board level camera and a fully enclosed industrial camera is a high-stakes decision that directly impacts your project’s total cost of ownership (TCO), time-to-market, long-term reliability, and regulatory compliance. This guide breaks down the core technical, environmental, performance, and lifecycle differences between a board level camera and industrial camera, to help your team make a data-driven decision aligned with your application, deployment environment, and volume production goals.
Physical Design & Integration Flexibility
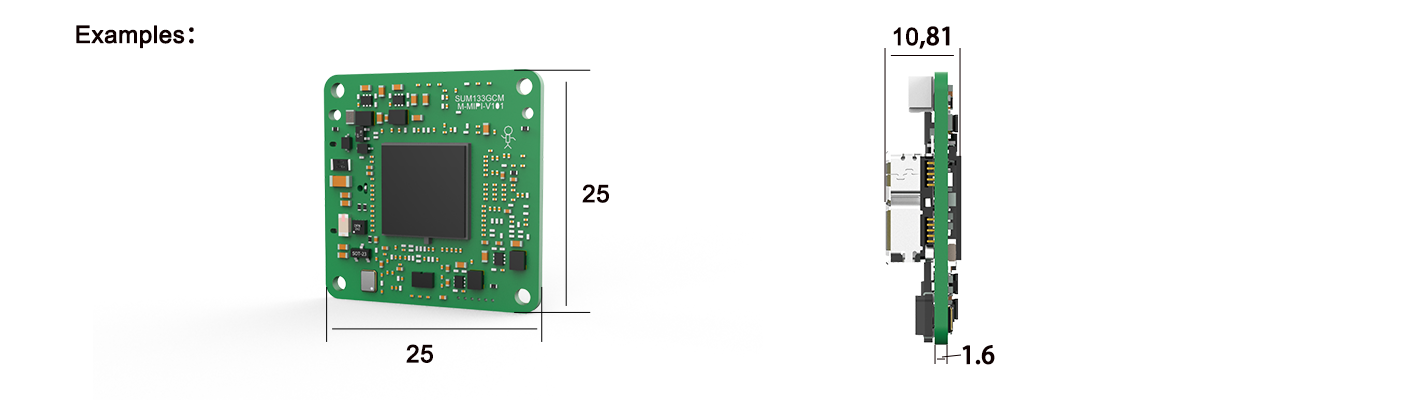
Board Level Camera: Compact Form Factor, Direct PCB Integration, and CSI-2/SLVS-EC Interface Advantages
Board level cameras prioritize minimal footprint and direct integration into host systems. Their compact form factors (typically < 25mm²) enable embedding directly onto printed circuit boards (PCBs), eliminating bulky connectors and cables. This design leverages streamlined interfaces like MIPI CSI-2 or SLVS-EC, which transfer uncompressed video at 4Gbps+ with low electromagnetic interference (EMI). Such integration reduces assembly complexity by 30–50% compared to external modules, making them ideal for space-constrained applications like endoscopic tools or drone navigation systems.
Industrial Camera: Ruggedized Housing, IP67+ Ratings, and Active Thermal Management for Harsh Environments
Industrial cameras counter environmental challenges with hardened mechanical designs. Encased in aluminum or stainless-steel housings, they achieve IP67/69K ingress protection against dust, moisture, and high-pressure washdowns. Active thermal management—using Peltier coolers or heat pipes—maintains sensor stability across extreme temperatures (-40°C to +85°C). Vibration resistance up to 15G ensures reliability in moving machinery, while standardized mounting interfaces (C-mount, S-mount) simplify optical alignment. These features sustain >100k operating hours in demanding settings such as automotive inspection lines or outdoor surveillance.
Environmental Robustness and Reliability Testing
Industrial Camera Standards: MIL-STD-810G, Extended Temperature Range (-40°C to +85°C), and EMI/EMC Certification
Industrial cameras undergo rigorous validation against MIL-STD-810G protocols, simulating thermal shock, mechanical vibration, and humidity exposure. This military-grade testing ensures consistent performance in critical applications—from Arctic logistics to desert mining. EMI/EMC certification (e.g., FCC Part 15B) guarantees electromagnetic compatibility in electrically noisy environments, preventing data corruption near motors or high-frequency equipment. Third-party validations show compliant cameras achieve <0.1% failure rates after 5,000+ hours in corrosive salt-spray conditions—making them indispensable for aerospace, defense, and heavy machinery deployments where reliability directly impacts operational safety.
Board Level Camera Limitations: Passive Cooling Constraints, Derating in High-Heat Enclosures, and System-Level Shielding Dependencies
Board level cameras lack active thermal management, relying solely on passive cooling and host-system airflow. In enclosures exceeding 60°C ambient temperatures, they require derating—reducing frame rates or resolution by 15–30% to prevent sensor overheating—a trade-off that complicates high-throughput applications like automated optical inspection. Additionally, without inherent EMI shielding, their signal integrity depends entirely on system-level barriers. In unshielded setups, interference from welding equipment or variable-frequency drives can degrade performance by up to 40%. Engineers must therefore augment host enclosures with supplemental heat sinks and conductive gaskets, adding complexity to thermal and EMC validation workflows.
Imaging Performance and Real-Time Capabilities
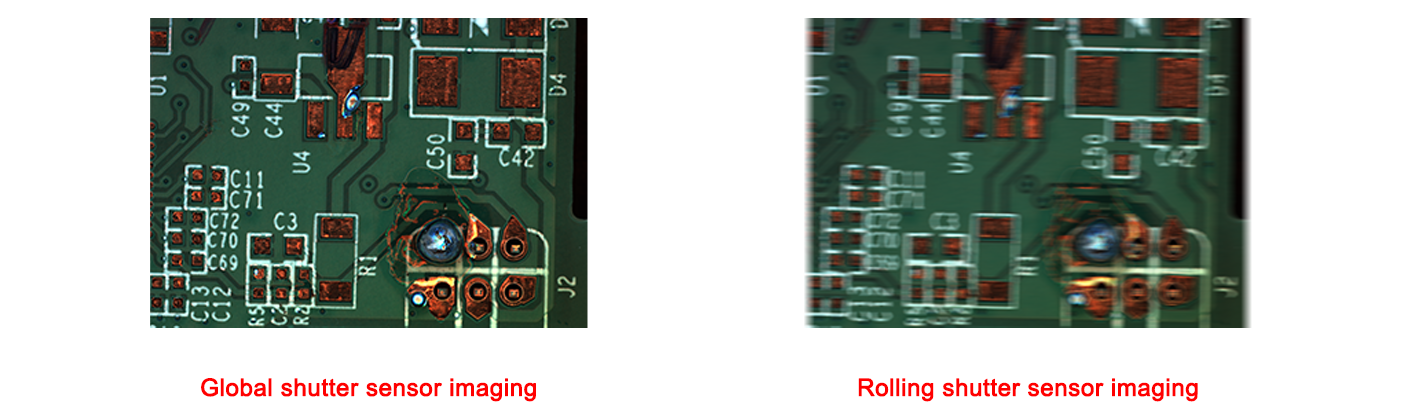
Global Shutter Accuracy, Sub-10 µs Trigger Latency, and Hardware Synchronization (GenICam, IEEE 1588)
Industrial cameras eliminate motion artifacts using global shutter sensors capable of capturing objects moving at 120 km/h without distortion—critical for automated optical inspection (AOI). They maintain ±0.1% timing precision across temperature shifts via IEEE 1588 Precision Time Protocol (PTP) synchronization. Sub-10 µs trigger latency enables millisecond-accurate coordination with robotic arms, while GenICam standardization ensures cross-platform command consistency. Independent studies confirm this synchronization reduces inspection errors by 37% in high-vibration environments.
On-Board Processing: FPGA-Accelerated Image Correction, ROI Streaming, and Firmware-Optimized Pipelines
FPGA-accelerated pipelines process 12MP images in under 3 ms, applying real-time defect detection before data leaves the camera. Region-of-Interest (ROI) streaming slashes bandwidth requirements by 60%, transmitting only relevant image sections via GigE Vision. Firmware-optimized correction handles lens distortion and uneven illumination at the edge—essential for pharmaceutical quality control. By contrast, board level cameras typically offload these tasks to host systems, introducing 15–20ms processing delays that compromise throughput in high-speed sorting applications.
Application Alignment and Lifecycle Considerations
Selecting between board-level and industrial cameras hinges on aligning specifications with operational environments and total lifecycle costs. For long-term deployments in fixed installations—like kiosks or medical devices—board-level cameras offer significant integration savings by leveraging existing PCB infrastructure. Conversely, industrial cameras deliver superior durability for harsh settings like factory floors or outdoor robotics, where IP67-sealed housings and wide temperature tolerance (-40°C to +85°C) prevent corrosion and sensor drift. Industry studies show that 70% of maintenance costs for vision systems stem from environmental damage or component obsolescence, making extended warranties and certified MTBF ratings of 100,000+ hours critical for industrial use cases. Enterprises must also weigh future-proofing strategies: industrial units typically support modular lens upgrades and firmware patches for a decade, while board cameras rely on OEM-specific replacement cycles. Factor in accelerated depreciation schedules for high-vibration environments and mandatory compliance with IEC 62443 cybersecurity standards to avoid costly retrofits.

Ready to Select the Right Camera Solution for Your OEM or Industrial Application?
Choosing between a board level camera and a fully enclosed industrial camera depends entirely on your unique deployment environment, integration requirements, and long-term production goals. While a board level camera delivers unmatched compactness and integration flexibility for embedded OEM designs, an industrial camera provides the ruggedness, on-board processing, and long-term reliability required for harsh industrial automation deployments. No single solution delivers optimal results for every use case, and partnering with an experienced vendor ensures you select the right technology for your application.
For fully customizable board level camera solutions tailored to your OEM embedded design, or rugged industrial camera systems built for harsh industrial environments (as offered by HIFLY), partner with a provider rooted in industrial machine vision expertise. HIFLY’s 15 years of experience spans board level camera design, industrial camera manufacturing, full OEM/ODM customization, and end-to-end machine vision system integration—backed by ISO 9001:2015 certification, global regulatory compliance support, and dedicated design-in engineering services. Contact us today for a no-obligation consultation, custom prototyping, or to select the optimal camera solution for your project.





