

Индустриялык көзөмөлдө полярлаштыруу камераларынын колдонулушу
Индустриялык көзөмөлдө "жылтыр" жана "жашырын камчылыктар" конвенционалдуу камералар үчүн эки чоң кошоно: металл бөлүктөрдүн бетинен күчтүү чагылуулар цараптарды "көзгө көрүнбөй", шынынын ачык бетинде жылтыр ички кабарларды жашырат, пластик бөлүктөрдүн кернеү тизмектери стандарттуу камералар менен абдан аныкталбайт. Бул маселелер 15% чейинки камчылыктарды өткөрүп жиберүүгө алып келет, кол менен кайрадан текшерүүнү талап кылат, ал өндүрүштү кыйла баятат.
Камеранын "антижылтыр сүзгүч + камчылыкты көбөйткүч" сымал иштеген поляризацияланган камералар поляризацияланган жарыкты сүзүп, натыйжалуу айырмачылыктарды баса белгилөө өзгөчө мүмкүнчүлүгүн колдонушат. Алар конвенционалдуу камераларга кыйынчылык түзгөн маселелерди жөнөкөй чечет.
Бул маqала поляризацияланган камералардын индустриялык көзөмөлдөгү негизги колдонуу сценарийлерин техникалык принциптерди реалдуу учурлар менен бириктирип түшүндүрөт, анткени силерге "алар жарык чагылуусун кандайса жок кылып, камчылыктарды аныктай алышат" деп түшүнүүгө жардам берет.
I. Поляризацияланган Камералардын "2 Негизги Мүмкүнчүлүгү"
Көптөгөн кишилер «поляризацияланган камералар жарык чагылышын азайтуу үчүн гана» деп ойлойт, бирок алардын негизги мааниси «поляризацияланган жарык жана материалдардын өз ара таасири» жатканын карашып жатышат. Бул эки мүмкүнчүлүк туура эле конвенциялык камералардын камчылыктарын чечет:
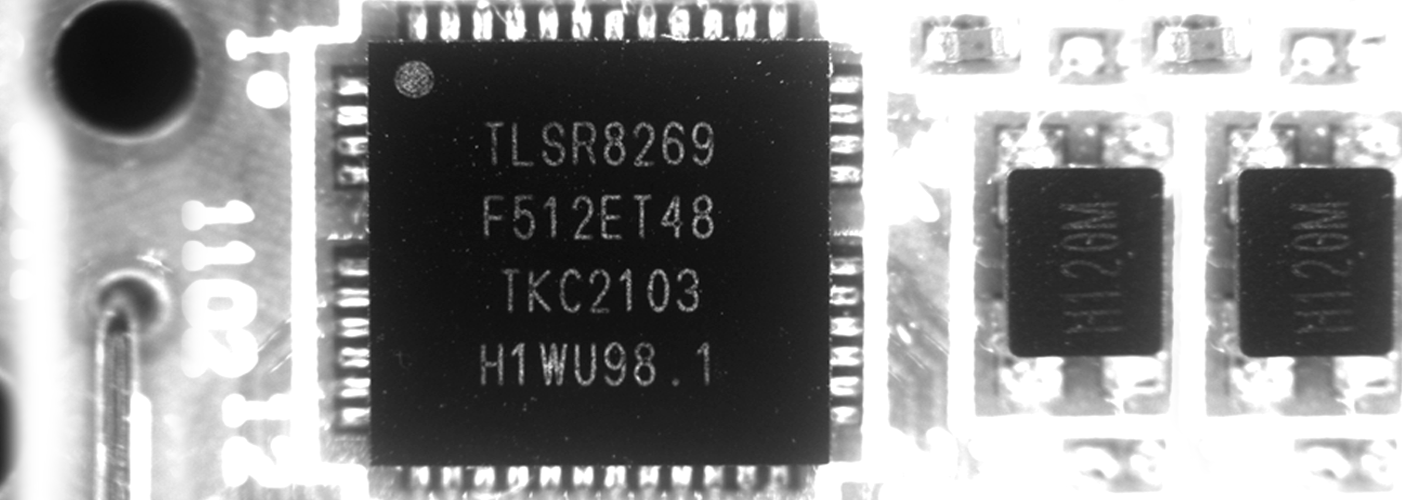
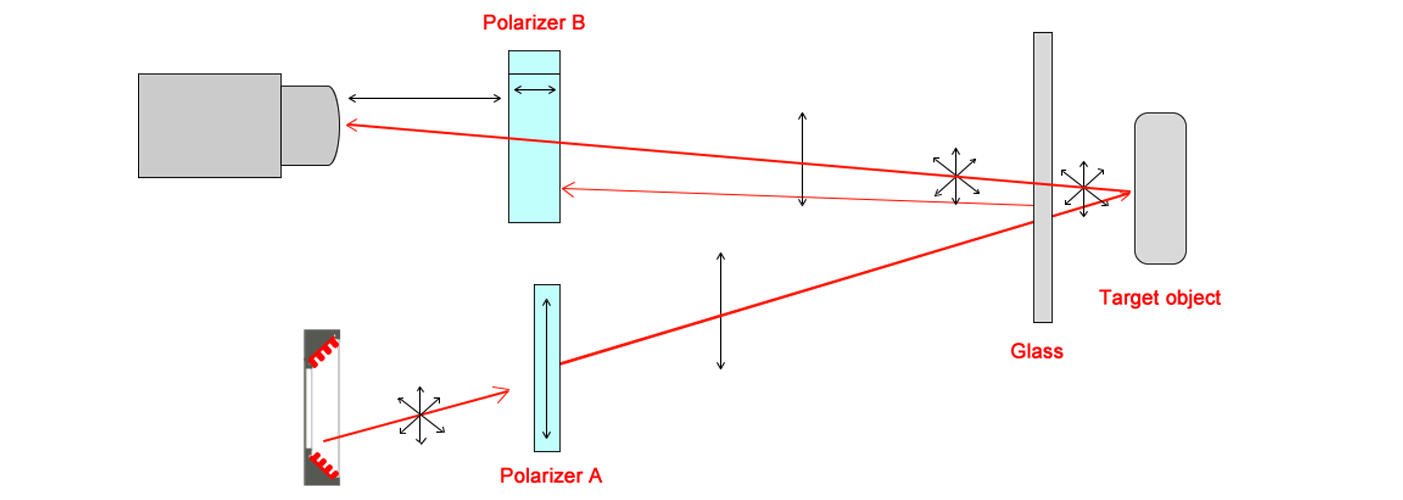
1. «Багытталган жарык чагылышын жоюу» – металл, шыны жана пластик сыяктуу гладкий беттерден чагылган жарык көбүнчө «поляризацияланган жарык» (бир гана тегерек боюнча теребелүүчү жарык) болуп саналат. Поляризатордун бурчун өзгөртүп, поляризацияланган камералар белгилүү багыттагы поляризацияланган жарыкты фильтрлей алат, андан улам чагылган жерлер «караңгылайт», анын ичинде кемчиликтердин деталдары «айкын көрүнөт» (мисалы, металлдагы цараптар чагылыштын ичинде көрүнүшөт).
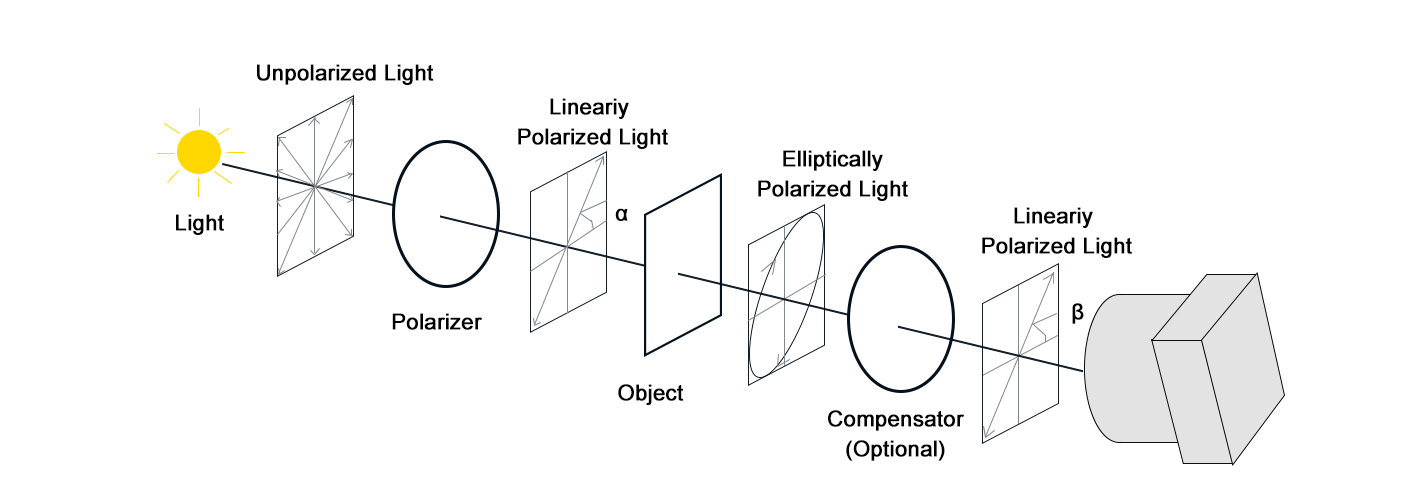
2. "Жашырын өзгөчөлүктөрдү аныктоо" - шыраап турган компоненттердеги ички кернеэ, пластиктын текстурасы же каптаманын бир тектүүлүгү сыяктуу жашырын өзгөчөлүктөр өтүп кетүүчү жарыктын "поляризациялык абалын" (титирөөнүн багытын өзгөртүү) өзгөртөт. Поляризация камералары бул өзгөрүүнү кармоого мүмкүндүк берет жана жашырын өзгөчөлүктөрдү "жарыктык контраст" түрүндөгү тасвирлерге которот (мисалы, шыныдагы кернеэ белгилери түстүү жолдор түрүндө пайда болот).
Түшүнүктүү сөз менен: поляризация камералары үчүн "негизги согушталыш" - бул конвенционалдуу камералар "жаркыраган жарык менен кор көрө албайт жана жашырын кемчиликтерди көрө албайт" деген учурлар.
II. Өндүрүштүк көздөн өткөрүүдөгү негизги колдонуу сценарийлери
Поляризация камералары "универсалдуу каражат" эмес, бирок "күчтүү жаркыроо же жашырын өзгөчөлүктөрдү аныктоо зарыл болгон" учурларда алардын артыкчылыктары алмаштырылбайт жана ар түрдүү өндүрүш сфераларында колдонулат:
1. Сценарий 1: Металл бөлүктөрдүн бетинин кемчиликтерин текшерүү – жаркыроону жоюп, цараптар/чөйдөлөрдү чыгаруу
• Кыйналыш багыты: Конвенционалдуу камералардын жарык чагылышынан улам металл беттердин жаркыраган жерлеринде автомобилдик бөлүктөрдө (мисалы, двигателдин блогу, трансмиссия шестернялары) жана кооздук каражаттарында (мисалы, кескичтер, подшипниктер) беттин цараптары, оймолору жана чычкан жолдору көбүнчө "басылып калат", ал 20%ке чейин сапатсыздыктардын аныкталбашына алып келет. Кол менен текшерүү бир бөлүк үчүн 5 мүнөт кетирген, жаркырабаган жерлерди табуу үчүн бурчтарды кайрадан оңдоо, анчалык эффективдүү эмес жана чарчоого байланыштуу каталарга склондук кылат.
• Поляризацияланган камера чечими:
(1). Техникалык принциби: Металл беттерден чагылуулар көбүнчө "сызыктуу поляризацияланган жарык" болуп саналат. Камеранын поляризатор бурчун чагылуунун поляризация багытына перпендикуляр кылып оңдоо менен жаркылоонун 90% ашыгы фильтрленет. Цараптар/оймолордон чачыраңыс (поляризацияланбаган) чагылыш фильтрленбейт жана кара фонго карата "ачык жаркырак сызыктар/кара дарагайлар" катары пайда болуп, сапатсыздыктар айкын көрүнөт.
(2). Жабдыкты орнотуу: 5MP сызыктуу поляризациялык камера (0-360° чейинги бурчунун өзгөртүлүшү мүмкүн) + жарык берүүчү саккылдак (бирдей жарыктоо, жаркыраган жерлерди азайтат) + микроскопиялык линза (0.1мм чиймелер сыяктуу кемчиликтерди чоңойтот) колдонуңуз.
• Ишке ашырылышынын натыйжасы:
Берилүү тегермектин бетинин чиймесин текшерүү (чийменин тереңдиги ≥0.05мм):
(1).Традициялык ыкма: Кадимки камера + кол менен кайрадан текшерүү, 5 мүнөт/тегермек, 20% көз жаюу (жаркыраган жарыктын аркасында кичине чиймелер көзгө түшпөйт), күндүкко кайрадан иштетүү зыяндары >10,000 юань.
(2).Поляризациялык камералуу ыкма: Автоматташтырылган жаркыраган жарыкты жокко чыгаруу менен текшерүү, 10 секунд/тегермек, 0.05мм чейинки кичине чиймелерди аныктайт, көз жаюу – 0.5%, 30 эсе эффективдүүлүк өстү, күндүкко кайрадан иштетүү боюнча утуулар ~9,500 юань, жылдык утуулар >3 миллион юань.
• Мейкиндиктирилген учурлар: Автомобильдин металл бөлүктөрү, кооздор, борборсуз болот өнөмдөрү, аэрокосмостук металл компоненттердин бетинин чиймеси, ойсу, чычканын текшерилүүсү.
2. Учур 2: Боз болуп көрүнүүчү/Жарым боз бөлүктөрдү текшерүү – Жаркыраган жарыкты жок кылып, ичинде пузырьдер/аралашпаларды көрүү
• Кыйналыш багыты: Мобилдик телефондордун шыны каптамдары, фотоэлектрлүү шынылар, пластик идиштер жана оптикалык линзалар сыяктуу товарлар үчүн конвенционалдуу камералар менен тартылганда "беттин жарык чагылдырышы" жана "ички чагылыштар" ички кабырчактарды, бузулуштарды жана трещинаны жаап коёт. Телефон шынысындагы 0,1 мм кабырчак жарык чагылдырышынын булуту болуп калат. Кол менен текшерүү үчүн кара жадек жана белгилүү жарык бурчулары керек, бул жол менен текшерүү убакытты көп алат (шиныга 30 секунд) жана катталбай калуу мүмкүнчүлүгү бар.
• Поляризацияланган камера чечими:
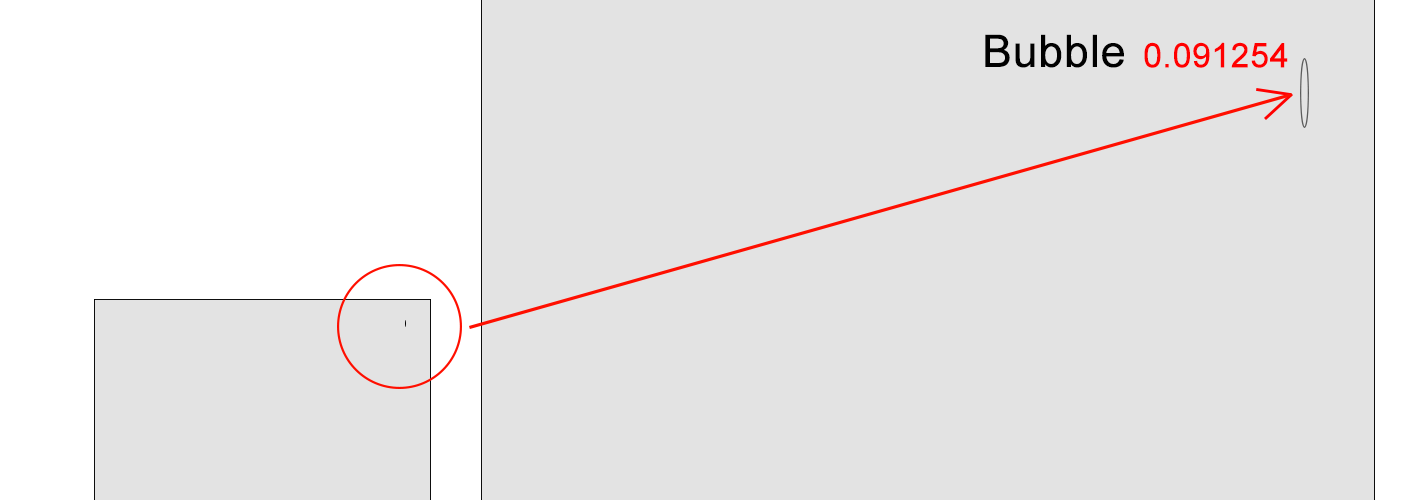
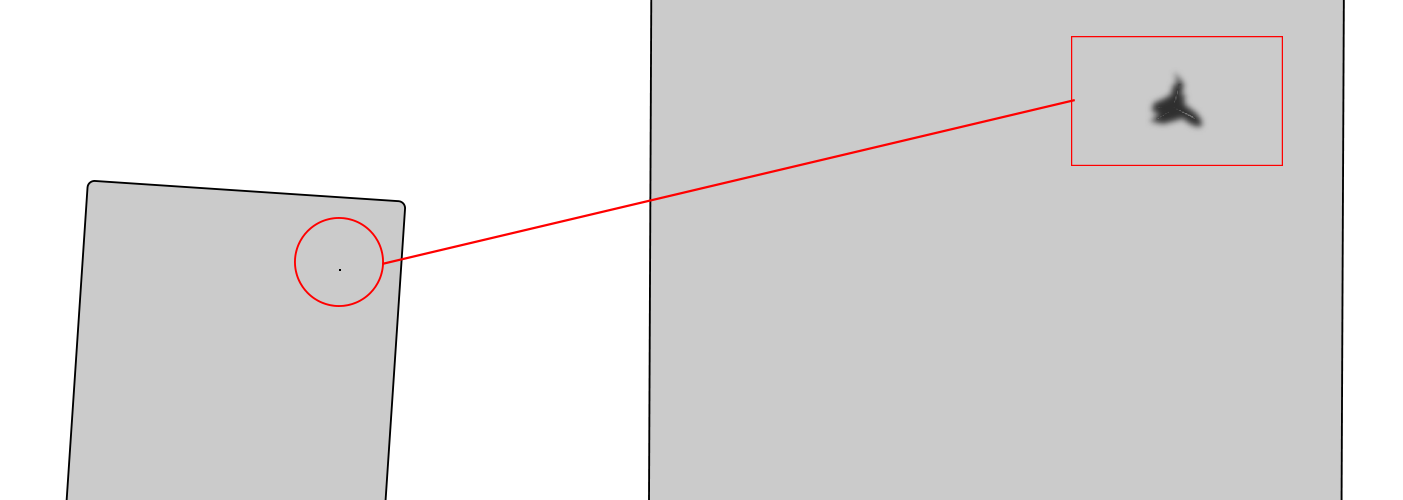
(1). Техникалык принциби: Беттин жарык чагылдырышын (көбүнчө поляризацияланган) элиминациялоо аркылуу "ички бузулуштардын жарыкты чагылдыруусун" ачык тартууга мүмкүндүк берет. Кабырчактар/бузулуштар чагылдырылган жарыкты (поляризацияланбаган) пайда кылат, алар "кара даражалар" сыяктуу көрүнөт; трещиналар жарыктын сынышын өзгөртөт жана "кара сызыктар" сыяктуу көрүнөт, жарык чагылдырышынын тоскоолдуктарынсыз.
(2). Жабдыкты орнотуу: 12MP аймакты сканердөөчү поляризацияланган камера (ирет-тирештик бузулуштар үчүн жогорку чечкилик) + коаксиалдык жарык (беттин чагылдырышын азайтат) + шыны тасма (жогорку ынтымактуулуктагы текшерүү үчүн туруктуу ынтымактуулук) колдонуңуз.
• Ишке ашырылышынын натыйжасы:
Мобилдик телефон шыны каптамдарында ички кабырчактарды текшерүү (кабырчак диаметри ≥0,1 мм):
(1). Традициялык ыкма: Адаттагы камера + кол менен кара жаякты текшерүү, 30 секунд/линза, 15% көзөмөлсүз калган (жаркыраган жарык менен жашырылган кичине кабарчыктар), күнүгө 200 линзадан ашык чекленет (запасы ¥6,000).
(2). Жарыкты поляризациялоо камерасынын ыкмасы: Автоматташтырылган жаркырашты жоюу текшерүү, 2 секунд/линза, 0.1 мм кабарчык табат, көзөмөлсүз калуу деңгээли 0.3% ге чейин төмөндөйт, күнүгө чекленген линзалар 6 га чейин кемийт (запасы ¥180), жылдык утуку >¥2 миллион, 15 эсе суюнтуктуу.
• Мейкиндиктирилген учурлар: Телефон линзасында, КЭК линзасында, оптикалык линзаларда, пластик мөөнөздүү контейнерлерде, жарым караңгы пленкаларда ички кабарчык, кир, трещинаны текшерүү.
3. Сценарий 3: Пластик/Куралаш материалдардын ички кернеши – Ички көзөмөлсүз калган кернеши белгилери/текстурасын ачып көрсөтүү
• Кыйналыш багыты: Пластик бөлүктөрдө (мисалы, аппараттын корпусу, автомобилдин ички бөлүгү) жана композиттерде (мисалы, карбон-файбер табактар) формалоодон калган ички "кернеү издери" көзгө көрүнбөйт, бирок бөлүктөрдү начарлатат. Традициялык текшерүү үчүн "поляриметр" керек (арнасында, баян: 2 мүнөт/бөлүк), линиянын ылдамдыгына (мисалы, 10 бөлүк/мүнөт) ылайык келбейт, ошондуктан үлгүлөрдү гана текшерүүгө (мисалы, 10%) алып келет жана партиянын кемчиликтерине шарт түзөт.
• Поляризацияланган камера чечими:
(1).Техникалык принциби: Кернеү издери "бифракцияны" пайда кылат (жарык бири-бирине перпендикуляр поляризацияланган эки нурга бөлүнөт). Камера фаза айырмасын чагылдырат, ал "түстүү жолдорго" (кернеү жогору болгон жерлерде тыгыз) которулуп, поляриметрсиз жашырын кернеү издерин көрсөтөт.
(2).Жабдыкты орнотуу: 2МП поляризацияланган камера (фаза айырмасын анализдөөнү колдошот) + жарыктын жогорку интенсивдүүлүгүн камсыз кылган жарык берүү (калың пластик аркылуу өтүшүн камсыз кылат) + синхрондоштуруу триггер системасы (формалоо машинасы менен координатталат) колдонуңуз.
• Ишке ашырылышынын натыйжасы:
Пластик уй-бүлө техникасынын корпусундагы кернеү издерин текшерүү:
(1).Традициялык ыкма: Поляриметр боюнча үлгү алуу, 2 мүнөт/корпус, 10% үлгү алуу жыштыгы, биринчи жолу партияның треск чыгуусуна алып келген (зарарлануу 500,000 ¥).
(2).Поляризациялык камералуу ыкма: жүз пайыз текшерүү, 5 секунд/корпус, 0.5 мм туурасындагы жашырын кернеү издери табылат, кернеү аномалияларынын 99,8% табуу деңгээли, партиялык кемчиликтерди жоюу, жылдык утуку >800,000 ¥, 24 эсе өнүмдүүлүк артты.
• Мейкиндиктирилген учурлар: Пластик ыбыктардын, автомобилдин ички бөлүктөрүнүн, композиттүү детальдардын, пластик трубалардын ичинде калган ички кернеү издери жана текстуранын бир тектүү эместиги.
4-сценарий: Каптоо/Пленка Бир тектүүлүгүн Текшерүү – Калыңдык Өзгөрүшүн/Капталбаган Жерди Аныктоо
• Кыйналыш багыты: Автомобилдин боёгусунда, мебельдин каптоосунда, өнөр жай пленкаларында каптаманын бир тектүүлүгү сырткы түрүн/иштеши ыкылыктырат. Стандарттык камералар түстүк айырмачылыктарды гана көрөт, ал эми калыңдык айырмаларын (мисалы, 0,01 мм боёк айырмасы) көрбөйт. Улуттук ыкма «каптоонун калыңдыгын өлчөөч» (тикелей контакттуу, 10 секунд/чекит) колдонот, бул чоң аймактар үчүн ылайыксыз, абдан саякат.
• Поляризацияланган камера чечими:
(1).Техникалык принциби: Ар кандай капталма калыңдыгы өтүп жаткан жарыкта поляризациялык абалдын ар кандай "өзгөрүшүн" түзөт. Калың жерлер поляризацияны көбүрөөк өзгөртөт. Бул айырмачылыктарды анализдөө калыңдыктагы өзгөрүштөрдү "жарыктык градиенттерге" (караңгы=калың, жарык=жеңил) которот, бул бир тектүүлүк маселелерин контрактсыз көрсөтүп берет.
(2).Жабдыкты орнотуу: 8МР поляризациялык камераны (поляризациялык абалды анализдөө алгоритми менен) + панелдүү жарык (чоң аймакты камтыйт) + робототуу кол (360° текшерүү үчүн) колдонуңуз.
• Ишке ашырылышынын натыйжасы:
Автомобиль боёгу бир тектүүлүгүн текшерүү (талап: 80±5μм):
(1). Традициялык ыкма: Капталма өлчөгүч менен үлгү алуу (машинанын ар бирине 10 чекит), 10 мүнөт/машина, 12% караңырлык чыгымы (ченилбеген аймактардагы бир тектүү эмес), 8% кайрадан иштөө чыгымы.
(2). Поляризациялык камералуу ыкма: Толук текшерүү 5 мүнөт/машина, ±3μм калыңдыктагы өзгөрүштү аныктайт, бир тектүүлүк маселелерин 99,5% аныктайт, кайрадан иштөө чыгымы 0,5%ке чейин төмөндөйт, жылдык кайрадан иштөө чыгымдарын 1,2 млн ¥дан ашык утуш, өнүмдүлүк 2 эсе өстү.
• Мейкиндиктирилген учурлар: Автомобиль боёгу, мебель капталмалары, өнөр жай плёнкалары, металл коррозиясынан сактоочу капталмалар үчүн капталманын бир тектүүлүгү, өткөрүп жиберилген капталма, калыңдык өзгөрүшүн текшерүү.
III. Кетүүнүн алдын алуу: 3 Негизги жагы
• Кемчилик түрүнө ылайык поляризациялык режимди тандаңыз: Бардык учурда бирдей режим колдонулбайт. Камералар сызыктык поляризациялык (металл/шынынын бетинен чагылдырууга эң жакшы) же тегерек поляризациялык (пластик ийилмелери, кубулай шыны сыяктуу ийилген/туурасыз беттер үчүн жакшыраак) болушу мүмкүн. Туура эмес тандоо натыйжадан айырылууга алып келет.
•Жарык булагы менен поляризатор бурчун синхрондоштуруңуз: Натыйжа үчүн маанилүү. Поляризацияланбаган жарык булактарын (стандартты LED) колдонуп, жарык булагы менен камеранын поляризатору ортосундагы бурчун ылайыктаңыз (анын перпендикуляр болушу эң жакшы). Поляризацияланган жарык же туура эмес бурчтар жаркыраган жарыкты жок кылуудан баш тартат.
• Өндүрүш темпине ылайык чечкичтиктик жана кадр жыштыгын караңыз:
(1). Улам чоңго болгон кемчиликттер (мисалы, 0.1 мм царап): ≥5MP камераны тандаңыз.
(2). Жогорку ылдамдыктагы сызыктар (мисалы, 1 шыны/2 секунд): ≥60fps камераны тандаңыз.
(3). Чоң аймактар (мисалы, авто корпусу): Сызыктуу сканер камера менен пайда боло турган тигиш каталарын болгонго карата аянттык сканерленген поляризациялык камераны тандаңыз.
IV. Кыскача: Поляризациялык камералар – индустриялык тексерүүнү «жылтырдан арылтуу жана көзгө көрбөй турган кемчиликтерди көрүү» мүмкүнчүлүгүн берет
Индустриялык өндүрүштүн кемчиликтерди аныктоо тактыгын жана өнүмдүлүгүн көтөрүү талаптары менен бирге, конвенционалдуу камералардын чектөөлөрү – «жылтырдан тоскоолдук жана көзгө көрбөй турган кемчиликтерди көрө албаштык» – бирок айкын көрүнүп турат.
Поляризациялык камералар «жылтырдан арылуу жана көзгө көрбөй турган өзгөчөлүктөрдү чагылдыруу» деген өзгөчө мүмкүнчүлүктөрү менен металл иштетүү, жаркын бөлүктөрдү өндүрүү, пластик формалоо, каптоо жана башка тармактарда негизги каражаттарга айланып жатат. Алар конвенционалдуу камераларды алмаштырбайт, бирок «жылтыр пайда кылган учурлар жана көзгө көрбөй турган кемчиликтерди аныктоо» үчүн боштукту толтурат жана индустриялык көздүн текшерүүсүн «ишти шартка жана бурчка тийгизүүдөн» «тепе-тең жана так аныктоого» которот.





