Индустриялык камералардын көрүү мүмкүнчүлүгүн чечүү: Техникалык тексерүү принциптерине терең түшүнүк
Индустриялык камералар машиналык көрүүнүн көзү болуп саналат, алардын негизги принциптерин билип тургандык машиналык көрүүнүн иштөөсүн оптимизациялоого жанарак. Бул макалада индустриялык камералык көрүүнүн негизги технологиясы талкыланып, инженерлер менен устаттар системанын иштөө принцибин билип, аны иштетүүгө жол ачылат.
1. Индустриялык камеранын негизги компоненттери
Принциптерин караганга чейин, негизги түзүлүштүк блокторду билүү керек:
Оптикалык система: Объектив – жарык жыйноочу жүрөк. Колдонуу аймагынын көрүү бурчугу, көрүү тереңдиги жана чечмелөө кабилийетине ылайык келген объективти тандаш өтө маанилүү. Мисалы, 5 мегапикселдик камерага пикселдин өлчөмүнө чейинки чакан деталдарды чечмелей турган объектив керек.
Сенсор: CMOS же CCS сенсору жарыкты электр сигналдарына которот. Негизги метрикалар камтыйт Кванттык эффективдүүлүк (QE) , оптималдуу жарык өзгөртүү үчүн идеалдуу болсо 60%дан жогору болуш керек жана Динамикалык диапазон , жарыктын кең диапазонун башкаруу үчүн 70dBден жогору болуш керек.
Изображени обработкалоочу: Бул компонент мындай маселелерди аткарат Байер интерполяциясы , жылдыз кемитүү , жана түстүн тууралоосу , ак деңгээлди тең салмақтоо үчүн 3x3 матрицалы алгоритмдер сыяктуу алгоритмдерди колдонуп.

2. Индустриялык камералардын көрүү принцибинин негизи
Сүрөт тартылгандан кийин мааниси бар маалыматты чыгаруу үчүн ушул адистешкен принциптер колдонулат:
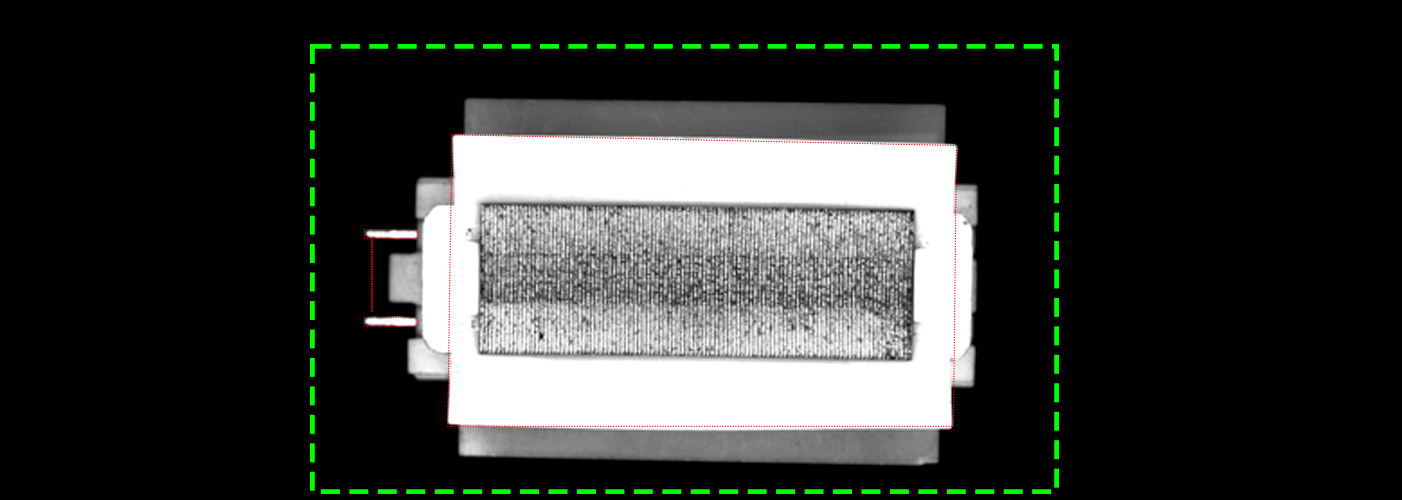
Озгочолуктарды чыгаруу: Canny оператору сияктуу алгоритмдер четин табуу же Нормаланган корреляциялык коэффициент (NCC) шаблон менен салыштыруу үчүн пиксельдин тактагы тактыгын аныктоо үчүн колдонулат, бул көбүнчө 0.1пикс тактыкка жетет.
Булганууну түзөтүү: Өлчөө тактыгын камсыз кылуу үчүн булгануу калибрлеө ыкмалары менен түзөтүлөт. Бул радиалдык жана жанындагы булгануу коэффициенттерин (k1,k2,p1,p2) эсептейт, анткени өлчөө катааларын ±0.05мм ичинде кармап турат.
Кыймыл-ириптелди төлөө: Кыймылдаган объектилер үчүн буланууну болтурбоо зарыл. Бул объекттин ылдамдыгына (мисалы, 1 м/с ылдамдыкта кыймылдаган объект үчүн ≤500 мкс экспозиция убактысы) жараша экспозиция убактысын түзөтүү аркылуу жана глобалдык шаттерди колдонуу аркылуу ишке ашырылат.
3. Индустриялык камералардын системаларынын практикалык колдонулушу
Бул принциптер түрдүү өнөр жайда колдонулат:
Өлчөмдөө: Пиксельдерди чыныгы дүйнөнүн масштабына (мисалы, 1 пиксель = 0,02 мм) түзсө, бул системалар ±1 мкм тактыкта өтө так өлчөмдөрдү аткара алат.
Айыптарды табуу: Мындай моделдерди терең үйрөнүү аркылуу ResNet18 индустриялык камералар бетинин сызаттары менен башка айыптарын 99,5% таптык менен классификациялай алат.
Роботторду жетектөө: Бир нече пункт боюнча түзөтүү аркылуу бул системалар камера координаттарын роботтун координаттар системасына которуу аркылуу роботторду жетекчилик кылат, ал эми каталар 0,1° төмөн болот.