

Бетин көрүнүшүндөгү сызыктарды аныктоо үчүн жарык берүү схемасы Машинанын көрүү техникасына негизделген
Индустриялык өндүрүштө продукциянын бетинде трещинкалар жана сызыктар сыяктуу беткей кемчиликтери көп кездешет. Машинанын көрүү индустриясы өткөн жылдар менен салыштырганда беткей текшерүүдө чоң жетиштүүлүктөргө жетти, буюмдардын бетинде сызыктарды, даңкаларды жана башка кемчиликтерди аныктоо эми кыйын маселе эмес.
Металл, шыны, мобильдик телефондордун экраны жана суюк кристаллдык панелдер сыяктуу тармактарда беткей текшерүүгө кенен колдонулат.
Бирок, мындай аруулардын формасы жөнөкөй эмес, тереңдиги азыраак, бетинин табигый дүжүмү же өрнөктөрү менен чачыроо мүмкүн. Шарттарга ылайык, бетинин чизиги арууларын аныктоо үчүн туура жарык, камера чечмелүүлүгү, текшерилген бөлүктүн өнөр камерасы менен салыштырмалуу орточо позициясы жана татаал машиналык көрүү алгоритмдерине жогорку талаптар койот.
Машиналык көрүүдөн арууларды аныктоонун негизги процесси эки кадамга бөлүнөт: Биринчи, продукт бетинде чизик бар же жок экенин аныктоо. Экинчи, талдоого түшкөн сүрөттө чизиктин бар экенин текшерип, аны чыгаруу.
ⅰ . Бетинин чизиги аруулары жалпысынан үч негизги категорияга бөлүнөт:
1-тип аруулар: Көз менен аныктоо үчүн салыштырма жеңил, чөйрөсүндөгү аймактар менен салыштырганда айкын грейд скаласын өзгөртөт. Аруу бөлүктү түз көрсөтүү үчүн кичине эси бөлүнөт.
2-тип аруулар: Базында ачык эмес ак-көк түстөгү маани өзгөрүүлөрү бар. Бүтүндөй сүрөт бирдей ак-көк түстө, сызактардын аймагы кичине (бир нече пикселден гана турат), ал эми ак-көк түсү чөйрөгө алмашпаган сүрөттөн аз келет, айырмалоо өтө кыйын.
Оригиналдык сүрөттү орточо фильтр менен иштеп чыгып, жумшак сүрөт алууга болот. Аны оригиналы менен салыштырыңыз. Айырмасынын абсолюттук мааниси белгилүү бир чегинен асса, максат катары белгилеңиз. Бардык максаттарды белгилеңиз, алардын аянтын эсептеп, абдан кичине аймактарды жок кылыңыз жана калгандарын сызак деп белгилеңиз.
3-тип: Сызактар: Бөлүктөрүнүн ортосунда маанилүү ак-көк түс айырмасы бар, формасы көбүнчө узун жана барыл. Эгерде сүрөткө туруктуу чек аркылуу сегментация көрсөтүлсө, белгиленген кемчилик бөлүгү чыныгынан кичине болот.
Бирок, мындай сүрөттөрдөгү сызыктар узун жана жылы болгондуктан, тек ачык-түстүү табуу усулун колдонуу кемчиликтердин кеңейтилген бөлүктөрүн жана жалпысын карашы мүмкүн. Бул сүрөттөр үчүн, алардын сипаттарына негизделе алар эки чегинен жана кемчилик формасын белгилөө усулдарын бириктирүү тандалат.
Өндүрүштө сапат текшерүүдөгү сүрөттөрдүн ар түрдүүлүгүнө байланыштуу, ар бир сүрөт түрү менен иштөөдө ар түрдүү усулдарды талдоо жана жалпысынан карап чечим кабыл алуу керек болот.
Жалпысынан, сызылуу бөлүктүн ачык-түстүү мааниси айланасындагы нормалдуу аймактан карыраак болот, башкача айтканда, сызылуу бөлүктүн ачык-түстүү мааниси кичине. Ошондой эле, алардын көбү жумшак беттерде болгондуктан, бардык сүрөт бойунча ачык-түстүү өзгөрүү жалпысынан бир тектүү болуп, текстура белгилеринен айырмаланат.
Ошондуктан, сызылууну аныктоо жалпысынан статистикалык же чегинен бөлүү усулдарына негизделген ачык-түстүү белгилерди колдонуп, сызылуу бөлүктү белгилөө үчүн колдонулат.
Кошумча катар, бет сызылуу кемчилигин аныктоодо жарыктын туура түзүлүшүнө эң жогорку талаптар койулат.
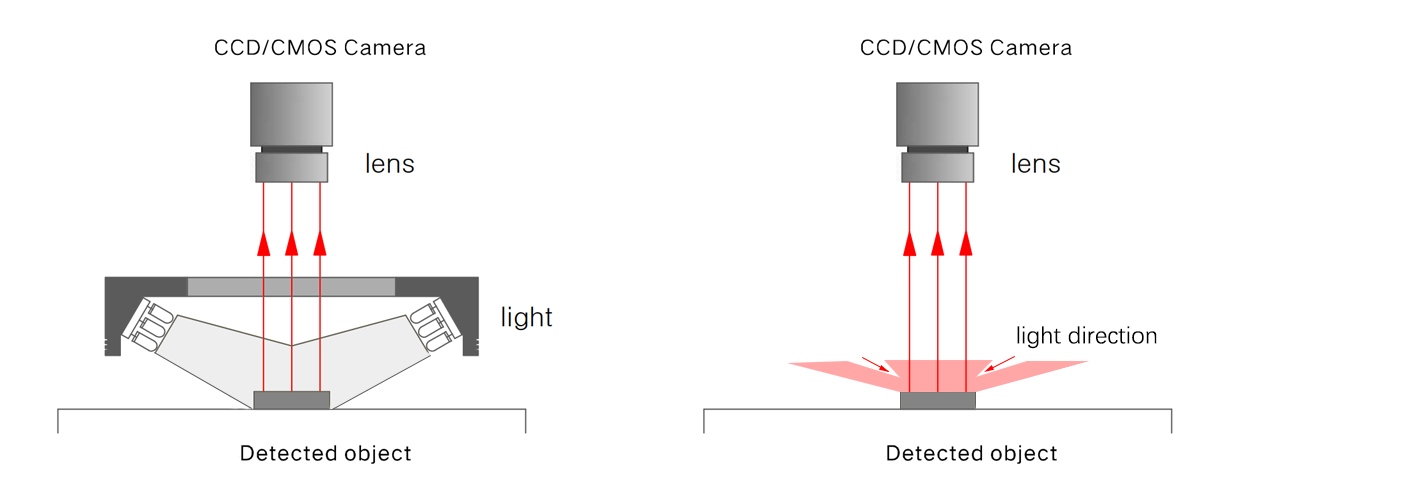
ⅱ. Машиналык көрүү инспекциясы үчүн жалпы жарыктоо ыкмалары төмөнкү төртөөнү камтыйт:
Осьтук жарык, төмөнкү бурчтук жарык, арткы жарык жана жогорку бурчтук жарык. Бул төрт жарыктоо ыкмасы катуу сызыктарды табууга таасирдүү, бирок жумшак сызыктар сыяктуу бет талаптары жогорку болгон өнімдөр үчүн таасир аз байкалгандай.
Чоң даталардын анализи өнім бетинде сызыктар болсо, негизги эки чечим такталган: төмөнкү бурчтук жана жогорку бурчтук жарыктоо.
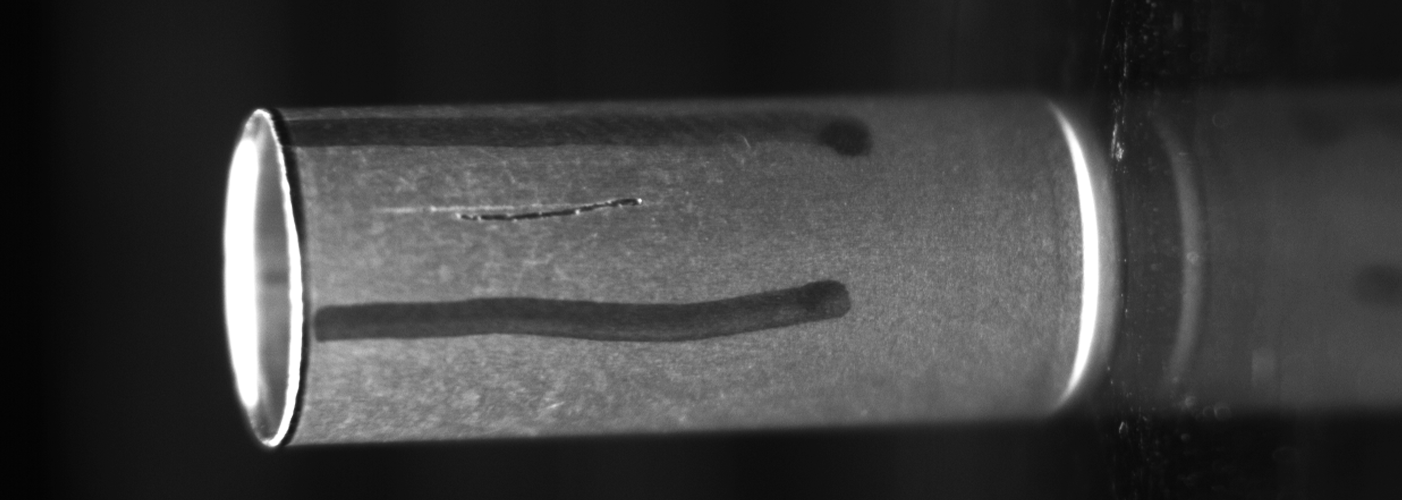
(I) Төмөнкү Бурчтук ыкма
Эки объекти жанаша жана аралашканда, бетиндеги сызыктар оңой пайда болот, башкача айтканда, сызыктардын багыты бар экенин билдирет.
Төмөнкү бурчтук жарыктоонун таасири жөнүндө ойлонгондо, эгерде биз параллелдуу жарыктоо колдосок (сызыкка параллел), сызык жарык менен жумшарып, сүрөттө таасир аз байкалат.
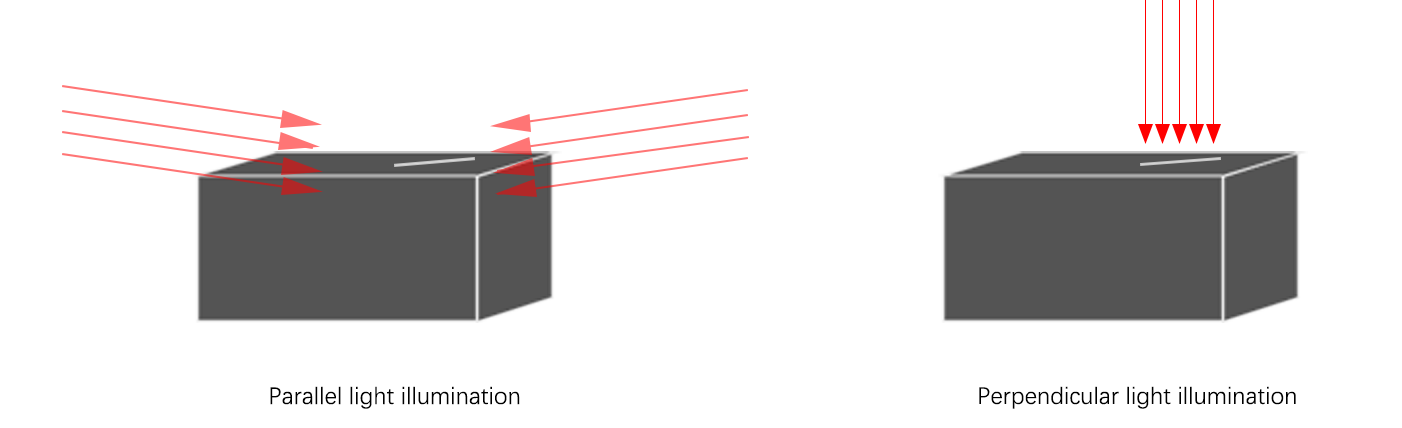
Эгерде биз перпендикуляр жарыктоонун тобун колдосок (сызыкка перпендикуляр), сызык жарык менен күчөтүлүп, сүрөттө таасир өтө айкын байкалат.
Жогорудагы талдоого негизделе, биз иштетүүчү бетти убакыт бөлүп жарыктандыруу үчүн сегиз түрмө пішіндегі жарык көзүн колдонобуз, төмөнкундай жарыктандыруу схемасын иштеп чыгабыз.
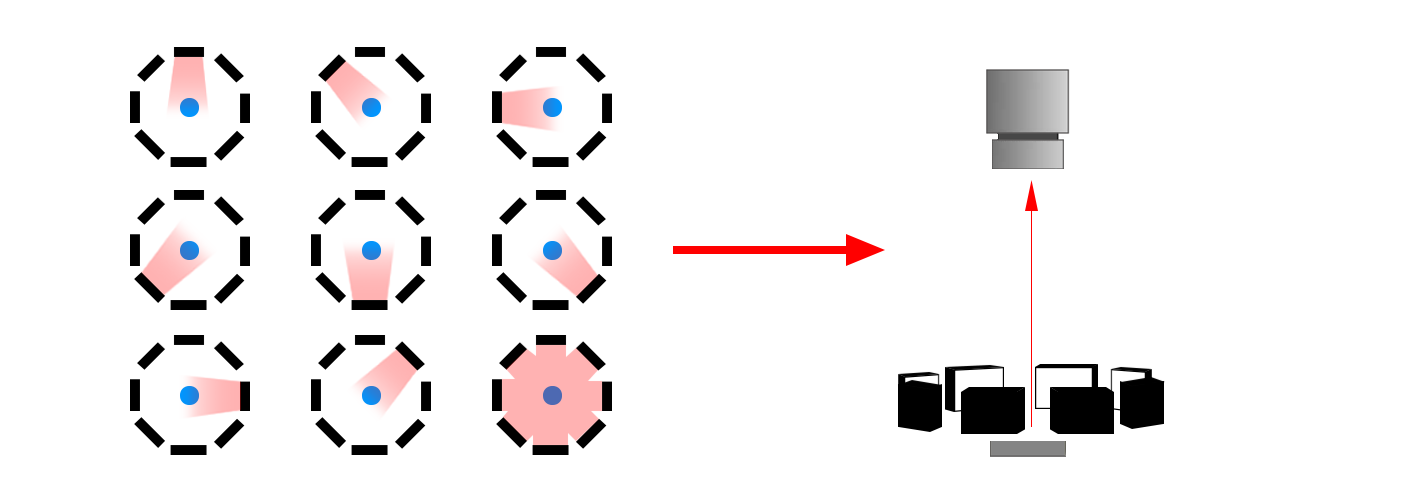
Саак түрүндөгү жарык көзү башкаруу үчүн сегиз каналга бөлүнөт, убакыт бөлүп экспонирлөө аркылуу сурөттөр тизме түрдө сегиз жолу тартылат. Акыркысы, жумушка алуу программасы бардык ақааларды беттештирүү үчүн алгоритмди колдонот, жумушчу беттин сызыкчаларын жогорку стандартта аныктайт.
Бул сурөттөө ыкмасы бетин текшерүү талаптары жогорку болгон жогорку тактагы өнімдөргө жараша, бирок эффективдүүлүк талаптары катуу болгон өнімдөргө жарашпайт.
(II) Жогорку бурчтук ыкма
Тажрыйбе шарты боюнча коаксиалдык жарык астында жумшак сызыкчалар үчүн, жарык көзүнүн иштетүү аралыгы канчалык жогору болсо, эффект ошончолук айкын болоорун көрсөткөн.
Бирок, ошол эле жарык булагы үчүн, көбүрөөк иштөө аралыгы жарык берүүчү бетинин көлөмү кичинекей жана жарык булагынын жарыктыгы төмөн болот. Бир эле учурда натыйжалуу жана практикалык болушу мүмкүн эмес.
Адатта ,жумушчу продукциянын бетиндеги маалыматты визуалдык текшерүүдө фабрика флуоресценттик лампаларды колдонушу керек. Флуоресценттүү лампанын жарыгы алардын көзүнө чагылат.
Көзгө көрүнгөн чагылдыруусу бар жумушчу тетиктер үчүн, жарыктын чагылдыруу мыйзамына негизделген, көзгө көрүнгөн чагылдыруу эффектин түзүү үчүн жарык берүү ыкмасы колдонулат.
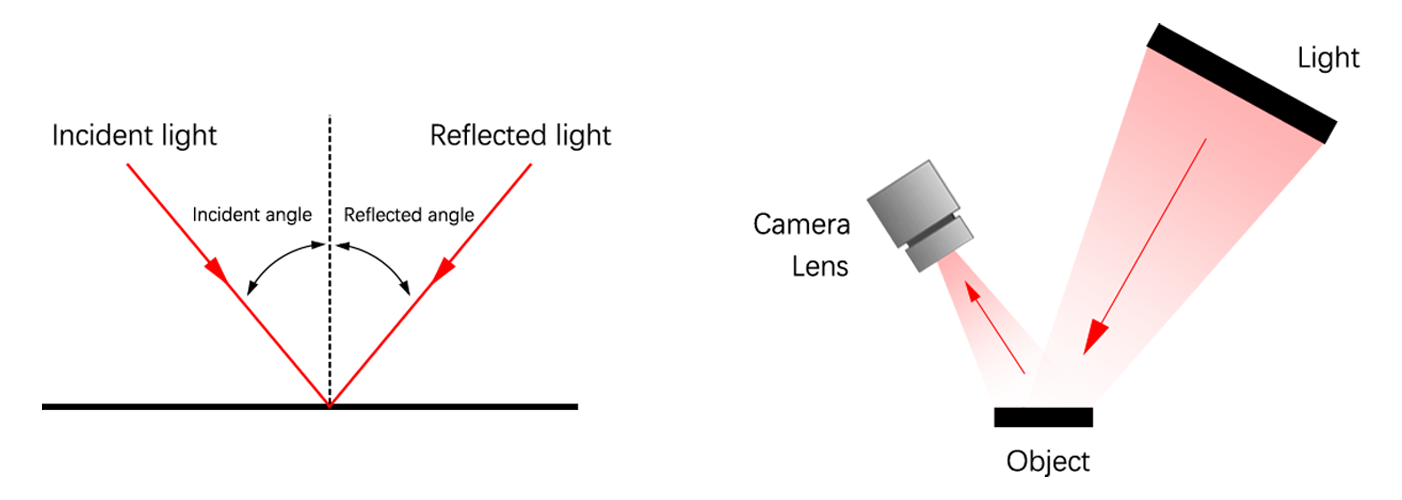
Көзү ачык адамдар көбүнчө флуоресценттик лампанын сүрөтүн буюмга чачып, андан соң буюмду жылдырып, анын көлөкөсүн ошол буюмга жылдыруу менен текшерүүнү байкашат.
Ошентип, жарык чекити продукциянын жергиликтүү аймагын жарыктандырып, бетиндеги маалыматты чагылдырат, бул адамдын көзүнө продукциянын кемчилиги бар же жок экендигин так аныктоого мүмкүндүк берет, ал тургай алсыз кемчиликтерди да оңой көрүүгө болот.
Жогоруда бетиндеги кырыктар үчүн машинанын көрүүсү боюнча жарык берүү боюнча чечимдер сунушталды. Бул сиздин долбооруңузга жардам берет деп үмүттөнөм.





