

Tips voor het selecteren van de juiste lijnscan-camera
Basisprincipes van lijnscan-camera's: architectuur, werking en belangrijke voordelen
Hoe lijnscan-beeldvorming verschilt van area-scan—waardoor bewegingsonscherpte wordt geëlimineerd en oneindige verticale resolutie mogelijk wordt
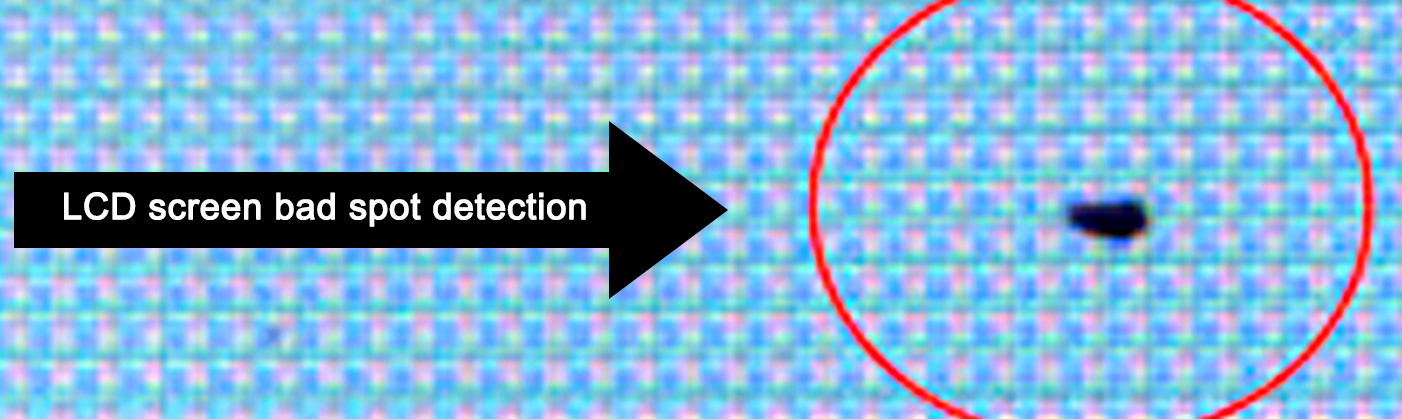
Oppervlakte-scan-camera's maken in één keer complete 2D-afbeeldingen, terwijl lijnscan-camera's op een andere manier werken. Ze beschikken slechts over één rij pixels waarmee afbeeldingen geleidelijk worden opgebouwd terwijl objecten voorbij de gezichtsveld van de camera bewegen. Het systeem wordt gesynchroniseerd met de beweging via onder andere rotatie- of lineaire encoders, zodat er zelfs bij zeer hoge snelheden — soms meer dan 10 meter per seconde — geen vervaging optreedt. Wat hier het belangrijkst is, is dat de verticale resolutie in principe onbeperkt kan zijn. De hoogte van de afbeelding hangt volledig af van de afstand die een object aflegt terwijl het voorbij de camera beweegt, en niet van de grootte van de sensor zelf. Om deze reden blinkt lijnscan-technologie uit bij nauwkeurige toepassingen zoals het inspecteren van halfgeleiders tijdens de productie of het volgen van grote metalen banden met een breedte van 3.000 mm. Traditionele oppervlakte-scan-systemen kunnen dergelijke situaties simpelweg niet aan zonder óf enorm grote, samengevoegde afbeeldingen te genereren, óf belangrijke details te verliezen tijdens het proces.
Uitleg van de kerncomponenten: lineaire sensor, lijnsnelheidsmotor, encoderinterface en real-time synchronisatielogica
Vier onderling afhankelijke componenten maken deze precisie mogelijk:
- Lineaire sensoren , meestal CMOS- of CCD-arrays met 1–16k actieve pixels, bepalen de horizontale resolutie en spectrale respons.
- Lijnsnelheidsmotoren verwerken pixeldata met snelheden van 10–140 kHz, waarbij de bemonsteringsfrequentie dynamisch wordt afgestemd op de objectsnelheid.
- Encoderinterfaces zetten mechanische beweging om in precieze triggertekens—met behulp van kwadratuurdecodering wordt een snelheidssynchronisatie van ±0,01% bereikt.
- Real-time synchronisatielogica compenseert trillinggeïnduceerde jitter of transiënte snelheidsveranderingen en handhaaft subpixelregistratie tijdens continue scans.
Samen ondersteunen deze elementen een vervormingsvrije weergave van cilindervormige oppervlakken, eindeloze banen en thermisch onstabiele materialen—mogelijkheden die fundamenteel ontbreken bij gebiedsgebaseerde architecturen.
Nauwkeurige afstemming van lijnsnelheid, bewegingssnelheid en ruimtelijke resolutie
De bepalende vergelijking: Δx = v / fline—en hoe deze toe te passen voor pixel-naar-mm-calibratie
Het verkrijgen van nauwkeurige ruimtelijke metingen bij lijnscanbeeldvorming hangt in wezen af van hoe goed de objectsnelheid (v) aansluit bij de lijnscanfrequentie van de camera (fline). In wezen geldt deze basisformule: delta x is gelijk aan v gedeeld door fline, wat ons de werkelijke afstand geeft die elk pixel vertegenwoordigt. Stel dat we een transportband hebben die zich beweegt met 500 millimeter per seconde en dat onze camera ingesteld is op 10 kilohertz. Deze berekening levert ongeveer 0,05 millimeter per pixel op als resolutie. Bij het kalibreren van dergelijke systemen is het verkrijgen van betrouwbare snelheidsmetingen van groot belang. De meeste mensen gebruiken hiervoor laser-Doppler-snelheidsmeters en passen vervolgens de lijnscanfrequentie aan totdat de gewenste waarde voor delta x bereikt is. Let wel op afwijkingen: als de afwijking meer dan ±2% bedraagt, beginnen fouten zichtbaar te worden in kritieke toepassingen, zoals het controleren van de breedte van printplaatbanen, waarbij precisie essentieel is.
Synchronisatie op basis van encoder: waarborgen van subpixelregistratie in omgevingen met hoge trillingen of variabele snelheid
Wanneer machines trillen of hun snelheden onverwacht veranderen, veroorzaakt dit tijdsproblemen waardoor beelden minder scherp worden en metingen moeilijker consistent te herhalen zijn. Door de encoder te synchroniseren met de positiefeedback van het bewegingssysteem, kunnen we het moment van beeldopname vastleggen. Dit betekent dat we zelfs bij snelheidsvariaties tot wel 15% nog steeds subpixelnauwkeurige registraties behalen — een nauwkeurigheid die van cruciaal belang is voor kwaliteitscontrole. De cijfers spreken voor zich: roterende encoders kunnen hoeken meten tot op 0,001 graden nauwkeurigheid, terwijl lineaire encoders posities met een precisie van slechts 1 micrometer volgen. Deze mogelijkheden maken alle verschil in zware industriële omgevingen. Denk aan staalfabrieken, waar alles voortdurend trilt, of textielfabrieken, waar de spanning van moment tot moment verandert. Met juiste encodersynchronisatie detecteren systemen echte gebreken in plaats van per ongeluk goede producten af te keuren. Onderzoeken tonen aan dat deze aanpak het percentage valse afkeuringen met ongeveer 40% verlaagt ten opzichte van oudere methoden die gewoon vrij lopen zonder triggerpunten.

Toepassingsgerichte selectiecriteria voor veelvoorkomende industriële gebruiksscenario's
Webinspectie: beheer van spanningsschommelingen, naadcontinuïteit en real-time lokalisatie van gebreken
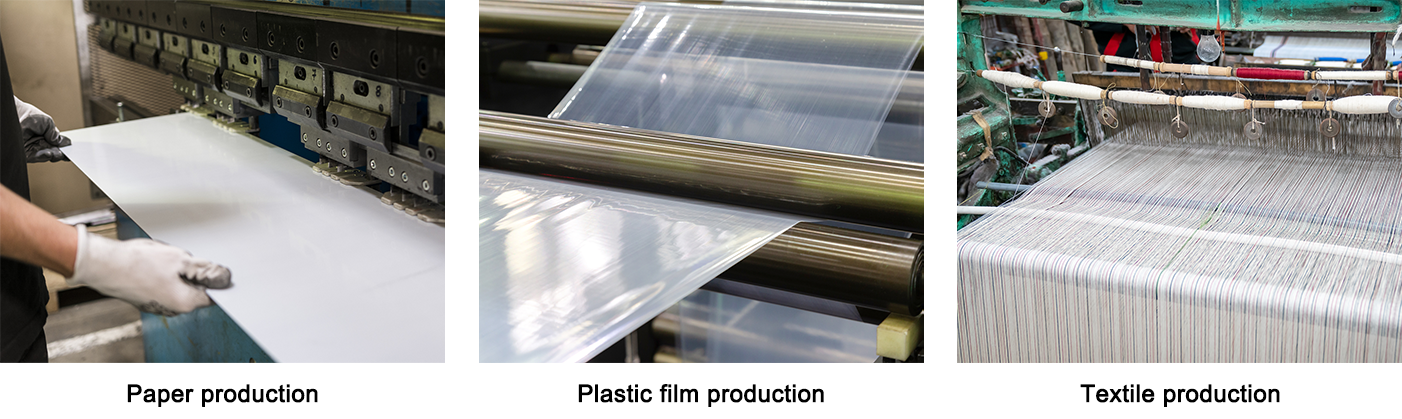
Bij het werken met continue baanmaterialen zoals papier, kunststoffolies, metalen folies of weefselbanen komt de keuze van de juiste lijnscan-camera’s neer op drie belangrijkste overwegingen die op de productieterrein het meest van belang zijn. De eerste uitdaging heeft te maken met snelheidsvariaties veroorzaakt door spanningsschommelingen tijdens het gehele proces. Om hiermee om te gaan, hebben systemen adaptieve regelaars nodig die minstens 20 kilohertz kunnen verwerken, in combinatie met encoderfeedbacklussen, zodat beelden pixel-per-pixel over de volledige breedte uitgelijnd blijven. Ten tweede vereist het naadloos samenvoegen van deze beelden zonder tussenruimten tussen de lijnen een zorgvuldige overlapping van de pixelarrays. Fabrikanten streven doorgaans naar een synchronisatie beter dan één microseconde om continuïteit in de uiteindelijke inspectieresultaten te waarborgen. Ten derde is het tijdig detecteren van gebreken sterk afhankelijk van de rekenkracht van de ingebouwde verwerkingseenheid. Veel moderne systemen maken momenteel gebruik van FPGA-chips om basisopdrachten voor beeldanalyse, zoals drempeldetectie, te versnellen, waardoor zij problemen binnen slechts vijf milliseconden kunnen signaleren voordat producten worden afgewezen. Recent onderzoek uit 2023 toonde aan dat de overstap van area-scan- naar lijnscan-technologie de detectiesnelheid van gebreken bij een baansnelheid van acht meter per seconde bijna 92% verbeterde, wat verklaart waarom steeds meer converters tegenwoordig deze overstap maken.
Scannen van cilindrische onderdelen: hoekresolutie-afbeelding, uitlijning van de roterende encoder en valkuilen met betrekking tot vervorming van het gezichtsveld
Bij het werken met roterende onderdelen zoals flessen, lagers of autoassen speelt hoekresolutie een cruciale rol bij het kiezen van de juiste sensor voor de taak. De basisformule ziet er ongeveer als volgt uit: N is gelijk aan pi vermenigvuldigd met de diameter, gedeeld door het toerental (RPM) maal 60 maal de vereiste ruimtelijke resolutie. Het juist bepalen van deze waarden is belangrijk, omdat verkeerd uitgelijnde rotatie-encoders problemen kunnen veroorzaken. In ongeveer de helft van de gevallen leiden dergelijke uitlijningsfouten tot radiale vervorming van meer dan 15%, wat de reden is waarom veel technici hun opstelling eerst controleren met behulp van kwadratuursignalen. Een ander punt om op te letten is optische vervorming. Gewone lenzen vervormen vaak beelden aan de gebogen randen, wat leidt tot zogenaamde tonvormige vervorming (barrel distortion). Daarom schakelen sommige toepassingen over op telecentrische optiek, die meetfouten onder de 0,1% houdt over het gehele gezichtsveld. Bij inspecties van automotieassen, waar spiegelingen een probleem vormen, maakt de overstap van 8-bit naar 12-bit sensoren een groot verschil. De meeste werkplaatsen melden een daling van ongeveer 70% in foutieve metingen bij een upgrade, hoewel de resultaten afhangen van de specifieke omstandigheden.
Lijnscan-camera versus vlakscan-camera: Wanneer u elke type moet kiezen voor optimale ROI
Vijf doorslaggevende scenario’s waarin een lijnscan-camera ongeëvenaarde prestaties en kosten-efficiëntie biedt
Hoewel vlakscan-camera’s nog steeds optimaal zijn voor discrete, statische of lage-snelheidsobjecten, levert lijnscan-technologie superieure prestaties – en een sterker ROI – in vijf industriële toepassingen met hoge productievolume:
- Inspectie van snelle webmaterialen (papier, folie, films), waarbij bewegingsonscherpte de nauwkeurigheid van vlakscan-camera’s ondermijnt; lijnscan-camera’s registreren vervormingsvrije 1D-schijven met een frequentie van >70 kHz, waardoor naadloze afbeelding over kilometerlange afstanden mogelijk is.
- Bewaking van metalen banden tijdens warm walsen, waar thermische drift en structurele trillingen encodergesynchroniseerde opname vereisen om subpixelregistratie te behouden.
- Textielproductie weefselinspectie, waar elastische vervorming en spanningsschommelingen worden gecompenseerd via real-time pixelcalibratie – waardoor naadartefacten, die inherent zijn aan meercamera-vlakscanopstellingen, worden vermeden.
- 360°-inspectie van roterende cilindrische onderdelen , waarbij hoekresolutie-afbeelding foutdetectie op micronniveau mogelijk maakt bij snelheden boven de 2.000 RPM.
- Scannen van grote oppervlakken (zonnepanelen, lucht- en ruimtevaartcomposieten), waarbij lijnscannen het gebruik van kostbare meercamera-uitlijning en -kalibratie overbodig maakt.
In deze toepassingen verminderen lijnscansystemen de hardware- en integratiekosten met 30–60%, terwijl ze valse afkeuringen—vaak veroorzaakt door bewegingsartefacten in oppervlaktescansystemen—met ongeveer 15% verminderen. Door hun schaalbaarheid en architectuur met één sensor wordt de terugverdientijd in productieomgevingen met hoge doorvoersnelheid bereikt binnen 8–12 maanden.

Klaar om de juiste lijnscan-camera te kiezen voor uw industriële toepassing?
De juiste lijnscan-camera vormt de basis voor betrouwbare, hoogwaardige industriële inspectie; geen enkel algoritme of software kan een camera compenseren die niet is afgestemd op uw transportsnelheid, resolutiebehoeften of productieomgeving. Door de lijnsnelheid, sensorresolutie, encoder-synchronisatie en optische opbouw af te stemmen op uw specifieke toepassing, zult u ontgrendel naadloze, micron-nauwkeurige inspectie, verminderde valse afkeuringen en meetbare ROI voor uw productiebedrijf.
Voor industriële line-scan-camera-oplossingen die zijn afgestemd op uw webinspectie-, cilindrische scan- of grootformaatbeeldvormingstoepassing, of om een volledig geïntegreerd machinevisiesysteem te bouwen met bijbehorende verlichting, lenzen en encoder-synchronisatiehulpmiddelen (zoals aangeboden door HIFLY), werk dan samen met een leverancier die geworteld is in industriële machinevisiekennis. HIFLY's 15 jaar ervaring omvat high-speed 10 GigE 8K line-scan-camera’s, multispectrale beeldvormingssystemen en end-to-end industriële inspectieoplossingen — ondersteund door ISO 9001:2015-certificering, meer dan 30 octrooien op uitvindingen en ondersteuning van meer dan 2.500 klanten in meer dan 30 landen. Neem vandaag nog contact met ons op voor een vrijblijvend overleg om de perfecte line-scan-camera voor uw bedrijfsvoering te selecteren.





