

Najlepsze rozwiązania z zakresu kamer przemysłowych do szybkiej produkcji
Podstawowe specyfikacje techniczne określające wydajność kamer przemysłowych
Kompromisy między rozdzielczością, szybkością kadrowania i typem czujnika
Wydajność kamer przemysłowych zależy w istocie od znalezienia odpowiedniej równowagi między rozdzielczością, szybkością kadrowania oraz konstrukcją samego czujnika. W przypadku przechwytywania szczegółów czujnik o rozdzielczości 12 megapikseli wystarcza w większości zadań automatycznej kontroli jakości obecnie stosowanych w przemyśle. Jednak gdy wymagana jest maksymalna precyzja pomiarów — na przykład odczyty na poziomie subpikselowym, które mają kluczowe znaczenie w niektórych zastosowaniach metrologicznych — producenci wybierają zwykle czujniki o rozdzielczości 25 MP. Problem polega na tym, że wyższa rozdzielczość generuje większe strumienie danych i wymaga większej mocy obliczeniowej, co naturalnie ogranicza maksymalną możliwą szybkość pracy kamery. Dlatego właśnie czujniki CMOS zdobyły dominującą pozycję w większości zastosowań przemysłowych obecnie. Są one po prostu lepsze pod względem zarządzania poborem mocy, szybsze w odczycie obrazów oraz wyposażone w szereg przydatnych funkcji wbudowanych bezpośrednio w układ. Czujniki CCD nadal są stosowane, ale głównie w zastosowaniach specjalistycznych, gdzie poziom szumów musi być absolutnie minimalny — np. w niektórych środowiskach badawczych naukowych. Na liniach montażowych, na których elementy poruszają się z dużą prędkością, wielu operatorów stwierdza, że zestaw CMOS o rozdzielczości 12 MP pracujący z szybkością 60 klatek na sekundę wykrywa wadliwe elementy bardziej niezawodnie niż te bardziej zaawansowane modele o rozdzielczości 25 MP, które z powodu wyższych wymagań związanych z rozdzielczością osiągają jedynie około 15 klatek na sekundę.
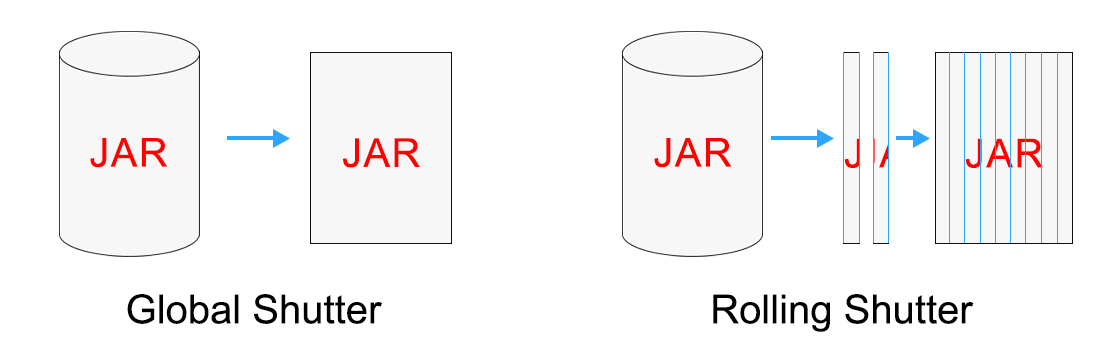
Globalny vs. przewijany migotek: wpływ na dokładność przechwytywania ruchu
Rodzaj migawki używanej ma duży wpływ na jakość przechwytywania ruchu. Migawki globalne działają poprzez jednoczesne naświetlenie wszystkich pikseli, co czyni je absolutnie niezbędnymi przy fotografowaniu obiektów poruszających się z prędkością przekraczającą 2 metry na sekundę — bez powodowania tych uciążliwych zniekształceń lub drgań obrazu. Migawki przewijające działają inaczej: skanują obraz linia po linii, co prowadzi do zauważalnych zniekształceń za każdym razem, gdy występuje ruch. Dlatego nie nadają się do zastosowań takich jak systemy nawigacji robotów czy kontrola produktów na szybkobieżących taśmach transportowych. Oczywiście kamery z migawką przewijającą są zwykle tańsze — o około 15–30 procent — ale większość producentów dowiaduje się zbyt późno, że te oszczędności mają swoją cenę: pomiary są mniej wiarygodne, a liczba fałszywych odrzuceń w dalszym ciągu procesu znacznie wzrasta. Dla wszystkich, którzy pracują z ruchomymi częściami lub linią produkcyjną o wysokiej prędkości, czujniki CMOS z migawką globalną stały się w branży standardowym wyborem, szczególnie w przypadku prędkości taśmy regularnie przekraczającej 1,5 metra na sekundę.
Wymagania środowiskowe i integracyjne dotyczące wdrożenia w rzeczywistych warunkach
Klasyfikacja stopnia ochrony IP, odporność na temperaturę oraz odporność na wstrząsy
Przemysłowe kamery muszą wytrzymać działanie pyłu, wilgoci, skrajnych temperatur oraz obciążeń mechanicznych. Kluczowe parametry zwiększonej odporności obejmują:
- Stopień ochrony IP65/67 , potwierdzający ochronę przed strumieniami wody pod niskim ciśnieniem oraz całkowitą penetracją pyłu
- Zakresy temperatur eksploatacyjnych od –10°C do 50°C — zweryfikowany pod kątem zastosowania w hutniach, chłodniach oraz zewnętrznych obudowach systemów automatyki
- Odporność na wstrząsy odporność na wstrząsy wynosząca co najmniej 50G (zgodnie ze standardem IEC 60068-2-27), zapewniająca stabilność pracy w pobliżu pras do tłoczenia lub wirujących taśm transportowych
Kamery spełniające te specyfikacje zmniejszyły liczbę nieplanowanych konserwacji o 34% w badaniu z zakresu automatyzacji przemysłowej przeprowadzonym w 2023 r. w kilku zakładach produkcyjnych. Obudowy z tłumieniem drgań dalszym stopniem minimalizują rozmycie obrazu podczas ciągłej pracy taśm transportowych.
Zgodność interfejsów (GigE Vision, USB3 Vision, CoaXPress)
Wybór interfejsu decyduje o skalowalności, szybkości oraz elastyczności wdrożenia:
| Interfejs | Maksymalna przepustowość | Długość kabla | Wsparcie dla wielu kamer | Główne zastosowanie |
|---|---|---|---|---|
| GigE Vision | 1 Gbps | 100 m | Doskonała (PoE) | Wdrożenia na dużą skalę w zakresie całej fabryki, na duże odległości |
| USB3 Vision | 5 Gbps | 5 m | Umiarkowany | Stacjonarne użycie, krótkie serie, szybkie prototypowanie |
| CoaXPress 2.0 | 12,5 Gbps | 170 m | Zaawansowany | Linie inspekcyjne o ultra-wysokiej prędkości i wielokrotnym pobieraniu sygnału |
Funkcja Power over Ethernet w standardzie GigE Vision upraszcza okablowanie i obniża koszty infrastruktury. Interfejs CoaXPress wyróżnia się tam, gdzie wymagana jest stała przepustowość przekraczająca 1 Gb/s — na przykład w czasie rzeczywistym przy inspekcji powierzchni w rozdzielczości 4K przy 120 klatek na sekundę. Interfejs USB3 Vision oferuje integrację typu plug-and-play, ale wymaga starannej kontroli temperatury oraz długości kabli.
Uwagi specyficzne dla zastosowań przemysłowych kamer przemysłowych
Wymagania związane z precyzyjną metrologią, odczytem znaków (OCR) oraz wykrywaniem wad
Wykonanie konkretnych zastosowań zależy od tego, jak dobrze sprzężone są ze sobą sprzęt oraz projekt oświetlenia, a nie tylko od analizy samych specyfikacji czujników. W przypadku pomiarów precyzyjnych uzyskanie powtarzalnych wymiarów poniżej 5 mikrometrów wymaga zastosowania specjalnej optyki – tzw. obiektywów telecentrycznych – w połączeniu z inteligentnym oprogramowaniem uzupełniającym braki między pikselami. Systemy rozpoznawania optycznego znaków (OCR) w rzeczywistości mniej zależą od liczby megapikseli, a bardziej od dobrej dynamiki kontrastu przekraczającej 120 decybeli, jednolitego oświetlenia powierzchni oraz niezawodnych sygnałów wyzwalających, umożliwiających poprawne odczytywanie znaków w większości przypadków podczas przemieszczania się obiektów na taśmociągach. Wykrywanie wad staje się znacznie skuteczniejsze przy użyciu czujników o rozdzielczości 12 megapikseli i szybkości migotania globalnego (global shutter), w połączeniu z wbudowanymi funkcjami przetwarzania, takimi jak wyodrębnianie obszarów interesujących (ROI) lub korekcja przeszukiwania kolorów bezpośrednio w samej kamerze. Takie układy zmniejszają liczbę przeoczeń wad o około 40 procent w porównaniu do wyników osiąganych ręcznie przez ludzi, co szczególnie przydaje się przy wykrywaniu drobnych defektów na lśniących lub chropowatych materiałach, gdzie niewооружone oko często zawodzi.
Potrzeby pracy w warunkach słabego oświetlenia, wysokiej prędkości lub synchronizacji wielu kamer
Ekstremalne warunki eksploatacyjne wymagają dostosowanego projektu czujników i systemów:
- Swoistych warunkach oświetlenia , takie jak czyste pomieszczenia farmaceutyczne lub inspekcja w ciemnym polu, korzystają z tylnie oświetlanych czujników CMOS o sprawności kwantowej >80% i stosunku sygnału do szumu (SNR) >36 dB — zachowując kontrast bez nadmiernego szumu wynikającego z wzmocnienia
- Przechwytywanie w wysokiej szybkości (ponad 500 klatek na sekundę) wymaga nie tylko funkcji migawki globalnej, ale także buforów pamięci wbudowanych w czujnik oraz zoptymalizowanych potoków danych, aby uniknąć utraty klatek przy prędkościach liniowych przekraczających 10 m/s
- Współpraca wielu kamer , szczególnie w przypadku profilowania 3D lub wyboru elementów z pojemnika (bin-picking), opiera się na synchronizacji zgodnej ze standardem GenICam i protokołem IEEE 1588 PTP — umożliwiając wyrównanie impulsów wyzwalających na poziomie mikrosekund w przypadku kilkudziesięciu kamer
Niesynchronizowane systemy wielokamerowe zwiększają błąd wymiarowy o 15% w zastosowaniach montażu samochodowego, zgodnie z danymi zawartymi w publikacji Projektowanie systemów wizyjnych (2023). Zintegrowane architektury czasowe — zamiast zewnętrznych modułów wyzwalających — stały się obecnie standardem w platformach wizyjnych o wysokiej dokładności.
Całkowity koszt posiadania: poza początkową ceną przemysłowej kamery
Rzeczywista wartość sprzętu zależy od tego, jak dobrze wytrzymuje on upływ czasu, a nie od początkowej ceny zakupu. Przy analizie całkowitych kosztów posiadania (TCO) należy wziąć pod uwagę wiele czynników poza ceną zakupu: koszty instalacji, częstotliwość konieczności kalibracji, zużycie energii, potrzebę modernizacji systemów w przypadku ich niekompatybilności oraz ryzyko wynikające z nieplanowanego przestoju. Tańsze kamery zazwyczaj powodują wzrost ogólnych wydatków, ponieważ po prostu nie trwają tak długo. Ich sygnały wyjściowe są niestabilne i wymagają stałej ponownej kalibracji, co zwiększa obciążenie techników o około 30–50 procent. Ponadto, jeśli protokoły komunikacyjne tych kamer nie są zgodne z istniejącą infrastrukturą, firmy muszą ponosić dodatkowe koszty związane z zakupem drogich rozwiązań pośredniczących (middleware) lub uaktualnieniem sprzętu. Przemysłowe kamery klasy industrialnej, zaprojektowane do pracy w trudnych warunkach – np. z ochroną IP67, zakresem temperatur roboczych od −10 °C do +50 °C oraz odpornością na wstrząsy do 50 G – znacznie ograniczają liczbę nieplanowanych wizyt serwisowych. Te wytrzymałsze modele zwykle działają średnio 2,5 raza dłużej między awariami niż standardowe kamery. Biorąc pod uwagę, że według najnowszych raportów branżowych przestoje fabryczne kosztują producentów około 260 000 USD na godzinę, nawet niewielkie zwiększenie czasu ciągłej pracy przekłada się na ogromny zwrot z inwestycji. Badania przeprowadzone w ubiegłym roku wykazały, że inwestycja w kamery zaprojektowane z myślą o niskim TCO przyniosła w ciągu pięciu lat prawie o 57% lepsze rezultaty finansowe niż wybór tanich alternatyw. Ta przewaga wynika z szybszego wykrywania wad w trakcie produkcji, zmniejszenia ilości odpadów materiałowych oraz utrzymania stabilnego poziomu wydajności w całym cyklu operacyjnym. Pamiętaj więc, że oceniając koszty, należy uwzględnić wszystkie elementy związane z całym okresem użytkowania sprzętu, a nie tylko cenę wydrukowaną na etykiecie przy kasie.

Gotowy do wybrania najlepszej kamery przemysłowej do swojej produkcji wysokoprędkościowej?
Produkcja wysokoprędkościowa żądania kamery przemysłowe, które osiągają równowagę między równowaga pomiędzy wydajnością techniczną, odpornością środowiskową, projektowaniem dostosowanym do konkretnych zastosowań oraz niskimi długoterminowymi całkowitymi kosztami posiadania (TCO). TCO )zbyt oszczędne podejście do specyfikacje lub jakości wykonania wyniki w prowadzi do nieplanowanych przestojów, a wyższy wysokiego wskaźnika fałszywych odrzuceń oraz nadmiernych kosztów , które podważać eswydajność że cele produkcji wysokoprędkościowej.
HIFLY Technology , z 15 lat doświadczenia w dziedzinie przemysłowego widzenia maszynowego , oferty rozwiązania z zakresu przemysłowych kamer specjalnie wykonane dla przepływów pracy w produkcji wysokoprędkościowej . Nasza linia produktów obejmuje pełną gamę modeli z globalnym migotaniem, odpornych i o wysokiej rozdzielczości , wraz z dopasowane obiektywy przemysłowe i oświetlenie , tworzące bezszwową, zintegrowaną system wizyjny. Wsparciemy naszych rozwiązań gwarantuje certyfikat ISO 9001:2015 oraz globalna obsługa techniczna są dostosowywane spełnienia do prędkości produkcji, precyzji wymogi oraz celów dotyczących całkowitych kosztów posiadania (TCO).
Skontaktuj się z nami już dziś, aby umówić się na bezpłatną konsultację i określić rozwiązanie z zakresu kamer przemysłowych optymalizujące inspekcję i automatykę w procesach produkcyjnych o wysokiej wydajności.





