

Wskazówki dotyczące doboru odpowiedniej kamery skanującej liniowo
Podstawy kamer skanujących liniowo: architektura, zasada działania i kluczowe zalety
Jak obrazowanie liniowe różni się od obrazowania powierzchniowego — eliminuje rozmycie ruchu i umożliwia nieskończoną rozdzielczość pionową
Kamery skanujące obszar pobierają pełne obrazy 2D jednorazowo, podczas gdy kamery skanujące liniowo działają inaczej. Posiadają one tylko jeden wiersz pikseli, który stopniowo tworzy obrazy w miarę przesuwania się obiektów przez pole widzenia kamery. System synchronizuje się z ruchem za pomocą elementów takich jak enkodery obrotowe lub liniowe, dzięki czemu nie występuje rozmycie nawet przy bardzo dużych prędkościach ruchu – czasem przekraczających 10 metrów na sekundę. Najważniejszym aspektem w tym przypadku jest to, że rozdzielczość pionowa teoretycznie może być nieograniczona. Wysokość uzyskanego obrazu zależy wyłącznie od odległości, jaką obiekt pokonuje przy przesuwaniu się przed kamerą, a nie od fizycznych wymiarów samego sensora. Dlatego właśnie technologia skanowania liniowego sprawdza się szczególnie dobrze w zadaniach wymagających dużej precyzji, takich jak kontrola półprzewodników w trakcie produkcji czy śledzenie ogromnych cewek metalowych o szerokości 3000 mm. Tradycyjne systemy skanujące obszar po prostu nie są w stanie poradzić sobie z takimi zadaniami bez konieczności tworzenia ogromnych, sklejanych obrazów lub utraty istotnych szczegółów w trakcie procesu.
Wyjaśnienie kluczowych komponentów: czujnik liniowy, silnik częstotliwości linii, interfejs enkodera oraz logika synchronizacji w czasie rzeczywistym
Cztery wzajemnie zależne komponenty umożliwiają tę precyzję:
- Czujniki liniowe , zazwyczaj macierze CMOS lub CCD z 1–16 tys. aktywnych pikseli, określają rozdzielczość poziomą oraz odpowiedź spektralną.
- Silniki częstotliwości linii przetwarzają dane pikselowe z prędkością od 10 do 140 kHz, dynamicznie dopasowując prędkość obiektu do częstotliwości próbkowania.
- Interfejsy enkodera przekształcają ruch mechaniczny w precyzyjne sygnały wyzwalające — osiągając synchronizację prędkości z dokładnością ±0,01 % dzięki dekodowaniu kwadraturowemu.
- Logika synchronizacji w czasie rzeczywistym kompensuje drgania powodujące rozmazanie lub chwilowe zmiany prędkości, zapewniając rejestrację z dokładnością lepszą niż pojedynczy piksel w trakcie ciągłych skanów.
Razem te elementy umożliwiają uzyskiwanie obrazów bez zniekształceń powierzchni cylindrycznych, nieskończonych taśm oraz materiałów niestabilnych termicznie — możliwości, które są zasadniczo niedostępne dla architektur opartych na obszarze.
Dokładne dopasowanie szybkości liniowej, prędkości ruchu i rozdzielczości przestrzennej
Równanie podstawowe: Δx = v / fline — oraz sposób jego zastosowania do kalibracji pikseli na milimetry
Uzyskanie dokładnych pomiarów przestrzennych w obrazowaniu linijkowym zależy przede wszystkim od zgodności prędkości obiektu (v) z częstotliwością pobierania linii przez kamerę (fline). Podstawową zależnością jest tutaj wzór: Δx = v / fline, który określa rzeczywistą odległość reprezentowaną przez każdy piksel. Załóżmy na przykład, że taśma transportowa porusza się z prędkością 500 mm/s, a kamera jest ustawiona na częstotliwość 10 kHz. Wówczas rozdzielczość wynosi około 0,05 mm na piksel. Podczas kalibracji takich systemów kluczowe znaczenie ma uzyskanie wiarygodnych pomiarów prędkości. W tym celu najczęściej stosuje się laserowe anemometry Dopplera, a następnie dostosowuje się częstotliwość pobierania linii, aż osiągnie się pożądaną wartość Δx. Należy również uważać na odchylenia: jeśli różnice przekroczą ±2 %, błędy zaczynają wpływać na ważne zastosowania, takie jak kontrola szerokości śladów na płytach drukowanych, gdzie precyzja ma kluczowe znaczenie.
Synchronizacja oparta na enkoderze: zapewnienie rejestracji z dokładnością mniejszą niż jeden piksel w środowiskach o wysokiej wibracji lub zmiennej prędkości
Gdy maszyny drżą lub ich prędkości zmieniają się nieoczekiwanie, powoduje to problemy z synchronizacją, które sprawiają, że obrazy są mniej ostre, a pomiary trudniejsze do powtarzania w sposób spójny. Dzięki zsynchronizowaniu enkodera z sygnałem zwrotnym pozycji systemu napędowego możemy precyzyjnie ustalić moment przechwytywania obrazów. Oznacza to, że nawet przy zmianach prędkości sięgających 15% nadal uzyskujemy rejestracje na poziomie subpikselowym, które mają tak duże znaczenie dla kontroli jakości. Liczby również mówią same za siebie: enkodery obrotowe mogą mierzyć kąty z dokładnością do 0,001 stopnia, podczas gdy enkodery liniowe śledzą pozycje z dokładnością do zaledwie 1 mikrometra. Te możliwości stanowią kluczową różnicę w trudnych środowiskach przemysłowych. Wystarczy pomyśleć o hucie stali, gdzie wszystko drży stale, albo o fabrykach tekstylnych, gdzie napięcie zmienia się w każdej chwili. Dzięki prawidłowej synchronizacji enkoderów systemy wykrywają rzeczywiste wady zamiast przypadkowo odrzucać dobre produkty. Badania pokazują, że podejście to redukuje liczbę fałszywych odrzuceń o około 40% w porównaniu do starszych metod, które działają swobodnie, bez jakichkolwiek punktów wyzwalania.

Kryteria doboru sterowane zastosowaniem dla typowych przypadków użycia przemysłowego
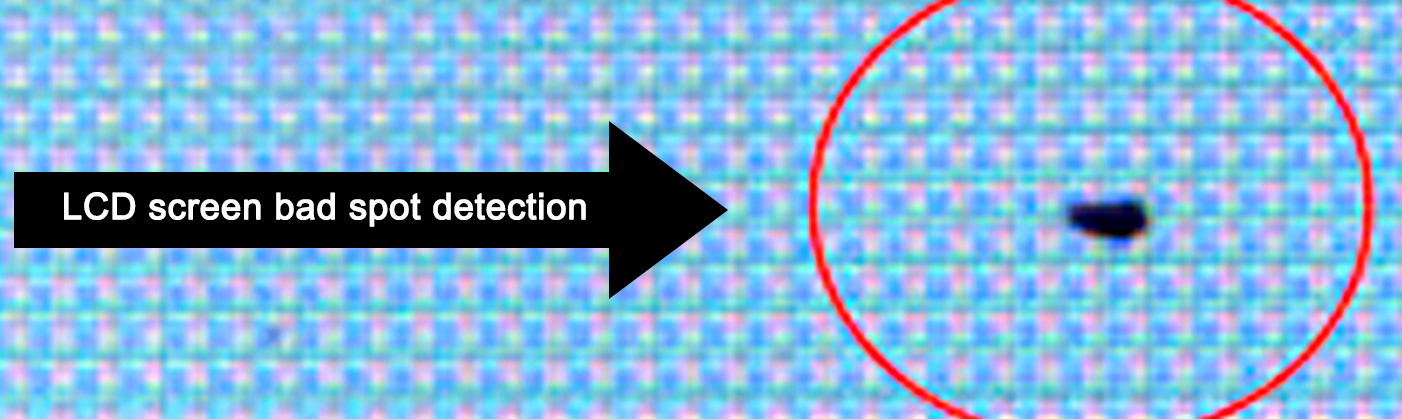
Inspekcja w sieci: zarządzanie zmiennością napięcia, ciągłością szwu oraz lokalizacją wad w czasie rzeczywistym
Podczas pracy z ciągłymi materiałami w postaci taśmy, takimi jak papier, folie plastyczne, folie metalowe lub tkaniny, wybór odpowiednich kamer skanujących liniowo sprowadza się do trzech głównych kwestii, które mają największe znaczenie na linii produkcyjnej. Pierwszym wyzwaniem są zmiany prędkości spowodowane fluktuacjami napięcia w całym procesie. Aby sobie z tym poradzić, systemy muszą być wyposażone w sterowniki adaptacyjne działające z częstotliwością co najmniej 20 kHz oraz pętle sprzężenia zwrotnego z enkoderem, dzięki czemu obrazy pozostają zsynchronizowane piksel po pikselu na całej szerokości taśmy. Drugim aspektem jest bezszwowe łączenie kolejnych linii obrazu, co wymaga starannego nakładania się macierzy pikseli. Producentom zazwyczaj udaje się osiągnąć synchronizację lepszą niż jeden mikrosekunda, zapewniając ciągłość końcowych wyników inspekcji. Trzecim czynnikiem jest wykrywanie wad w czasie rzeczywistym – zależy ono w dużej mierze od mocy przetwarzania wbudowanego w kamerę. Wiele nowoczesnych systemów wykorzystuje obecnie układy FPGA do przyspieszenia podstawowych zadań analizy obrazu, takich jak wykrywanie progowe, umożliwiając zidentyfikowanie problemów już po zaledwie pięciu milisekundach, zanim produkt zostanie odrzucony. Ostatnie badania z 2023 roku wykazały, że przejście z technologii skanowania powierzchniowego na skanowanie liniowe poprawiło wskaźnik wykrywania wad o prawie 92% przy prędkościach taśmy wynoszących osiem metrów na sekundę – dlatego coraz więcej konwerterów dokonuje obecnie tego przejścia.
Skanowanie części cylindrycznej: mapowanie rozdzielczości kątowej, wyrównanie enkodera obrotowego oraz pułapki zniekształceń pola widzenia
Przy pracy z elementami obrotowymi, takimi jak butelki, łożyska lub wały samochodowe, rozdzielczość kątowa odgrywa kluczową rolę przy doborze odpowiedniego czujnika do danego zadania. Podstawowy wzór wygląda mniej więcej następująco: N = π × średnica / (obr/min × 60 × wymagana rozdzielczość przestrzenna). Dokładne określenie tych wartości ma znaczenie, ponieważ nieprawidłowo zainstalowane enkodery obrotowe mogą powodować problemy. W około połowie przypadków takie nieprawidłowości prowadzą do zniekształceń radialnych przekraczających 15%, dlatego wielu techników najpierw sprawdza swoje ustawienie za pomocą sygnałów kwadraturowych. Inną kwestią wymagającą uwagi jest zniekształcenie optyczne. Standardowe obiektywy mają tendencję do zniekształcania obrazów na zakrzywionych brzegach, co powoduje tzw. zniekształcenie beczkowate. Dlatego też w niektórych zastosowaniach stosuje się zamiast nich optykę telecentryczną, która utrzymuje błędy pomiarowe poniżej 0,1% w całym obszarze widzenia. W przypadku inspekcji wałów samochodowych, gdzie problemem jest odbłysk, przejście od czujników 8-bitowych do 12-bitowych przynosi istotną różnicę. Większość warsztatów zgłasza spadek liczby fałszywych odczytów o około 70% po modernizacji, choć wyniki mogą się różnić w zależności od konkretnych warunków.
Kamera skanująca liniowo vs. kamera skanująca powierzchniowo: Kiedy wybrać każdą z nich, aby osiągnąć optymalny zwrot z inwestycji (ROI)
Pięć decydujących scenariuszy, w których kamera skanująca liniowo zapewnia nieosiągalną wydajność i efektywność kosztową
Chociaż kamery skanujące powierzchniowo pozostają optymalnym wyborem do inspekcji dyskretnych, nieruchomych lub niskoprędkościowych obiektów, technologia skanowania liniowego zapewnia lepszą wydajność – oraz wyższy zwrot z inwestycji (ROI) – w pięciu przemysłowych kontekstach o wysokim natężeniu produkcji:
- Inspekcja materiałów taśmowych w wysokiej prędkości (papier, folia, błony), gdzie rozmycie ruchu utrudnia dokładność kamer skanujących powierzchniowo; kamera skanująca liniowo rejestruje bezdeformowane jednowymiarowe przekroje z częstotliwością przekraczającą 70 kHz, umożliwiając płynne obrazowanie na skalach kilometrowych.
- Monitorowanie pasków metalowych podczas gorącego walcowania, gdzie dryf termiczny i drgania konstrukcyjne wymagają synchronizacji ze stroboskopem lub enkoderem, aby zachować rejestrację z dokładnością mniejszą niż jeden piksel.
- Produkcją tekstyliów inspekcja tkanin
- 360° inspekcja obracających się części cylindrycznych , gdzie mapowanie rozdzielczości kątowej umożliwia wykrywanie wad na poziomie mikronów przy prędkościach przekraczających 2000 obr./min.
- Skanowanie obszarów o dużej powierzchni (panele słoneczne, kompozyty lotnicze i kosmiczne), gdzie skanowanie liniowe eliminuje konieczność kosztownej wielokrotnej kalibracji i wyrównania wielu kamer.
W tych zastosowaniach systemy skanowania liniowego obniżają koszty sprzętu i integracji o 30–60%, a także zmniejszają liczbę fałszywych odrzutów – często spowodowanych artefaktami ruchu w systemach skanowania obszarowego – o około 15%. Ich skalowalność oraz architektura oparta na jednym czujniku zapewnia zwrot z inwestycji w ciągu 8–12 miesięcy w środowiskach produkcyjnych o wysokiej wydajności.

Gotowi do wybrania odpowiedniej kamery skanującej liniowo do swojego zastosowania przemysłowego?
Odpowiednia kamera skanująca liniowo stanowi podstawę niezawodnej, wysokoprędkościowej kontroli przemysłowej — żaden algorytm ani oprogramowanie nie mogą zrekompensować nieodpowiedniego doboru kamery pod kątem prędkości taśmy, wymagań dotyczących rozdzielczości lub środowiska produkcyjnego. Dostosowując częstotliwość skanowania liniowego, rozdzielczość czujnika, synchronizację z enkoderem oraz projekt optyczny do konkretnego zastosowania, będziesz odblokuj bezszczelinową inspekcję z dokładnością do mikrona, zmniejsz liczbę fałszywych odrzutów oraz osiągnij mierzalny zwrot z inwestycji (ROI) w swojej operacji produkcyjnej.
W przypadku rozwiązań przemysłowych kamer skanujących liniowo dostosowanych do Twoich zastosowań w kontroli taśmy, skanowaniu cylindrycznym lub obrazowaniu dużego formatu, bądź też przy budowie pełnego, zintegrowanego systemu wizji maszynowej z uzupełniającymi źródłami światła, obiektywami oraz narzędziami synchronizacji z enkoderem (jak oferuje HIFLY), skorzystaj z usług dostawcy posiadającego głębokie doświadczenie w dziedzinie przemysłowej wizji maszynowej. HIFLY 15-letnie doświadczenie obejmuje wysokoprędkościowe kamery skanujące liniowo z interfejsem 10 GigE i rozdzielczością 8K, systemy wielospektralne oraz kompleksowe rozwiązania inspekcyjne dla przemysłu – wsparte certyfikatem ISO 9001:2015, ponad 30 patentami wynalazczymi oraz obsługą ponad 2500 klientów w ponad 30 krajach. Skontaktuj się z nami już dziś, aby umówić się na bezpłatną konsultację pozwalającą dobrać idealną kamerę skanującą liniowo do Twojej operacji.





