

Dlaczego oświetlenie w systemach widzenia maszynowego decyduje o dokładności kontroli
Podstawowa rola oświetlenia w systemach wizyjnych maszyn w jakości obrazu
W jaki sposób oświetlenie bezpośrednio wpływa na stosunek sygnału do szumu i wierność przestrzenną
Oświetlenie to nie tylko dodatkowy szczegół przy uzyskiwaniu dobrych obrazów do inspekcji wizyjnych maszynowych. Stanowi ono podstawę właściwego działania tych systemów. Poprawne dobranie oświetlenia znacząco zwiększa stosunek sygnału do szumu (SNR), ponieważ dobre oświetlenie redukuje zakłócenia zewnętrzne i jednocześnie wyraźniej uwypukla cechy analizowanych obiektów. Dzięki takiej precyzji maszyny potrafią wykrywać drobne wady, które w przeciwnym razie zostałyby przeoczone — na przykład niemal niewidoczne pęknięcia w elementach metalowych lub mikroskopijne cząstki brudu na narzędziach chirurgicznych. Te problemy po prostu „znikają”, gdy warunki oświetlenia są niewłaściwe. Zgodnie z badaniami branżowymi około 70% wszystkich niepowodzeń inspekcji w zakładach produkcyjnych wynika właśnie z błędnie dobranego oświetlenia. Niedostateczne lub niewłaściwe oświetlenie powoduje powstawanie dziwnych cieni i fałszywych konturów, które dezorientują oprogramowanie komputerowe, sprawiając, że błędnie rozpoznaje one usterki tam, gdzie ich w rzeczywistości nie ma. Dlatego producenci muszą inwestować w rozwiązania oświetleniowe zapewniające jednolite i skoncentrowane oświetlenie. Takie podejście gwarantuje, że każdy obraz przechwytywany w trakcie produkcji zachowuje stałą jakość i dokładność od jednej serii do drugiej.
Dlaczego oświetlenie – a nie algorytmy – jest głównym wąskim gardłem dokładności wykrywania wad
Choć zaawansowane algorytmy przyciągają uwagę, to właśnie oświetlenie pozostaje kluczowym ograniczeniem w systemach wykrywania. Żadna sieć neuronowa typu convolutional (CNN) nie jest w stanie odzyskać obrazów o niewystarczającej kontraście lub z detalami zatłoczonymi przez odbłyski. Na przykład:
|
Czynnik |
Ograniczenia oświetlenia |
Ograniczenia algorytmu |
|
Odbiciowość powierzchni |
Powierzchnie lustrzane powodują odbłyski, które zacieniają wady |
Wymaga intensywnego szkolenia z użyciem danych przeciwnych (adversarial training) |
|
Próg kontrastu |
Jest podstawowy dla widoczności wad w momencie ich przechwytywania |
Przetwarzanie po fakcie nie może stworzyć brakujących danych |
|
Dryft warunków środowiskowych |
Zmiany światła otoczenia wymagają ponownej kalibracji |
Kompensuje w sposób niespójny pomiędzy partiami |
W przeciwieństwie do algorytmów działających iteracyjnie, niedostateczne oświetlenie generuje dane wejściowe, których nie da się odzyskać – luka, którą żaden program nie jest w stanie zapełnić. Badania przemysłowe wykazują, że nieprawidłowa konfiguracja oświetlenia powoduje 3–5 razy więcej wyników fałszywie negatywnych niż błędy algorytmiczne podczas inspekcji butelkowania o dużej prędkości. Operatorzy, którzy priorytetowo optymalizują oświetlenie, osiągają trwałe poprawy dokładności tam, gdzie dostrajanie algorytmów napotyka malejące korzyści.
Strategiczne techniki oświetlania: dopasowanie geometrii światła do celów inspekcji
Metody oświetlania czołowego (jasne pole, koaksjalne, światło pierścieniowe) dla kontrastu wad powierzchniowych
Gdy źródła światła są umieszczone prostopadle do powierzchni docelowej, ułatwia to wykrywanie wad, ponieważ w ten sposób kontroluje się poziom kontrastu. Oświetlenie typu bright field (jasne pole) doskonale sprawdza się przy wykrywaniu zadrapań, wgnieceń i brudu, ponieważ odbija światło równomiernie na płaskich obszarach. Technika oświetlenia współosiowego jest zgodna z osią kamery, co pozwala pozbyć się tych uciążliwych cieni, które pojawiają się na lśniących materiałach, takich jak części metalowe lub gładkie elementy plastikowe. Światła pierścieniowe otaczają same obiektywy, zapewniając dobre oświetlenie przy inspekcji przedmiotów o nieregularnym kształcie lub teksturze. Wszystkie te różne metody oświetlenia pomagają poprawić stosunek sygnału do szumu, dzięki czemu niewielkie zmiany w wyglądzie powierzchni stają się bardziej widoczne. Na przykład przy kontroli płytek PCB światła pierścieniowe potrafią wykryć drobne wady lutowania, tworząc odpowiednią ilość cienia, która podkreśla niedoskonałości. Również prawidłowy dobór kątów ma znaczenie, ponieważ poprawne ustawienie zapewnia, że obserwowane wady są rzeczywistymi usterekami, a nie efektami optycznymi spowodowanymi nieodpowiednim oświetleniem.
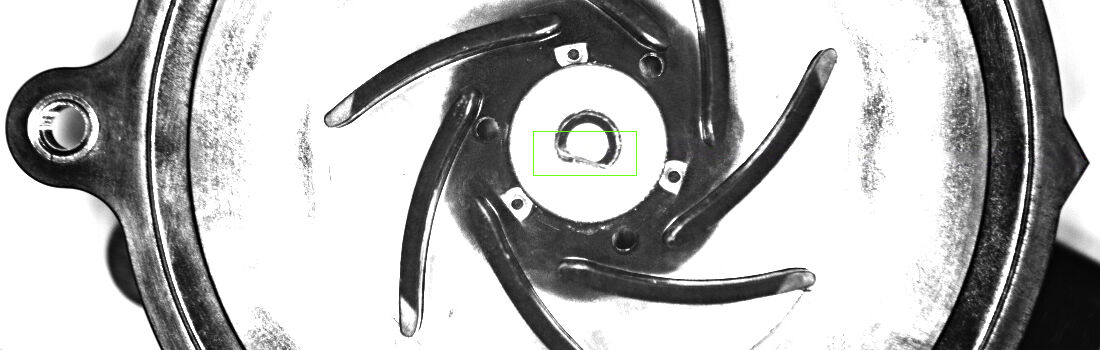
Metody oświetlenia od tyłu (pole ciemne, sylwetka) do precyzyjnej analizy krawędzi i wymiarów
Podczas stosowania technik pola ciemnego obiekty są oświetlane pod kątami od 25 do 75 stopni, co ułatwia wykrywanie drobnych wad krawędzi i cech powierzchni, które standardowe oświetlenie po prostu przeocza. W tym przypadku światło odbija się od mikropęknięć, drobnych zadziorów czy nawet śladów grawerunku, pozostawiając gładkie obszary ciemnymi. W przypadku oświetlenia konturowego z tyłu, inżynierowie umieszczają silne źródła światła za elementem przepuszczającym światło, tworząc ostre zarysy, które znacznie ułatwiają dokładny pomiar wymiarów. Można o tym myśleć jako o sprawdzaniu gwintów łączników lub zapewnieniu prawidłowego ustawienia płytek półprzewodnikowych. Połączenie tych dwóch podejść w jednym systemie inspekcyjnym zmniejsza liczbę błędnych odrzuceń o około 40 procent w porównaniu z zastosowaniem tylko jednej techniki. Jak inżynierowie dobierają odpowiednie kąty? Otóż analizują stopień odbicia światła dla różnych materiałów. Lśniące metale wymagają mniejszych kątów, podczas gdy matowe plastiki lepiej sprawdzają się przy bardziej stromych kątach oświetlenia.
Oświetlenie do maszynowego widzenia uwzględniające właściwości materiału: długość fali, odbijalność i fizykę oddziaływania
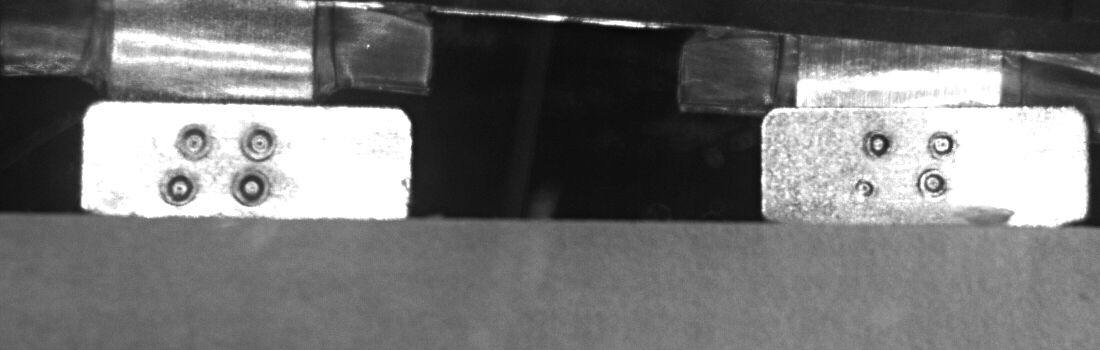
Wybór optymalnych długości fal na podstawie zachowania pochłaniania, odbicia i fluorescencji
Uzyskiwanie dobrych wyników z oświetlenie widowiskowe właściwie sprowadza się do wybrania odpowiednich długości fal na podstawie tego, jak różne materiały oddziałują ze światłem. Większość materiałów pochłania określone kolory światła i odbija inne. Ciemne powierzchnie mają tendencję do silnego pochłaniania światła niebieskiego o długości fali około 450 nanometrów, co faktycznie pomaga w tworzeniu wyraźnych kontrastów defektów, które potrzebujemy do wykrywania problemów. Jednak w przypadku lśniących metali sytuacja staje się trudniejsza, ponieważ odbijają one bardzo dużo światła. Dlatego dłuższe fale czerwone o długości około 660 nm działają tutaj lepiej, zmniejszając niepożądane odblaski. Istnieją również materiały fluorescencyjne, które wymagają specjalnego podejścia. Te materiały ujawniają swoje prawdziwe kolory jedynie pod wpływem światła UV o długości fali 365 nm, dzięki czemu niewidoczne zanieczyszczenia lub pęknięcia stają się widoczne gołym okiem. Zrozumienie tego, jak różne materiały reagują na różne długości fal świetlnych, jest zasadniczo kluczowe dla każdego pracującego z systemami wizji maszynowej.
|
Długość fali |
Odpowiedź materiałowa |
Korzyści z inspekcji |
|
UV (365 nm) |
Emisja fluorescencyjna |
Wykrywa niewidoczne pozostałości/pęknięcia |
|
Niebieski (450 nm) |
Wysokie pochłanianie na ciemnych powierzchniach |
Zwiększa widoczność zadrapań/wgnieceń |
|
Czerwony (660 nm) |
Niska absorpcja na metalach |
Redukuje odblaski na polerowanych powierzchniach |
|
IR (850 nm) |
Głębokie przenikanie materiału |
Inspekcja struktur wewnętrznych |
Precyzyjne dostrajanie długości fali poprawia wskaźnik wykrywania defektów o nawet 40% w porównaniu z oświetleniem szerokopasmowym — przekształca interakcje foton-materiał w wiarygodne, działaniowe dane.
Zapewnienie niezawodności: jednolitość, ograniczanie odbłysków i stabilność koloru w warunkach produkcyjnych
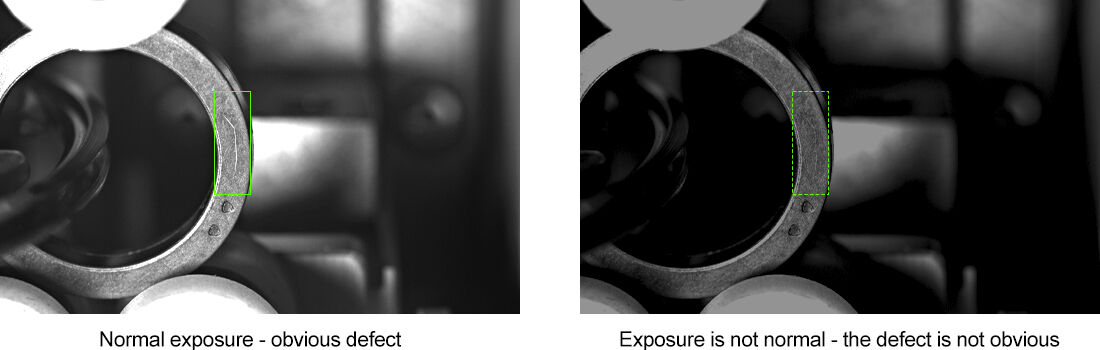
Ilościowa ocena wpływu nieregularnego oświetlenia na wskaźnik fałszywych odrzuceń
Niejednorodne oświetlenie powoduje poważne niespójności pomiarowe w zautomatyzowanych inspekcjach. Wahania natężenia światła nawet o 15% w obrębie pola widzenia wyzwalają fałszywe odrzucenia poprzez wprowadzanie pozornych cieni lub refleksów.
- Rzeczywiste wady pozostają niezauważone w strefach niedoświetlenia
- Dopuszczalne odmiany powierzchni są błędnie klasyfikowane jako wady w strefach prześwietlenia
Wymusza to niepotrzebne przestoje produkcji w celu weryfikacji. Dane Instytutu Ponemona wykazują bezpośredni związek korelacyjny: każde obniżenie jednorodności oświetlenia o 10% powoduje wzrost liczby fałszywych odrzuceń o 15%, co generuje roczne koszty ponad 740 tys. USD na ponowną obróbkę i przestoje. Stabilizacja natężenia światła na różnych materiałach oraz w różnych warunkach eksploatacyjnych jest zatem niezbędna do wiarygodnego i powtarzalnego wykrywania wad.
Gotowi podnieść dokładność swoich inspekcji dzięki odpowiedniemu oświetleniu?
Oświetlenie do maszynowego widzenia stanowi podstawę niezawodnego wykrywania wad. Żaden algorytm nie jest w stanie zrekompensować słabej iluminacji. Dobierając geometrię światła, długość fali oraz jednolitość oświetlenia odpowiednio do właściwości materiałów i celów aplikacji, uzyskasz spójne i opłacalne rezultaty.
Aby uzyskać rozwiązania oświetleniowe przemysłowe dostosowane do konkretnego zastosowania lub połączyć oświetlenie z komplementarnymi kamerami do maszynowego widzenia (takimi jak oferowane przez HIFLY), skontaktuj się z dostawcą posiadającym solidne doświadczenie przemysłowe. Doświadczenie HIFLY obejmuje 15 lat działalności w zakresie oświetlenia, kamer oraz zintegrowanych systemów. Skontaktuj się z nami już dziś, aby umówić się na bezpłatną konsultację mającą na celu zoptymalizowanie Twojego układu oświetleniowego.





