

Escolhendo Iluminação para Visão Computacional: LED vs. Coaxial para Requisitos Diferentes de Tarefas de Inspeção
Escolhendo Iluminação para Visão Computacional: LED vs. Coaxial para Requisitos Diferentes de Tarefas de Inspeção
Por que a Seleção de Iluminação Define o Sucesso da Inspeção Industrial Luzes de visão são a base da inspeção de precisão – não meros acessórios. Para profissionais de manufatura, as escolhas de iluminação impactam diretamente as taxas de detecção de defeitos, a precisão das medições e o throughput da produção. Escolher entre versatilidade Iluminação LED e especializadas iluminação coaxial pode determinar se arranhões microscópicos em dispositivos médicos ou códigos embossados em embalagens se tornam visíveis para seu sistema de visão. Na HIFLY, observamos clientes automotivos e de eletrônicos enfrentando recalls custosos quando iluminação genérica oculta falhas críticas. Adaptar a tecnologia à sua tarefa específica não é opcional; é fundamental para o ROI.
Métricas Críticas de Desempenho para Compradores Industriais
Ao avaliar luzes de visão, decisores B2B priorizam:
- Capacidade de Detecção de Defeitos Iluminação subótima pode esconder rachaduras finas em superfícies metálicas ou códigos Data Matrix suaves. A iluminação otimizada para a tarefa aumenta o contraste para minimizar escapamentos.
- Durabilidade Ambiental Linhas de montagem de alta vibração ou fábricas de semicondutores em salas limpas exigem designs robustos com vedação classificada como IP contra poeira e entrada de líquido de resfriamento.
- Flexibilidade de Integração Retrofit de produção muitas vezes requerem fatores de forma compactos. Luzes coaxiais economizam espaço em células robóticas, enquanto arrays modulares de LEDs acomodam peças de trabalho irregulares.
- Economia Operacional Considerações de TCO a longo prazo vão além do preço inicial. LEDs geralmente oferecem mais de 50.000 horas de vida útil com menor consumo de energia em comparação com sistemas coaxiais especializados.

Correspondência Precisa: LED vs. Coaxial para Tarefas Específicas da Indústria
Quando a Iluminação LED Oferece Valor Máximo
A equipe de engenharia da HIFLY confirma LED Solutions sobressaem nestes cenários:
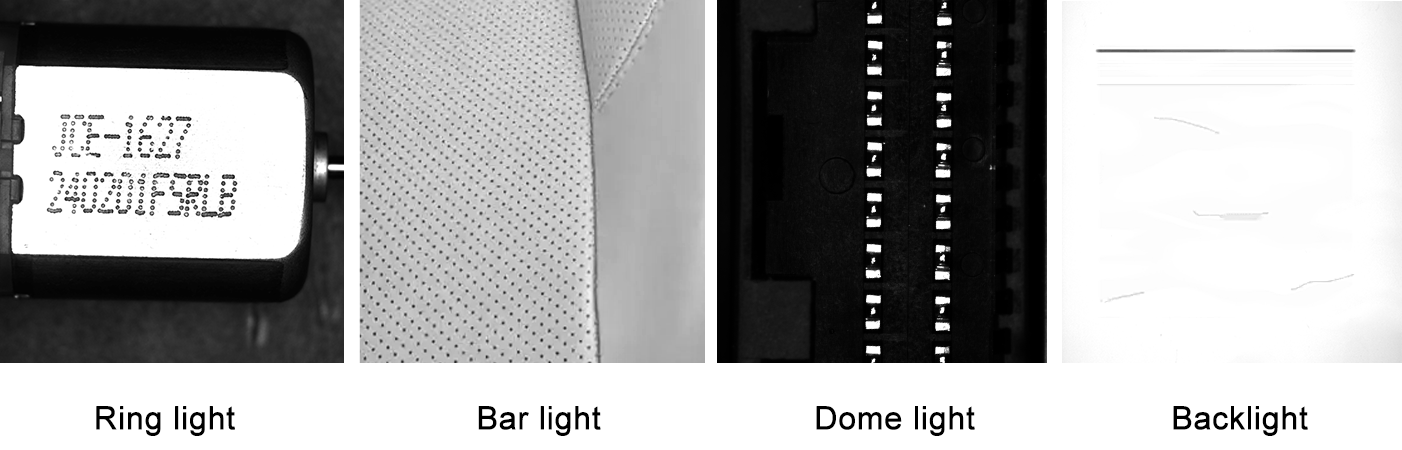
- Leitura de Caracteres/Códigos Luzes anelares difusas fornecem iluminação sem sombras para OCR/DPM em embalagens farmacêuticas ou componentes de PCB. Um fabricante de dispositivos médicos reduziu os erros de leitura em 40% usando controle de intensidade programável.
- Inspeção de Textura Luzes de barras anguladas destacam variações de grão em assentos de couro ou acabamentos moldados por injeção. Sombras direcionais revelam marcas de afundamento invisíveis sob luz ambiente.
- Verificação de Montagem de Alta Velocidade Luzes domo permitem a imagem a >200fps para verificações de presença de peças automotivas. Difusão uniforme elimina reflexos brilhantes nos conectores.
- Inspeção de Embalagens Transparentes Luzes de fundo difusas expõem imperfeições de selagem em sachês de alimentos/bebidas através do contraste de silhueta.
Onde a Iluminação Coaxial se Torna Essencial
Iluminadores coaxiais resolvem desafios únicos nas indústrias de precisão:
- Detecção de Defeitos em Metais Reflexivos Ao alinhar a iluminação com o eixo da câmera, luzes coaxiais transformam o ofuscamento em peças automotivas usinadas em luz utilizável – revelando arranhões sub-micrônicos como características escuras.
- Inspeção de Wafers Semicondutores A contaminação por partículas em silício polido aparece com >90% de contraste sob feixes coaxiais, crítico para melhoria do rendimento.
- Controle de Qualidade de Vidro de Display Micro-rachaduras na tela de smartphones absorvem a iluminação coaxial, aparecendo como defeitos nítidos contra fundos brilhantes.
- Inspeção Cosmética de Plástico com Acabamento Espelhado Linhas de fluxo no acabamento brilhante das peças automotivas tornam-se visíveis sem interferência de pontos quentes.
Estratégias de Customização para Necessidades Industriais Complexas
Ambientes de produção muitas vezes exigem configurações personalizadas de iluminação de visão:
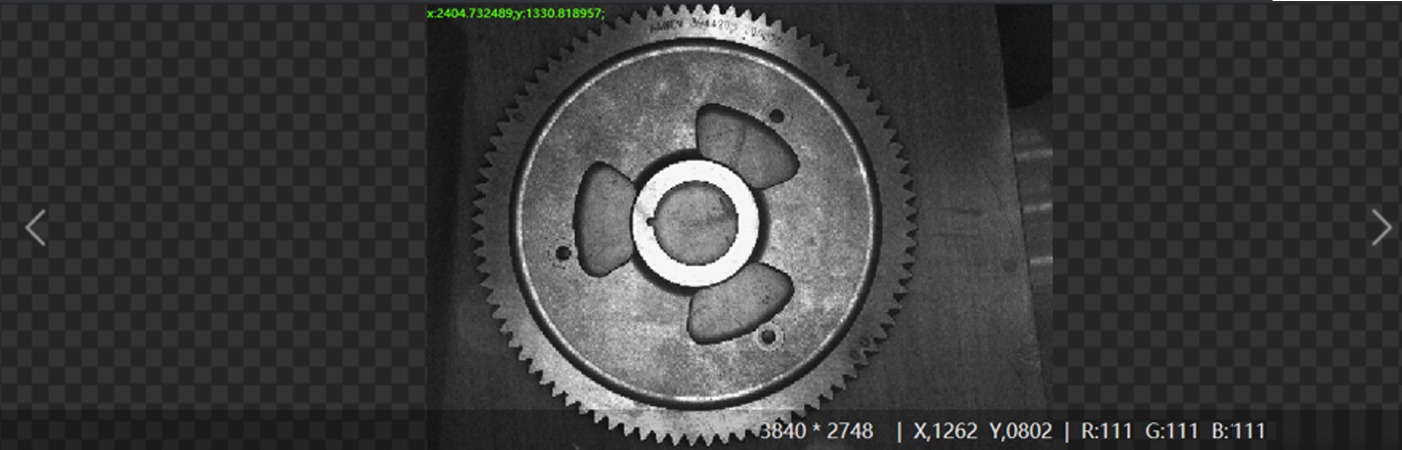
Arquiteturas de Iluminação Híbrida A combinação das tecnologias coaxial e LED pode resolver tarefas multifacetadas. Um fabricante de engrenagens capturou simultaneamente as dimensões do perfil dos dentes (via retroiluminação LED) e defeitos de polimento na superfície (via coaxial) em uma única estação.
Engenharia Específica para Aplicações Superfícies não planas podem requerer:
- Difusores personalizados para inspeção de vidro curvo
- Matrizes LED multicolor detectando espessura de revestimento
- Controladores estroboscópicos sincronizados com esteiras de alta velocidade
Integração de Controle Inteligente Sistemas de visão alcançam consistência através de:
- Ajuste de intensidade vinculado a PLC, compensando variações ambientais
- Protocolos de iluminação baseados em receitas armazenados em bancos de dados MES
- Sequências de calibração automatizadas minimizando o tempo de inatividade na configuração
Tecnologias de Iluminação com Visão Pronta para o Futuro
Avanços que aprimoram a utilidade industrial incluem:
- Controladores de Iluminação com IA Adaptativa Ajustes de intensidade/ângulo auto-otimizáveis em resposta à variabilidade da superfície
- Sistemas de Imagem Multi-Espectrais LEDs UV/IR revelando propriedades de materiais subsuperficiais invisíveis sob luz visível
- Projetos Compatíveis com Energia Arquiteturas de baixo consumo atendendo aos objetivos de sustentabilidade ISO 50001 sem comprometer a luminância
Sua Tarefa Define Sua Tecnologia Nem LEDs nem iluminação coaxial superam universalmente um ao outro – o sucesso está na alinhamento preciso com os requisitos de inspeção. Para verificação de PCB, defeitos em tecidos ou falhas em embalagens, LED Solutions oferecem desempenho flexível e de custo eficiente. Ao enfrentar metais polidos, wafers de semicondutor ou vidro de display, iluminação coaxial torna-se indispensável para a revelação de defeitos.
Na HIFLY, projetamos luzes de visão como ferramentas de resolução de problemas. Ao enviar componentes de amostra para testes de aplicação gratuitos , fabricantes evitam suposições teóricas e implementam configurações de iluminação validadas empiricamente. A inspeção industrial não se trata de encontrar as "mais brilhantes" luzes – é sobre projetar condições fotônicas onde os defeitos perdem seus esconderijos.





