

Лучшие решения камер машинного зрения для автоматизированного контроля качества
Как производительность камер машинного зрения определяет точность инспекции
Разрешение и плотность пикселей: обнаружение дефектов менее миллиметра на скорости производства
Более высокое разрешение означает, что мы можем обнаруживать мельчайшие дефекты, которые меньше миллиметра, иногда всего 1,5 микрометра, поскольку на площади сенсора просто больше пикселей. Однако одного высокого разрешения недостаточно. Для наиболее эффективного анализа с помощью ИИ изучаемые признаки должны занимать около 5–10 пикселей. Это создаёт оптимальный баланс, при котором захватывается достаточно деталей без чрезмерного замедления обработки. Превышение этого диапазона лишь ускоряет накопление данных, не улучшая при этом способность отличать годные детали от бракованных, что может замедлить работу производственной линии. Современные CMOS-датчики с глобальной затворной функцией хорошо попадают в эту зону: они обеспечивают распознавание дефектов с точностью около 99 % и при этом успевают обрабатывать сотни изделий каждую минуту. Наиболее важным фактором является не столько количество мегапикселей камеры, сколько правильное соотношение числа пикселей к самым мелким деталям, которые необходимо различить, и скорости движения конвейера.
Частота кадров и синхронизация запуска: устранение размытости движения на высокоскоростных линиях
Размытость изображения из-за движения по-прежнему является основной причиной пропуска дефектов на быстродействующих производственных линиях, даже если компании устанавливают современные сверхвысокочувствительные датчики. Когда линия работает со скоростью более 1000 деталей в час, камера должна фиксировать каждое изделие менее чем за 20 миллисекунд, чтобы края оставались достаточно чёткими. Здесь на помощь приходят камеры глобального затвора, синхронизированные с энкодером. Эти камеры синхронизируют время экспозиции с положением детали на конвейерной ленте, что позволяет поддерживать уровень обнаружения около 98,5 % даже на максимальной скорости. Разница по сравнению с устаревшими системами без синхронизации очень значительна. На предприятиях автопроизводителей и электронного монтажа количество ложных срабатываний снижается примерно на 80 % после модернизации. Это вполне логично, поскольку в этих отраслях работают с компонентами, размеры которых измеряются в микронах, и здесь попросту нет места для предположений или ошибок.
Сравнение ведущих платформ машинного зрения для промышленного контроля
Basler ace 2 против FLIR Blackfly S: Сравнительное тестирование в реальных условиях по точности, стабильности и поддержке SDK
Серия Basler Ace 2 использует отличные сенсоры Sony Pregius, которые действительно обеспечивают воспроизводимость измерений менее чем в 0,1 пикселя, даже если вокруг присутствуют различные промышленные вибрации. Кроме того, эти камеры демонстрируют впечатляющую стабильность усиления, оставаясь в пределах ±0,05 процента при изменениях температуры до 15 градусов Цельсия. Особенно выделяется их SDK Pylon, отлично работающий с роботизированными манипуляторами и сетями ПЛК, что делает камеры идеальными для быстро движущихся производственных линий со скоростью более 200 кадров в секунду. С другой стороны, модели FLIR Blackfly S имеют свои особенности благодаря собственной технологии обработки изображений, которая снижает артефакты движения примерно на 40% на сверхбыстрых конвейерах. И не стоит забывать о SDK Spinnaker, поддерживающем несколько языков программирования, включая Python, C# и .NET. Обе системы камер без проблем справляются с задачами инспекции полупроводниковых пластин и деталей аккумуляторов электромобилей, однако различия проявляются в определённых условиях. Basler, как правило, показывает лучшие результаты по тепловой и механической устойчивости при использовании в крупных масштабах, тогда как FLIR превосходит в условиях крайне слабого освещения, обеспечивая отличные результаты даже при уровнях освещённости ниже 0,1 люкс.
Умные камеры (Cognex Insight, Keyence CV-X) против систем машинного зрения на базе ПК
Умные камеры от таких брендов, как Cognex Insight и Keyence CV-X, действительно ускоряют процессы. Для простых измерений такие устройства могут быть запущены менее чем за два дня, поскольку они оснащены встроенными процессорами и уже содержат программирование типичных дефектных шаблонов. Кроме того, они экономят около 30% расходов на проводку при использовании в отдельных рабочих местах, что особенно важно на производствах, где каждый сантиметр имеет значение. С другой стороны, компьютерные системы, подключённые к мощным серверам с GPU, обеспечивают производителям примерно в пять раз большую вычислительную мощность для более сложных задач, таких как выявление незаметных дефектов поверхности, трёхмерное измерение объектов с нескольких углов или корректировка моделей во время выполнения операций. Такие комплекты позволяют компаниям одновременно управлять более чем пятьюдесятью различными продуктами по сетям с несколькими камерами — что становится абсолютно необходимым при работе с разнообразными сериями производства. Конечно, умные камеры упрощают начало внедрения контроля качества, но компьютерные системы невозможно превзойти, когда речь идёт о масштабировании вместе с растущими потребностями бизнеса, быстрой адаптации алгоритмов и выполнении серьёзных вычислительных задач.
Как выбрать подходящую камеру машинного зрения для вашей задачи контроля качества
Практическая методика принятия решения: согласование технических характеристик камеры с допусками продукта, скоростью линии и условиями освещения
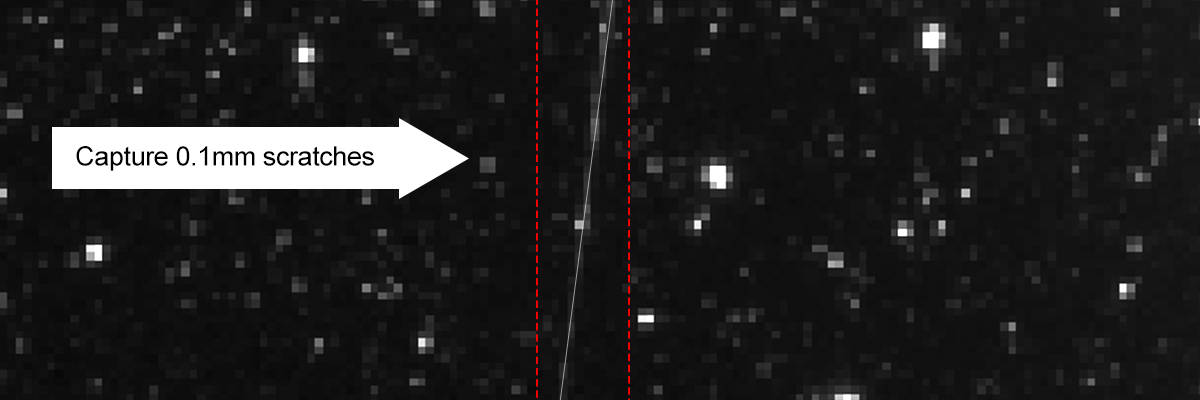
При анализе обнаружения дефектов начните с самого маленького дефекта, который необходимо выявить. Возьмите этот размер, например, царапину 0,1 мм, и разделите его на рекомендуемое в отрасли значение — 3–4 пикселя на элемент. Это даёт нам базовый уровень требований к разрешению. Также важно учитывать скорость конвейера. Если объекты движутся со скоростью более 1 метра в секунду, действительно необходимы датчики с глобальным затвором и частотой кадров выше 120 к/с. А когда производительность превышает 200 единиц в минуту, время экспозиции должно оставаться менее половины миллисекунды, иначе всё будет размыто. Условия освещения представляют собой отдельную проблему. В условиях слабого освещения следует выбирать камеры с квантовой эффективностью выше 75% и динамическим диапазоном свыше 70 дБ, чтобы изображения сохраняли контрастность и чёткость. Следуя такому подходу по трём к в ·области применения помогают гарантировать, что камеры действительно находят эти крошечные дефекты в реальной практике, а не только в теоретических характеристиках. Это позволяет сохранить разумный уровень затрат, не жертвуя надежностью решений, которые работают на производстве день после дня.
Готовы повысить уровень автоматизированного контроля качества?
Не принимайте универсальные камеры, которые пропускают критические дефекты или замедляют конвейр. Решения HIFLY на основе специализированных камер машинного зрения разрабатываются строго под ваши требования контроля качества — будь это обнаружение дефектов размером 1,5 мкм, инспекция более 200 деталей в минуту или работа в тяжелых условиях.
Свяжитесь с HIFLY сегодня для бесплатной консультации: наша команда проанализирует ваш рабочий процесс, порекомендует подходящие спецификации и поставит образец на заказ в течение 3 дней. Давайте построим систему контроля качества, которая масштабируется вместе с вашим бизнесом и обеспечивает точность обнаружения дефектов 99% и выше — каждый раз.





