

Применение машинного зрения для обнаружения дефектов на отражающих поверхностях
В промышленной автоматизированной проверке качества машинное зрение является ключевой технологией для обнаружения дефектов отражающих поверхностей (например, металлов, стекла, полированных пластиков) благодаря высокой эффективности, точности и воспроизводимости. Эти продукты широко применяются в автомобильной, электронной и прецизионной аппаратной промышленности, где поверхностные дефекты напрямую влияют на качество и срок службы изделий. Однако зеркальное отражение от отражающих поверхностей создаёт серьёзные трудности при обнаружении; подавление отражения для точного выявления дефектов является ключевым фактором повышения эффективности обнаружения.
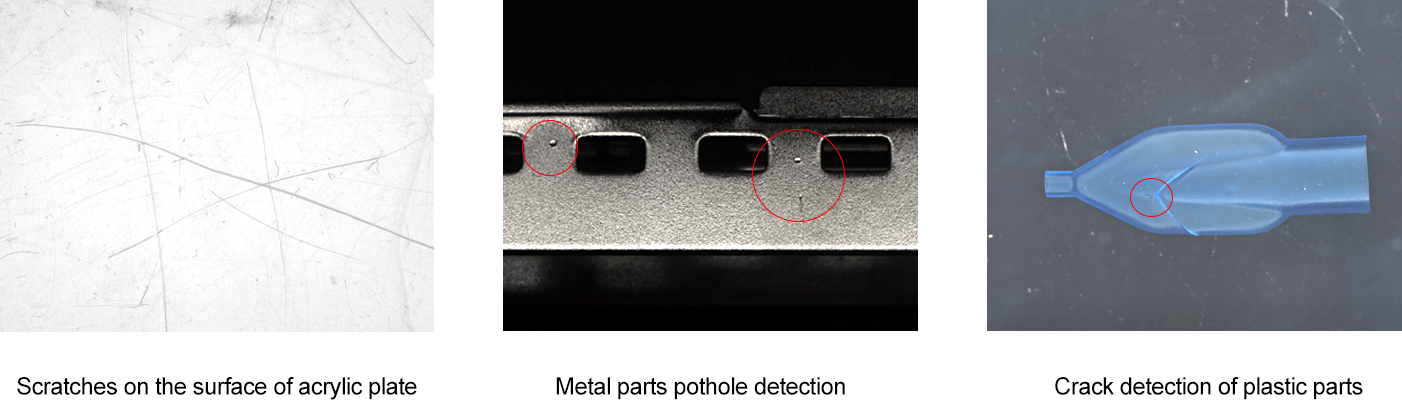
1. Распространённые дефекты при обнаружении на отражающих поверхностях
Отражающие поверхности чувствительны к повреждениям и загрязнениям; к распространённым дефектам относятся:
Царапины: Глубокие царапины (вызванные механическим трением, видимые) и мелкие царапины (вызванные контактом с твёрдыми частицами, незаметные, но вредные для долговечности).
Ямки/выпуклости: Возникают из-за дефектов материала или ударных воздействий, влияют на структурную устойчивость и точность сборки.
Пятна: Масло, отпечатки пальцев или реагенты, мешающие выявлению дефектов и вызывающие ложное обнаружение.
Пятна окисления / различия в цвете: Встречаются часто у металлических изделий и влияют на однородность внешнего вида.
2. Влияние отражения на обнаружение
Зеркальное отражение является основным препятствием и негативно сказывается на точности, эффективности и стабильности обнаружения:
2.1 Снижение точности
Отражённый свет создаёт блики на захваченных изображениях, маскируя тонкие дефекты (например, царапины размером менее 0,1 мм) и приводя к ложному или пропущенному обнаружению.
2.2 Увеличение сложности отладки
Требуется многократная корректировка параметров источника света и положения камеры, что увеличивает временные и трудозатраты; даже незначительные изменения изделия или окружающей среды могут нарушить стабильность системы.
2.3 Снижение эффективности
Съемка изображений под несколькими углами и ручная проверка ложных срабатываний увеличивают время обработки, не позволяя удовлетворить требования высокоскоростного производства.
3. Оптимизация источников света для снижения отражений
Выбор подходящих источников света и методов освещения является ключевым фактором подавления отражений. Распространённые варианты включают:
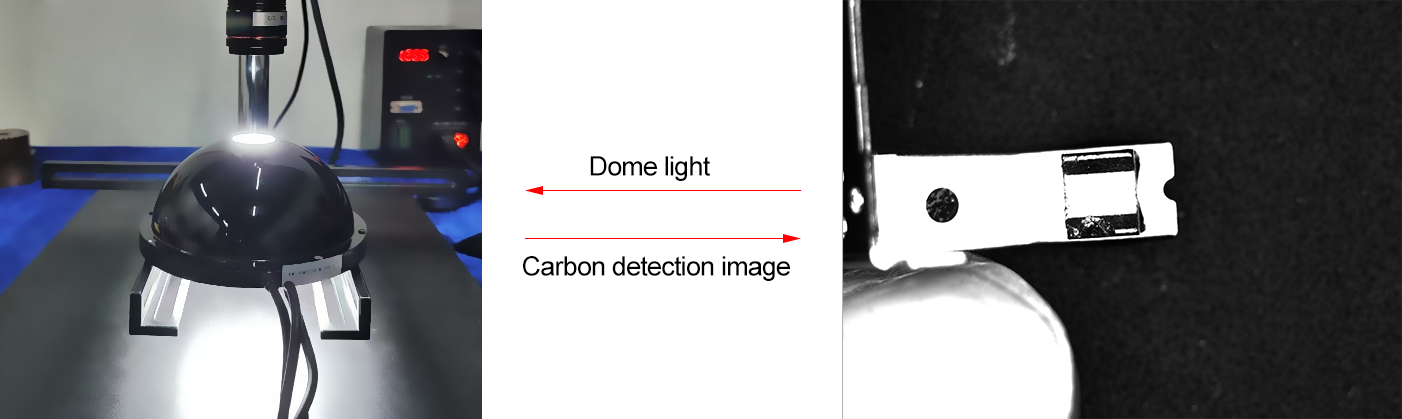
3.1 Рассеянные источники света
Равномерный, мягкий свет снижает зеркальное отражение. Купольные источники света (полукруглые, охватывающие объекты) идеально подходят для небольших деталей: они устраняют блики и выявляют мелкие дефекты.
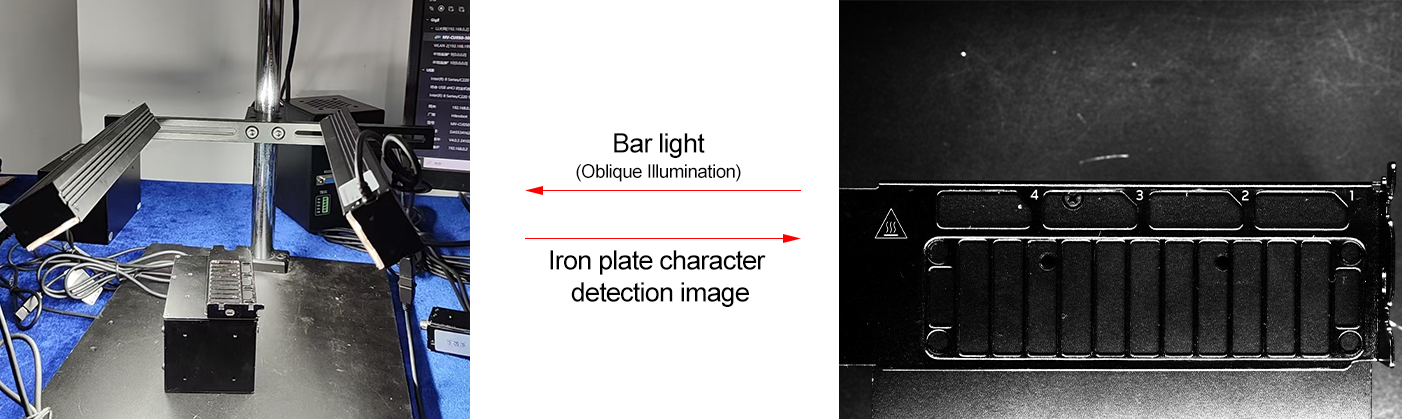
3.2 Наклонное освещение
Установка источников света под небольшим углом (30–60°) позволяет избежать прямого зеркального отражения в камеру, повышая контраст между дефектами (царапинами, ямками) и поверхностью, что делает их более заметными.
3.3 Поляризованные источники света
Поляризаторы фильтруют отражённый свет, пропуская только рассеянный свет от дефектов. Они эффективны при контроле высокоотражающих поверхностей (например, стекла или полированных металлов), значительно снижая интенсивность бликов.
В заключение, выбор подходящих источников света с учетом характеристик продукта имеет решающее значение для решения проблем отражения и обеспечения точного и эффективного обнаружения дефектов на отражающих поверхностях в промышленных условиях. По мере дальнейшего развития технологий машинного зрения и конструкций источников света будущие решения станут более интеллектуальными и адаптивными, что позволит еще больше преодолевать трудности, связанные с обнаружением дефектов на отражающих поверхностях, снижать производственные затраты и способствовать модернизации промышленного контроля качества в направлении повышения точности и автоматизации.





