

Uporaba polarizacijskih kamer pri industrijskem strojnem vidu
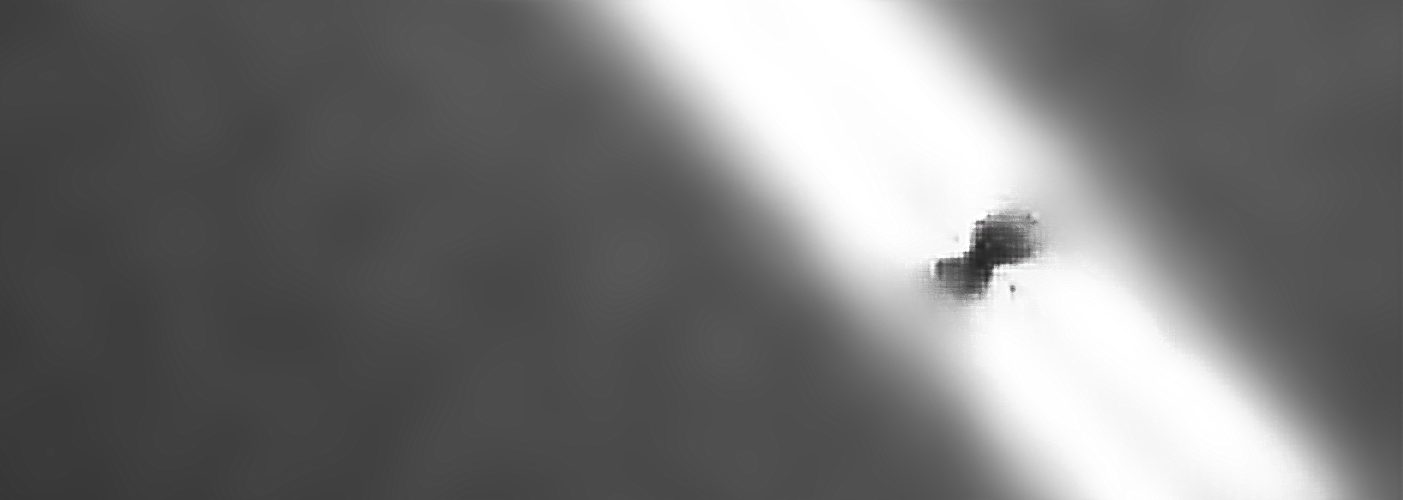
Pri industrijskem vidnem pregledu sta »bleščenje« in »skrite napake« dve glavni požirenski noči za običajne kamere: močni odsevi s površin kovinskih delov naredijo drobne brazgotine »nevidne«, bleščenje na prozornem steklu prikriva notranje mehurčke in sledi napetosti na plastiknih delih so popolnoma neopazne z običajnimi kamerami. Te težave vodijo do tega, da se do 15 % napak spregleda, kar zahteva ročno ponovno preverjanje in močno upočasni proizvodnjo.
Polarizacijske kamere, ki izkoriščajo svojo edinstveno sposobnost »filtriranja polarizirane svetlobe in poudarjanja subtilnih razlik«, delujejo kot »protiblistavi filter + povečevalno steklo za napake« za kamerami. S tem enostavno rešujejo težave, s katerimi se običajne kamere težko spoprijamejo.
Ta članek razčlani osnovne primere uporabe polarizacijskih kamer v industrijskem pregledovanju, pri čemer združuje tehnična načela z dejanskimi primeri, da vam pomaga razumeti, »zakaj lahko odpravijo odseve in razkrijejo napake«.
I. Dve jedrni zmogljivosti« polarizacijskih kamer
Mnogi menijo, da »polarizacijske kamere služijo le za zmanjšanje bleščanja«, vendar pri tem prezrejo njihovo bistveno vrednost, ki leži v »interakciji med polarizirano svetlobo in materiali«. Ti dve zmogljivosti neposredno odpravljata pomanjkljivosti običajnih kamer:
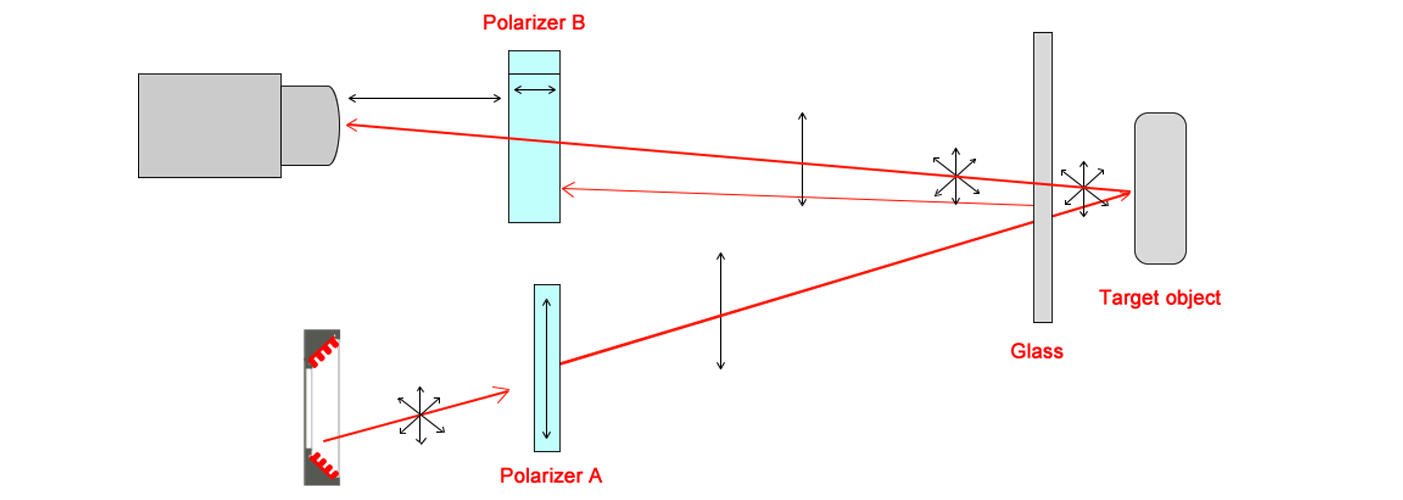
1. »Usmerjeno odpravljanje bleščanja« za odstranitev motenj zaradi odseva/bleščanja: Svetloba, odsevana od gladkih površin, kot so kovina, steklo in plastika, je pogosto »polarizirana svetloba« (svetloba, ki nihaja v eni ravnini). Polarizacijske kamere lahko izločijo polarizirano svetlobo v določenih smereh tako, da prilagodijo kot polarizatorja, kar povzroči, da se odsevna področja »zatemnijo« in da se podrobnosti napak »izpostavijo« (npr. brazgotine na kovini postanejo vidne na mestih odseva).
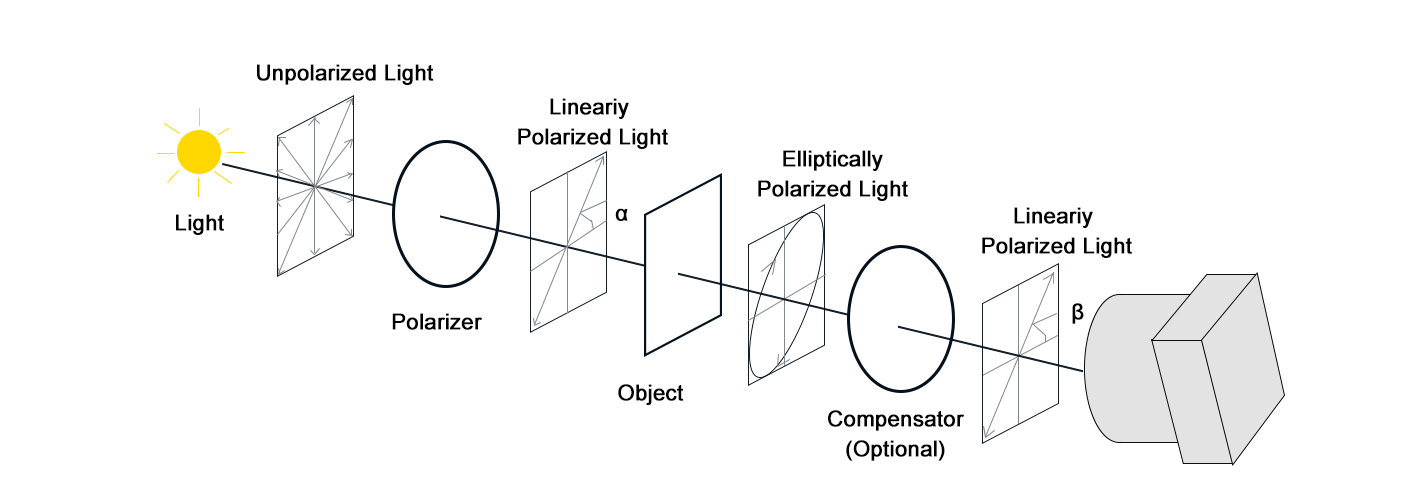
2. "Razkritje skritih lastnosti" za prepoznavanje nevidnih razlik: skrite značilnosti, kot so notranji napetosti v prosojnih komponentah, tekstura plastike ali enakomernost prevleke, povzročijo spremembe v »polarizacijskem stanju« prepuščenega svetlobe (sprememba smeri nihanja). Polarizacijske kamere lahko zajamejo te spremembe in pretvorijo skrite lastnosti v slike z »kontrastom svetlosti« (npr. napetostne oznake na steklu se pojavijo kot obarvane robovi).
Preprosto povedano: prizori, kjer so konvencionalne kamere »oslepljene zaradi bleščanja in ne morejo zaznati skritih napak«, so »glavno bojno polje« polarizacijskih kamer.
II. Osnovni primeri uporabe v industrijskem vizualnem pregledu
Polarizacijske kamere niso »univerzalno orodje«, vendar so njihove prednosti neprecenljive v primerih z »močnim bleščanjem ali potrebo po prepoznavanju skritih lastnosti«, in se konkretno uporabljajo na različnih industrijskih področjih:
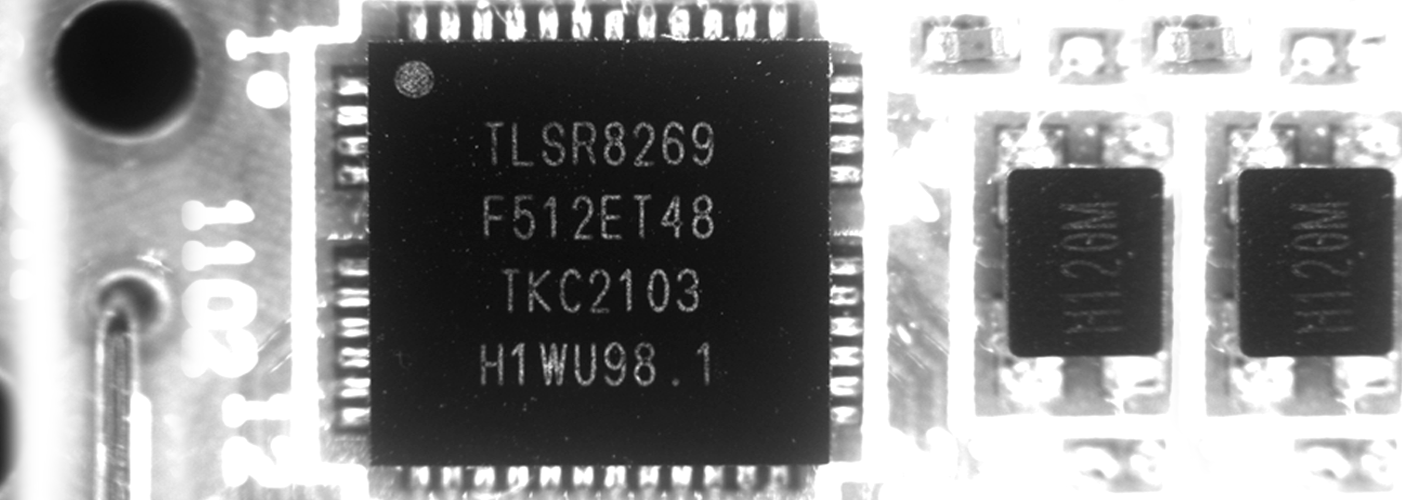
1. Scenarij 1: Pregled napak na površini kovinskih delov – odprava bleščanja za razkritje brazgotin/ugibov
• Bolna točka: Površinske brazgotine, vbočine in žlebe na avtomobilskih delih (npr. motorjih, menjalnikih) ter orodjih (npr. rezalcih, ležajih) so pogosto »pogoltnjene« zaradi svetlih pik, ki nastanejo zaradi močnih odsevov s strani gladkih kovinskih površin pri uporabi konvencionalnih kamer, kar vodi do zgrešenih napak do 20 %. Ročna kontrola zahteva večkratno prilagajanje kotov, da se najdejo manj svetle točke, kar traja približno 5 minut na del, je zelo neučinkovito in nagnjeno napakam zaradi utrujenosti.
• Rešitev s polarizacijsko kamerom:
(1). Tehnično načelo: Odsevi s kovinskih površin so pogosto »linearno polarizirana svetloba«. Z nastavitvijo kota polarizatorja kamere tako, da je pravokoten na smer polarizacije odseva, se lahko filtrira več kot 90 % bleščanja. Svetloba, ki prihaja iz brazgotin/ugibov, se naključno razprši (nepolarizirana) in ni izločena, zato se pojavijo kot »jasne svetle črte/temne točke« na temno ozadju, kar pomeni, da so napake očitne.
(2). Montaža strojne opreme: Uporabite 5 MP linearno polarizirano kamero (nastavljiv kot polarizacije 0–360°) + obročno luč (enakomerna osvetlitev, zmanjša bleščanje) + makro objektiv (poveča podrobnosti napak, kot so riske 0,1 mm).
• Učinek implementacije:
Preverjanje ris na površini menjalniškega zobnika (globina risi ≥0,05 mm):
(1).Tradicionalna metoda: Konvencionalna kamera + ročno ponovno preverjanje, 5 minut/zobnik, 20 % spregledanih napak (fine riske skrite zaradi bleščanja), dnevne izgube zaradi popravila >¥10.000.
(2).Metoda s polarizirano kamerami: Samodejno preverjanje brez bleščanja, 10 sekund/zobnik, zazna fine riske 0,05 mm, delež spregledanih napak zmanjšan na 0,5 %, učinkovitost povečana za 30-krat, dnevna prihranki pri popravilih ~¥9.500, letni prihranki >¥3 milijone.
• Primerna področja uporabe: Preverjanje ris, vbočin in grb na avtomobilskih kovinskih delih, orodjih, proizvodih iz nerjavnega jekla ter kovinskih komponentah za letalstvo.
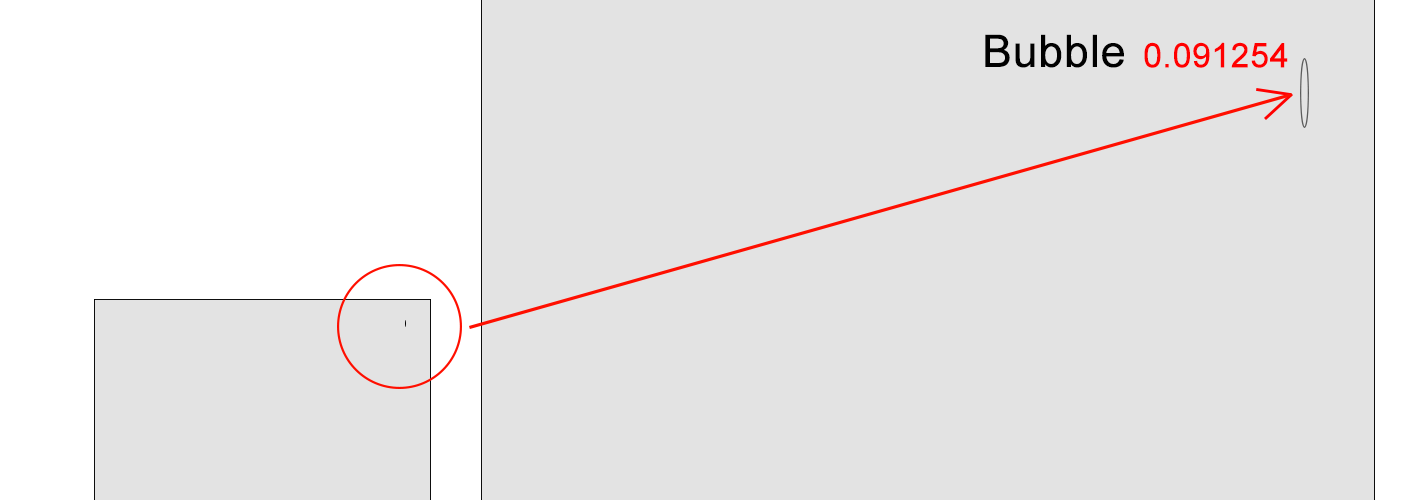
2. Scenarij 2: Preverjanje prosojnih/polprosojnih delov – odstranjevanje bleščanja za odkrivanje notranjih mehurčkov/primes.
• Bolna točka: Pri izdelkih, kot so steklene pokrovke za mobilne telefone, fotovoltaiko steklo, plastične steklenice in optične leče, »odsev na površini« in »notranji odboji«, ki jih zajamejo običajni kamere, zakrivljajo notranje mehurčke, nečistoče in razpoke. Mehurček premera 0,1 mm v telefonskem steklu bi lahko bil le razmazana madež odseva. Ročna kontrola zahteva temne škatle in določene kote osvetlitve, je počasna (30 sekund/pokrovka) in nagnjena k zamudam.
• Rešitev s polarizacijsko kamerom:
(1). Tehnično načelo: Filtriranje odseva na površini (pogosto polariziranega) omogoča jasen zajem »razprševanja svetlobe zaradi notranjih napak«. Mehurčki/nečistoče povzročijo razpršeno svetlobo (nepolarizirano), ki se prikaže kot »temne pike«; razpoke spremenijo lom svetlobe in se prikažejo kot »temne črte«, popolnoma brez motenj od odseva.
(2). Montaža strojne opreme: Uporabite 12 MP ploskovno skenirno polarizacijsko kameru (visoka ločljivost za majhne napake) + koaksialno svetlobo (zmanjša odboje na površini) + stekleni transporter (konstantna hitrost za hitro kontrolo).
• Učinek implementacije:
Preverjanje notranjih mehurčkov v steklenih pokrovkah za mobilne telefone (premer mehurčka ≥0,1 mm):
(1). Tradicionalna metoda: Konvencionalna kamera + ročni pregled v temnem polju, 30 sekund/steklo, 15 % spregledanih napak (majhne mehurčke skriva bleščanje), dnevno zavrženih več kot 200 stekel (izguba 6.000 ¥).
(2). Metoda polarizacijske kamere: Samodejni pregled brez bleščanja, 2 sekundi/steklo, zazna mehurčke velikosti 0,1 mm, stopnja spregledanih napak zmanjšana na 0,3 %, dnevni odpad zmanjšan na 6 stekel (izguba 180 ¥), letna prihranki >2 milijona ¥, učinkovitost povečana 15-krat.
• Primerna področja uporabe: Pregled notranjih mehurčkov, primesi, razpok v telefonskih steklih, PV steklih, optičnih lečah, plastičnih prosojnih posodah, polprosojnih folijah.
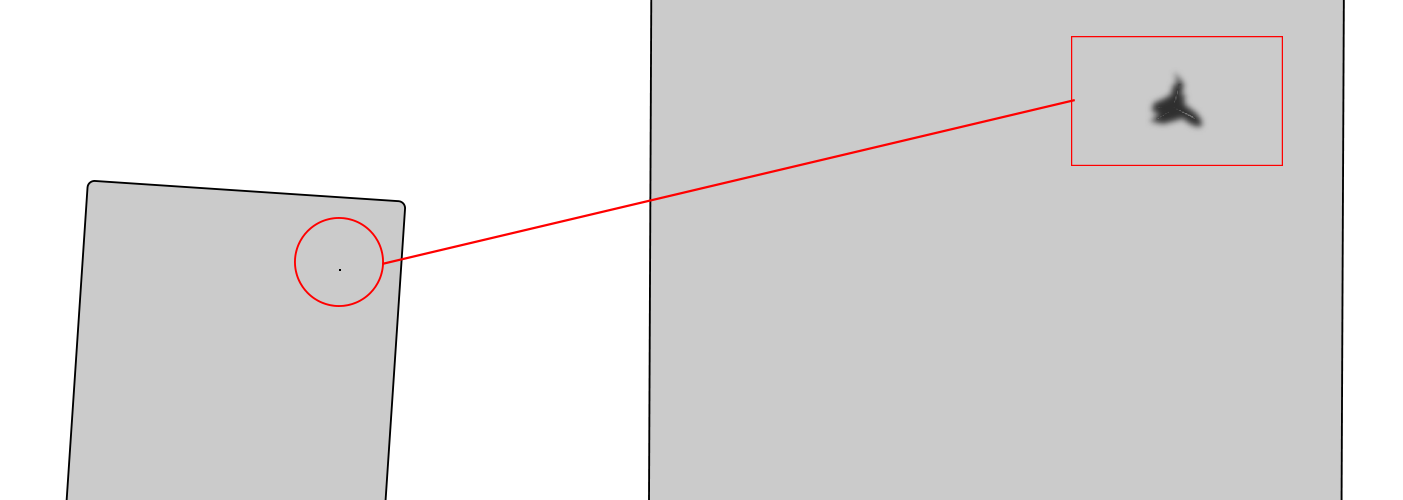
3. Scenarij 3: Pregled napetosti v plastiki/večplastnih materialih – odkrivanje skritih notranjih sledi napetosti/teksture
• Bolna točka: Notranje »napetostne oznake« iz litja/oblikovanja na plastičnih delih (npr. ohišjih naprav, notranjosti avtomobilov) in kompozitih (npr. pločevine iz ogljikovega vlakna) so nevidne, vendar oslabljajo dele. Tradicionalni pregled zahteva uporabo »polarimetra« (namensko, počasi: 2 minuti/del), kar ni združljivo s hitrostjo proizvodne linije (npr. 10 delov/minuto), zato se uporablja vzorčenje (npr. 10 %), kar pomeni tveganje za pomanjkljivosti v seriji.
• Rešitev s polarizacijsko kamerom:
(1).Tehnično načelo: Napetostne oznake povzročajo »dvolomljenje« (svetloba se razcepi na dva pravokotno polarizirana žarka). Kamera zajame fazno razliko in jo pretvori v »obarvane svetilke« (goste tam, kjer je napetost visoka), s čimer omogoča prikaz skritih napetostnih oznak brez namenskega polarimetra.
(2).Konfiguracija strojne opreme: Uporabite 2 MP polarizacijsko kamerо (podpira analizo fazne razlike) + svetlobni vir visoke svetilnosti (zagotavlja prediranje svetlobe skozi debele plastične dele) + sistem sinhronizacije s proizvodno linijo (usklajuje z litjem).
• Učinek implementacije:
Pregled napetostnih oznak na plastičnem ohišju pomivalnega stroja:
(1).Tradicionalna metoda: Vzorčenje polarimetra, 2 minuti/hiša, stopnja vzorčenja 10 %, prej je povzročilo razpoke v seriji (izguba 500.000 ¥).
(2).Metoda s polarizirano kamerami: popolni pregled 100 %, 5 sekund/hiša, zaznava skrite napetostne sledi široke 0,5 mm, zaznavanje anomalij napetosti z učinkovitostjo 99,8 %, odpravlja pomanjkljivosti v serijah, letna prihranki >800.000 ¥, učinkovitost povečana 24-krat.
• Primerna področja uporabe: Notranje napetostne sledi, preverjanje neenakomernosti teksture v plastičnih ohišjih aparatur, avtomobilskih notranjostih iz plastike, kompozitnih komponentah, plastičnih ceveh.
4. Scenarij 4: Preverjanje enakomernosti prevleke/filma – Zaznavanje sprememb debeline/izpuščene prevleke
• Bolna točka: Enakomernost prevleke na barvi avtomobilov, furnirski prevleki, industrijski filmi vplivajo na videz/informacije. Konvencionalne kamere vidijo le barvne razlike, ne pa razlik v debelini (npr. razlika 0,01 mm pri barvi). Običajne metode uporabljajo »merilnike debeline prevlek« (kontaktne, 10 sekund/točka), ki niso primerne za velike površine, zelo neučinkovite.
• Rešitev s polarizacijsko kamerom:
(1).Tehnično načelo: Različne debeline prevlek povzročajo različne »spremembe stanja polarizacije« pri prepuščenem svetlobnem žarku. Debelejša območja bolj spremenijo polarizacijo. Analiza teh razlik pretvori razlike v debelini v »svetlostne gradiente« (temno = debelo, svetlo = tanko), kar vizualno prikaže težave z enakomernostjo brez stika.
(2).Konfiguracija strojne opreme: Uporabite 8-megapikselsko polarizacijsko kamero (z algoritmi za analizo stanja polarizacije) + trakasto luč (pokrije veliko površino) + robotsko roko (za pregled 360°).
• Učinek implementacije:
Preverjanje enakomernosti barve na avtomobilih (zahteva: 80±5 μm):
(1). Tradicionalna metoda: Vzorčenje s merilnikom prevlek (10 točk/avto), 10 minut/avto, stopnja neopaznih napak 12 % (neenakomernost na nepremerjenih območjih), ponovna obdelava v 8 % primerov.
(2). Metoda s polarizirano kamerami: Celovit pregled v 5 minutah/avto, zazna razliko v debelini ±3 μm, učinkovitost zaznavanja težav z enakomernostjo 99,5 %, stopnja ponovne obdelave zmanjšana na 0,5 %, letni prihranki pri ponovni obdelavi >1,2 milijona ¥, učinkovitost povečana za 2-krat.
• Primerna področja uporabe: Preverjanje enakomernosti prevlek, preskočene prevleke, nihanja debeline pri barvi na avtomobilih, premazih za pohištvo, industrijskih folijah, kovinskih protikorozijskih prevlekah.
III. Napake, ki jih je treba izogniti: 3 ključne razmere
• Izberite način polarizacije glede na vrsto napake: Ne uporabljajo se vseh scenarijev z enakim načinom. Kamere lahko uporabljajo linearno polarizacijo (najboljše za površinske odboje na kovini/steklu) ali krožno polarizacijo (boljše za ukrivljene/neravne površine, kot so plastični lokovi, ukrivljeno steklo). Napačna izbira zmanjša učinkovitost.
•Uskladite vir svetlobe in kot polarizatorja: Temeljno za učinek. Uporabite nepolarizirane vire svetlobe (standardne LED diode) in prilagodite kot med virom svetlobe in polarizatorjem kamere (najbolje, ko sta pravokotna). Uporaba polariziranih luči ali napačnih kotov ne odpravi bleščanja.
• Upoštevajte ločljivost in hitrost slike glede na tempa proizvodnje:
(1). Drobne napake (npr. 0,1 mm brazgotina): Izberite kameru z ≥5 MP.
(2). Hitre proizvodne linije (npr. 1 steklo/2 sekundi): Izberite kameru z ≥60 fps.
(3). Velika območja (npr. karoserija avtomobila): Izberite ploskovno skenirno polarizacijsko kameru, da se izognete napakam spojev pri črtnih skenirnih kamerah.
IV. Povzetek: Polarizacijske kamere – omogočajo industrijsko preverjanje za »odpravo bleščanja in zaznavanje skritih napak«
Ko industrijska proizvodnja zahteva višjo natančnost odkrivanja napak in večjo zmogljivost, postajajo omejitve običajnih kamer – »motnje zaradi bleščanja in nezmožnost zaznave skritih napak« – vse bolj očitne.
Polarizacijske kamere, ki razpolagajo z edinstvenimi sposobnostmi »odprave bleščanja in razkritja skritih lastnosti«, postajajo bistveno orodje v obdelavi kovin, proizvodnji prosojnih delov, litju iz plastike, nanosu prevlek in drugih področjih. Ne nadomeščajo običajnih kamer, temveč zapolnjujejo vrzel pri »scenarijih, kjer pride do bleščanja, in odkrivanju skritih napak«, s čimer premikajo industrijsko vizualno preverjanje iz »odvisnosti od sreče in kotov« k »stabilni in natančni identifikaciji«.





