

Postopek izbire produkta za projekt strojnega videza
Ali veste, kake korake vključuje popoln proces izbire projekta za opazovanje? Danes bomo raziskali, kako izbrati komponente za projekt strojnega opazovanja.
- Pridobite zahteve stranke
Ko prejmemo vzorec za zaznavo, kaj moramo narediti prvič? Seveda je to, da se poroznamo s stranko o njihovih zahtevah, saj naj bi projekt čim bolj izpolnil potrebe stranke. Spremembo konkretnih zahtev za zaznavo lahko na podlagi komunikacije prvo izberemo glede na to, ali je predmet statičen ali dinamičen - torej, izbiro med globalnim ali tečnim strelcem industrijske kamere. Končno, za fotografiranje dinamičnih predmetov je potreben globalni strel.
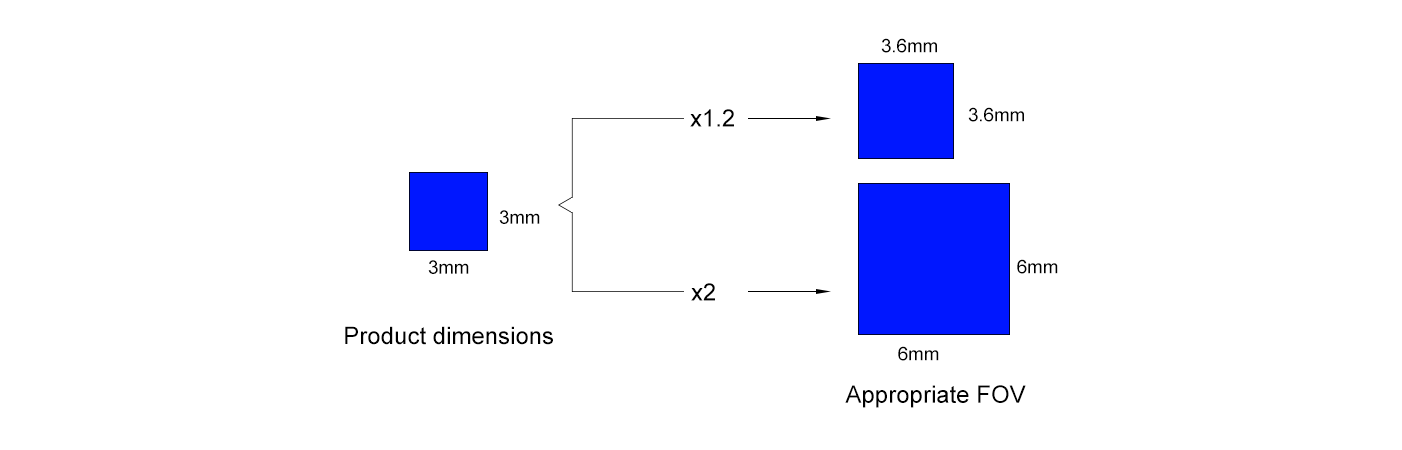
- Določite polje O vid (FOV)
Naslednje, moramo določiti primerno velikost FOV na podlagi razsežnosti izdelka. Za sliko je FOV kamere splošno najprimeren med 1,2 in 2 kratnik velikosti izdelka.
- Izberite Primerne Industrijski Lince
Poznano je, da vsebujejo industrijske kamere linse z telecentričnimi in FA (Factory Automation) linami, in da se metode računanja FOV za različne linse razlikujejo, zato moramo analizirati posamezne situacije. Vendar pa je izračun FOV neodvisen od velikosti senzorja, zato moramo najprej izračunati dimenzije senzorja.

Velikost senzorja izračunamo tako, da pomnožimo ločljivost s velikostjo pikslov. Poglejmo si primer 1,3-megapikselske industrijske kamere:
•Širina senzorja = 1280 × 4,8 μm = 6,144 mm
• Višina senzorja = 1024 × 4,8 μm = 4,915 mm
Za telecentrične leče se FOV izračuna kot velikost senzorja deljena s povečavo leče. Če uporabimo isto kameru z 0,5× telecentrično lečo:
• Slikovna širina = 6,144 mm ÷ 0,5 = 12,288 mm
• Slikovna višina = 4,915 mm ÷ 0,5 = 9,83 mm
Za industrijske objektive FA je izračun FOV velikosti senzorja × delovna razdalja ÷ ohniskova dolžina. Če uporabimo isto kamerico z delovno razdaljo 100 mm in ohniskovo dolžino 8 mm:
• Vodoravna širina = 6,144 mm × 100 ÷ 8 = 76,8 mm
• Vodoravna višina = 4,915 mm × 100 ÷ 8 = 61,4 mm
Vsi ti izračuni so namenjeni izbiri ustreznih kamer in objektivov na podlagi FOV in zahtevane natančnosti. Zato je naslednji korak izračun natančnosti kamere.
- Izračunaj Industrijska Točnost kamere
Za telecentrične leče, teoretična točnost kamere enaka je velikosti pikslov deljena z povečavo telecentričnega leča. Nadaljujemo z prejšnjim primerom (0,5× telecentrično lečo):
• Teoretična točnost = 4,8 μm ÷ 0,5 = 9,6 μm
Za industrijske FA leče se teoretična točnost izračuna kot POV deljeno z ločljivostjo. Ko je POV 72 mm:
• Teoretična točnost = 72 mm ÷ 1280 = 0,056 mm
Zgoraj so navadno teoretične natančnosti, in med teorijo in prakso je pogosto značilna razlika. Zato zahteva dejanska natančnost še dodatne izračune. Na primer:
Z osvetlitvijo iz naprej je dejanska natančnost 3 do 5-krat večja od teoretične natančnosti.
Z osvetlitvijo s strojno videzno ozadnjo lahko dosežemo 1 do 2-krat teoretično natančnost.

Višja natančnost se lahko doseže, če algoritem more sub-piksel interpolirati.
Kot vsem veliko znano, je osvetlitev nesmiselna za vizualno pregledovanje - dobra osvetlitev lahko pomeni polovico uspeha vizualnega projekta. Zato je nujno izbrati vir svetlobe primernih razsežnosti za teste osvetlitve. Na primer:
Za strojno videzno krožno osvetlitev, površinsko osvetlitev ali miskasto osvetlitev je velikost svetlobnega vira splošno 10% do 20% večja od FOV.
Za strojno videzne črtovinske svetlobe je dolžina svetlobnega vira splošno 20% do 30% daljša od FOV.
Zgoraj je popolen postopek izbire komponent za projekt strojnega videza. Če sledimo tem korakom, lahko hitro določimo potrebne produkte za projekt. V nasprotnem primeru lahko posredujete sporočilo nam in mi vam bomo pomagali izbrati najprimernejše proizvode za potrebe vašega projekta.





