

Bästa lösningarna för kameror i maskinseende till automatiserad kvalitetskontroll
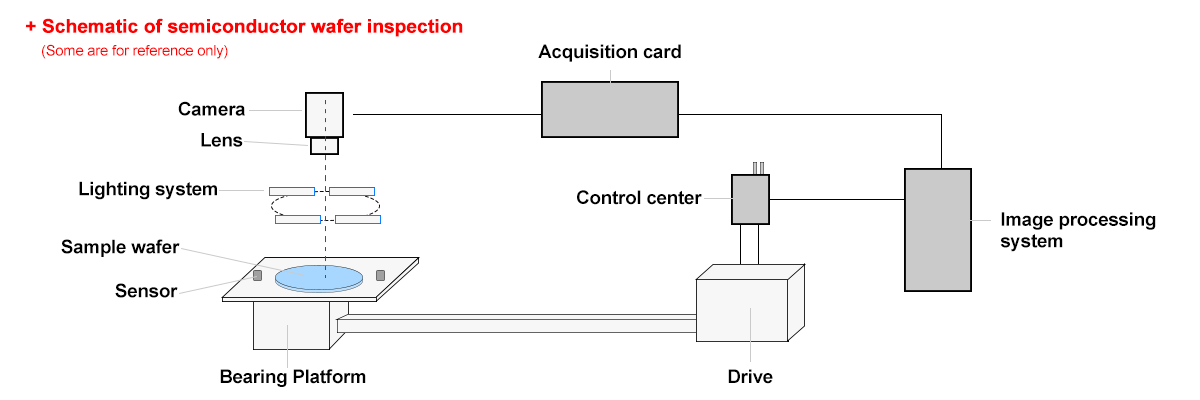
Varför prestanda hos maskinvisionskameror styr noggrannheten i inspektion
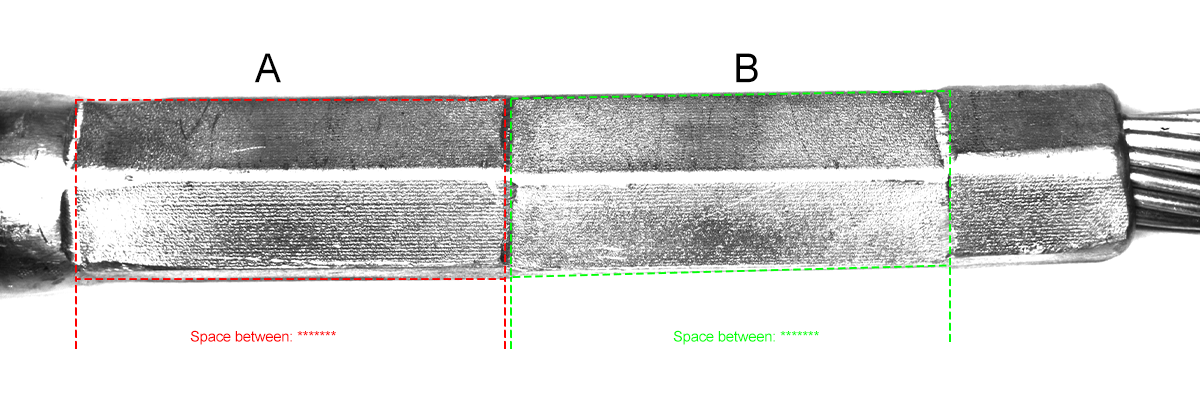
Upplösning och pixeltäthet: Upptäcka submillimeterdefekter vid produktionstakt
Bättre upplösning innebär att vi kan upptäcka de minsta defekter som är mindre än en millimeter, ibland så små som 1,5 mikrometer, eftersom det helt enkelt finns fler pixlar packade i sensorytan. Men bara att ha hög upplösning räcker inte ensamt. För att AI-inspektioner ska fungera bäst måste de funktioner som undersöks täcka ungefär 5 till 10 pixlar. Detta skapar den optimala punkten där tillräckligt med detaljer fångas in utan att sakerna saktar ner alltför mycket under bearbetningen. Att gå bortom detta intervall gör bara att datan samlas snabbare utan att verkligen förbättra vår förmåga att skilja bra delar från dåliga, och det kan faktiskt sakta ner produktionslinjerna. Dagens globala slutar-CMOS-sensorer klarar denna optimala punkt ganska bra, och lyckas identifiera defekter med cirka 99 procents noggrannhet samtidigt som de fortfarande hänger med och bearbetar hundratals objekt varje minut. Det som är viktigast är inte nödvändigtvis hur många megapixlar kameran har, utan att få rätt antal pixlar både för de minsta detaljerna vi behöver se och hur snabbt monteringslinjen rör sig.
Bildfrekvens och utlösarsynkronisering: Eliminering av rörelseoskärpa i snabba linjer
Rörelseoskärpa orsakar fortfarande de flesta missade defekterna på dessa snabba produktionslinjer, även när företag installerar dyra ultra högupplösta sensorer. När linjen kör i över 1 000 delar per timme måste kameran fånga varje objekt på mindre än 20 millisekunder bara för att hålla kanterna tillräckligt skarpa. Det är här globala slutarkameror med kodarsynkronisering kommer in. Dessa kameror låser exponeringstiden precis till där delen befinner sig på bandet, vilket håller detektionsgraden kvar på cirka 98,5 % även vid maximal hastighet. Skillnaden är enorm jämfört med äldre system utan synkronisering. Fabriker inom bilproduktion och elektronikmontering ser en minskning med ungefär 80 % av falska larm när de uppgraderar. Det är inte konstigt heller, eftersom dessa branscher arbetar med komponenter mätta i mikrometer, så det finns helt enkelt ingen plats för gissningar eller misstag.
Jämförelse av ledande maskinsynsplattformar för industriell inspektion
Basler ace 2 vs. FLIR Blackfly S: Jämförelse i verkligheten gällande precision, stabilitet och SDK-stöd
Basler Ace 2-serien använder dessa utmärkta Sony Pregius-sensorer som faktiskt lyckas få mätningens repeterbarhet under 0,1 pixel även när det förekommer alla typer av industriella vibrationer runtomkring. Dessutom bibehåller dessa kameror en mycket imponerande förstärkningsstabilitet, inom ±0,05 procent trots temperaturförändringar upp till 15 grader Celsius. Vad som verkligen sticker ut är deras Pylon SDK som fungerar så bra med robotarmar och PLC-nätverk, vilket gör dem absolut perfekta för de snabbt rörliga produktionslinjerna som kör i över 200 bilder per sekund. Å andra sidan har FLIR:s Blackfly S-modeller egna trick i beredskap med proprietär bildbehandling som minskar rörelseartefakter med cirka 40 procent på de väldigt snabba transportbanden. Och vi ska inte glömma bort Spinnaker SDK som stöder flera programmeringsspråk inklusive Python, C# och .NET. Båda kamerasystemen hanterar inspektionsuppgifter för halvledarwafer och elbilsbatteridelen utan problem, men där de skiljer sig åt är i specifika förhållanden. Basler presterar oftast bättre vad gäller termisk och mekanisk stabilitet vid storskalig användning, medan FLIR sticker ut i situationer där belysningen är extremt dämpad, och levererar utmärkta resultat även vid ljusnivåer under 0,1 lux.
Smarta kameror (Cognex Insight, Keyence CV-X) jämfört med PC-baserade maskinseende-kamerasystem
Smarta kameror från märken som Cognex Insight och Keyence CV-X gör verkligen att saker går snabbare. För enkla måttkontroller kan dessa enheter vara igång inom två dagar eftersom de har inbyggda processorer och redan har vanliga defektmönster programmerade. Dessutom sparar de ungefär 30 % i elkablingskostnader när de används ensamma i arbetsstationer, vilket är bra nyheter för fabriker där varje centimeter räknas. Å andra sidan ger datorsystem kopplade till kraftfulla GPU-servrar tillverkare ungefär fem gånger mer bearbetningskapacitet för tuffare uppgifter, såsom att identifiera subtila ytfel, mäta objekt från flera vinklar i tre dimensioner eller justera modeller medan produktionen pågår. Dessa uppställningar gör att företag kan hantera över femtio olika produkter samtidigt över nätverk med flera kameror – något som blir helt avgörande vid mångskiftande tillverkningslopp. Visst gör smarta kameror det lättare att komma igång med kvalitetskontroll, men datorbaserade system kan helt enkelt inte slås när det gäller att växa tillsammans med affärsbehoven, snabbt anpassa algoritmer och hantera krävande beräkning.
Hur man väljer rätt maskinvisionskamera för ditt kvalitetskontrolltillämpning
En praktisk beslutsram: Justera kameraparametrar enligt produkttolerans, linjehastighet och belysningsbegränsningar
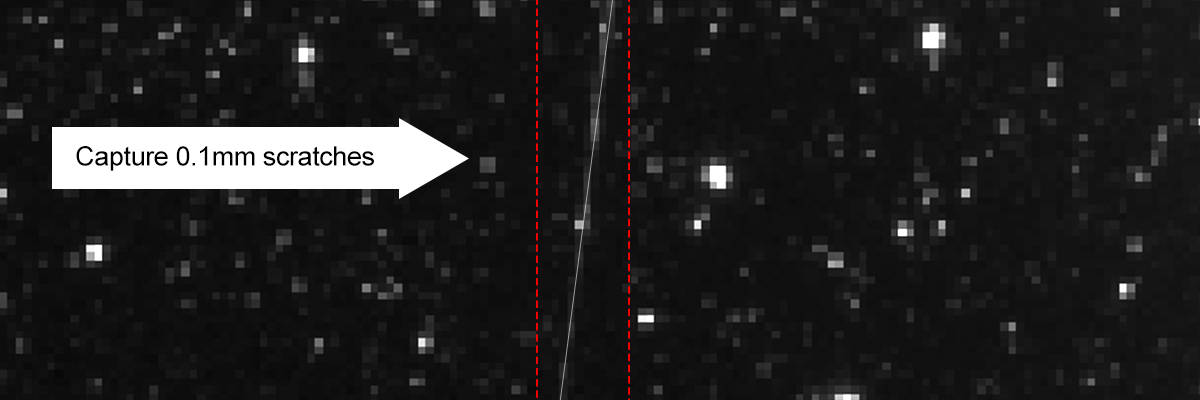
När du tittar på defektdetektering börjar du med det minsta fel som du behöver upptäcka. Ta den måttspecifikationen, till exempel en repa på 0,1 mm, och dela sedan med det som branschen föreslår, nämligen 3 till 4 pixlar per detalj. Det ger oss en baslinje för upplösningskraven. Vidare spelar transportörhastigheter också roll. Om objekten rör sig snabbare än 1 meter per sekund behöver vi verkligen globala slutarsensorer som fungerar med bildfrekvenser över 120 fps. Och när produktionen överstiger 200 enheter per minut måste belystiden ligga under en halv millisekund, annars blir allt suddigt. Belysningsförhållanden utgör en helt annan utmaning. I mörka miljöer bör man leta efter kameror med kvanteffektivitet bättre än 75 % och dynamiskt omfång över 70 dB så att bilderna bibehåller sin kontrast och skärpa. Följ denna metodik inom tre k i ·genom att fokusera på viktiga områden säkerställs att kamerorna verkligen hittar dessa små fel i praktiken, inte bara i pappersspecifikationer. Det håller kostnaderna rimliga utan att offra det som fungerar dag efter dag på fabriksgolvet.
Redo att höja din automatiserade kvalitetskontroll?
Acceptera inte standardkameror som missar kritiska fel eller saktar ner din linje. HIFLY:s anpassade lösningar för maskinseende är konstruerade utifrån dina exakta QC-krav – oavsett om du ska upptäcka 1,5 μm-fel, kontrollera 200+ delar per minut eller arbeta i tuffa miljöer.
Kontakta HIFLY idag för en kostnadsfri konsultation: vårt team kommer att bedöma din arbetsflöde, rekommendera specifikationer och leverera ett anpassat prov inom endast 3 dagar. Låt oss bygga ett QC-system som växer med ditt företag och levererar över 99 % noggrannhet i felupptäckning – varje gång.





