

Vägledning för val av maskinvisionslins för industriella applikationer
Viktiga optiska parametrar: synfält, arbetsavstånd och brännvidd
Hur synfältet (FOV) avgör lämpligheten för objektiv i maskinvision vid inspektion på monteringsband
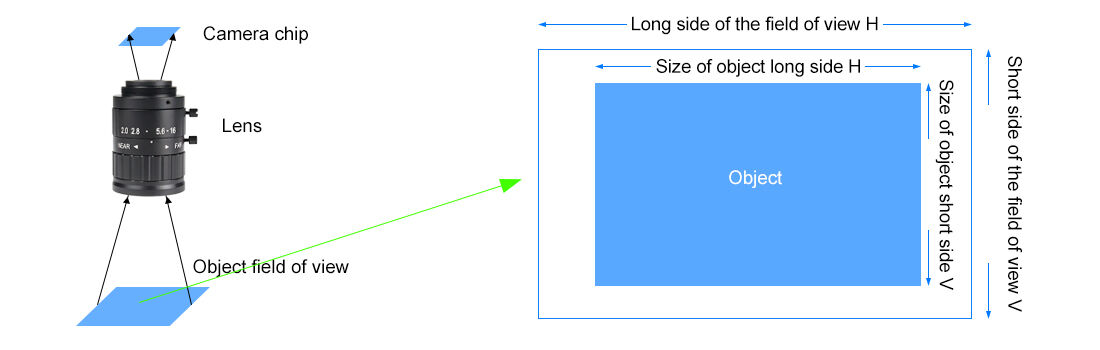
Synfältet, eller FOV som det ofta kallas, anger i grund och botten vilken yta en kamera faktiskt kan se samtidigt – vilket är av stor betydelse vid inspektion av produkter på monteringsband. Om FOV är för begränsat kan små defekter längs kanterna helt undgå upptäckt. Å andra sidan innebär ett för brett FOV att varje pixel täcker en större yta, vilket leder till suddigare detaljer och sämre upplösning. Det finns en användbar formel för att beräkna detta: multiplicera sensorstorleken med arbetsavståndet och dividera sedan med brännvidden. Antag exempelvis att någon behöver täcka hela området med en 100 mm-sensor. Då krävs det antingen att man placerar kameran närmare objektet eller väljer ett helt annat objektiv, beroende på hur mycket utrymme som finns tillgängligt. Enligt vissa branschrapporter som cirkulerar beror nästan en tredjedel av alla problem med vision-system på att FOV valts felaktigt från början. Att ställa in FOV korrekt säkerställer att varje centimeter av komponenterna skannas ordentligt utan att irriterande rörelseartefakter stör mätningen – vilket i slutändan hjälper till att upptäcka defekter snabbare under snabbt pågående tillverkningsprocesser.
Samspel mellan arbetsavstånd och brännvidd i robotstyrda system och inbäddade visionssystem
Sambandet mellan arbetsavstånd (avståndet mellan objektivet och objektet) och brännvidd fungerar omvänt, vilket är av avgörande betydelse för robotstyrda guidningssystem och inbyggd visionteknik. När vi behöver längre arbetsavstånd måste också brännvidden öka om vi vill hålla objekten i fokus – något som är avgörande för robotar som rör sig säkert utan att kollidera med föremål. Men det finns alltid en nackdel. Ökad brännvidd gör faktiskt skärpedjupet smalare, så att få allt att stämma exakt blir en kalibreringsmardröm. För de trånga utrymmen där utrustning som PCB-inspektionsverktyg måste placeras tillåter kortare brännvidder att komma närmare objekten samtidigt som man fortfarande ser det som behöver ses. Att få denna balans rätt hjälper till att minska rörelseoskärpa när saker rör sig snabbt. Industriella tester visar att varje gång brännvidden ökar stiger den laterala upplösningen med mellan 15 % och 30 %, vilket innebär att dessa system kan träffa mål på mikronivå för automatiserade guidningsuppgifter.
Sensorkompatibilitet och monteringsstandarder för pålitlig integration av maskinvisionslins
Bildcirkelns täckning jämfört med sensorstorlek: Varför felaktig val av maskinvisionslins orsakar skuggning och upplösningsförlust
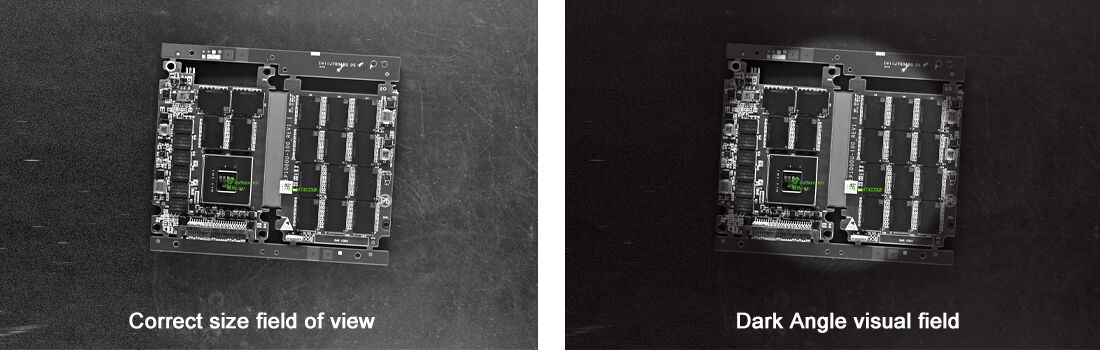
Att få fel lins för maskinövervakning för en sensor eftersom den inte täcker tillräckligt stor yta leder till stora optiska problem längre fram i kedjan. Om objektivet projicerar en bildcirkel som är mindre än vad sensorn kräver, uppstår något som kallas vignettering, där hörnen blir mycket mörka – ibland sjunker ljusnivån med så mycket som 80 %. Det innebär att man förlorar värdefull data från dessa kanter helt och hållet. Vad som händer därefter är ännu värre för upplösningen. Ta t.ex. en 12 megapixel-sensor som kombineras med ett objektiv utformat för endast formatet 1/1,8 tum? Den verkliga prestandan sjunker till cirka 8 megapixel som högsta möjliga. För personer som arbetar med kretskort kan denna brist dölja mikroskopiska sprickor som är mindre än 10 mikrometer breda. En bra tumregel när man köper objektiv är att kontrollera om deras specifikationer anger att bildcirkelns täckning överstiger sensorns diagonalmått med minst 10 %.
C-fäste vs. CS-fäste: Mekanisk passform, bakre fokaldistans och verkliga begränsningar i kompakta system
Gängorna på C-mount-objektiv (med ett flänsavstånd på 17,526 mm) och CS-mount-objektiv (vid 12,526 mm) fungerar tillsammans mekaniskt, även om de skiljer sig åt avsevärt när det gäller bakre brännvidd. När någon försöker tvinga in ett CS-mount-objektiv i en C-mount-kamera uppstår en defokus på cirka 5 mm, vilket kan sudda ut små detaljer ned till toleranser på 0,1 mm. Den typen av problem uppstår ständigt vid robotbaserade plock- och placeringsoperationer. Å andra sidan kräver montering av ett C-mount-objektiv på en CS-mount-kamerakropp speciella mellanskivor, vilket faktiskt minskar stabiliteten, särskilt viktigt i inbäddade system som ständigt utsätts för vibrationer. Tillverkare av medicintekniska apparater känner väl till detta, eftersom deras utrustning ofta måste passa inom mycket begränsade utrymmen på cirka 50 kubikmillimeter. Den mindre storleken hos CS-mount gör fokusering möjlig i dessa situationer där C-mount helt enkelt inte når fram. De flesta håller sig till standardpraktiker för att undvika problem under installationen. Vanligtvis används CS-mount för sensorer mindre än halv tum, medan större sensorer använder C-mount.

Bländaröppning, skärpedjup och kritiska optiska prestandamått
F-nummeroptimering: Balansering av ljusgenomströmning, skärpedjup och rörelseoskärpa vid höghastighetsinspektion
I industriella maskinvisionssystem styr f-numret (f/#) tre viktiga faktorer samtidigt: hur mycket ljus som passerar genom objektivet, skärpedjupet (DOF) och hur motståndskraftig bilden är mot rörelseoskärpa. När vi ställer in lägre f-nummer, till exempel f/1.4, släpper de igenom mycket mer ljus, vilket är utmärkt i mörka förhållanden, men det har en kostnad. Skärpedjupet blir mycket begränsat, så om det finns några ojämnheter i ythöjd på det som undersöks kan delar falla utanför fokus. Å andra sidan ger högre tal, till exempel f/16, ett betydligt bättre skärpedjup som krävs för noggranna dimensionsmätningar. Detta kräver dock längre exponeringstider, vilket gör bilderna mer benägna att drabbas av rörelseoskärpa, särskilt vid hantering av snabbt rörliga föremål på transportband som rör sig med hastigheter över 1/10 000 sekund per bildram. Att hitta den optimala balansen mellan dessa motstridiga krav kräver noggrann avvägning av både belysningsförhållandena och produktionskraven.
- Beräkna hyperfokaldistansen för att bibehålla fokus över toleranszoner
- Anpassa bländaröppningen till strobos intensitet—över 50 000 lux möjliggör Æ'/8+ utan brusstraff
- Ge företräde åt Æ'/4–Æ'/8 för >92 % av höghastighetsapplikationer (Automated Imaging Association, 2023)
Att balansera dessa faktorer förhindrar felaktiga underkännanden samtidigt som genomströmningen bibehålls över 300 ppm.
MTF, distortion och kontrast—hur specificeringar för maskinvisionslinser direkt påverkar noggrannheten vid defektdetektering
Förmågan att pålitligt upptäcka defekter beror på flera faktorer, inklusive modulationsöverföringsfunktionen (MTF), nivåerna av distortion och hur bra kontrasten är mellan objekten. När MTF-värdena förblir över 0,6 vid sensorns så kallade Nyquistfrekvens får vi kantmätningar med en noggrannhet på cirka halva pixeln – vilket är mycket viktigt vid identifiering av mikroskopiska sprickor som är bara några mikrometer breda. Att hålla distortionen under 0,1 procent hjälper till att undvika de irriterande geometriska felen som kan uppstå vid mätningar. Och en stark kontrastförhållande på över 90:1 gör all skillnad när det gäller att upptäcka små fel, såsom oxidationsspår mot komplexa bakgrundstexturer. Dessa parametrar är inte bara siffror på papper – de påverkar faktiskt resultaten från verkliga inspektioner varje dag.
|
Parameter |
Påverkan på defektidentifiering |
Toleransgräns |
|
MTF @ 50 lp/mm |
Repssynlighet |
≥0.45 |
|
Radiell distortion |
Dimensionell felmarginal |
≤0.15% |
|
Kontrastförhållande |
Påvisning av föroreningar |
≥80:1 |
Suboptimal MTF eller >0,3 % distorsion orsakar 37 % falskt negativa resultat vid PCB-inspektion (Vision Systems Design, 2024). Därför avgör specifikationerna för maskinvisionslinsar direkt noggrannheten i kvalitetskontrollen.
Specialiserade typer av maskinvisionslinsar för precisionsindustriella uppgifter
Telecentriska linser inom metrologi: Eliminering av perspektivfel för underpixelnoggrann mätstabilitet
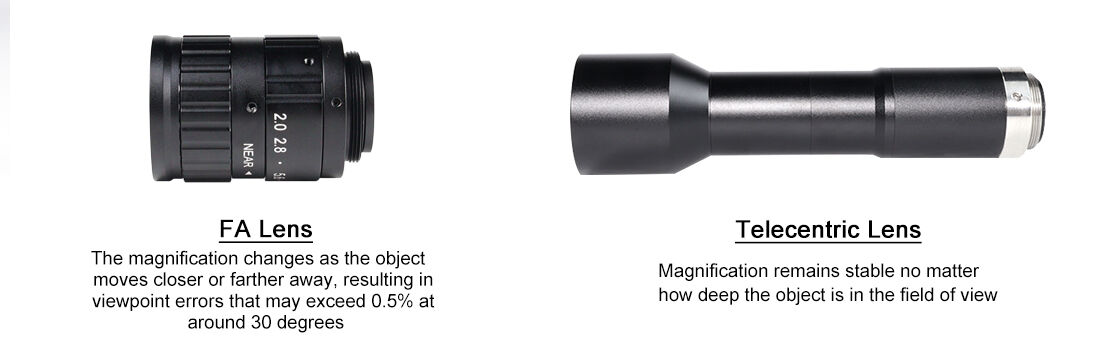
Telecentriska linser är absolut nödvändiga för industriella metrologitillämpningar som kräver stabilitet på under-pixelnivå i mätningar. Vanliga linser har ett problem där förstoringen ändras när objekt flyttas närmare eller längre bort, vilket skapar perspektivfel som kan överstiga 0,5 % vid ungefär 30 grader. Med telecentriska optik förblir alla huvudstrålar parallella istället. Det innebär att förstoringen förblir konstant oavsett hur djupt ett objekt befinner sig i synfältet. Det gör all skillnad vid kontroll av exempelvis PCB-kontaktplattors justering eller tandhjulsprofiler, där även minsta deformationer på mikronivå kan förstöra produktkvaliteten. För automatiserade måttkontroller levererar dessa linser upprepbara mätningar med en noggrannhet på plus/minus 0,01 mm, eftersom de eliminerar de irriterande skalningsfelen som orsakas av perspektivproblem. Dessutom blir kalibreringen mycket enklare eftersom det inte finns någon vinkelförvrängning att ta hänsyn till. Installationstiderna minskar med mellan 30 och 40 procent jämfört med vanliga linser i precisionstillverkningsmiljöer.
Redo att välja rätt objektiv för maskinvision?
Det rätta objektivet balanserar synfältet (FOV), arbetsavståndet, kompatibiliteten med sensorer samt prestandamått för att anpassas till din industriella applikation. Genom att undvika felaktiga kombinationer och prioritera nyckelspecifikationer säkerställs pålitlig defektdetektering och mätningens noggrannhet.
För vägledning kring kompatibilitet mellan objektiv och kamera, specialiserade alternativ (t.ex. telecentriska objektiv) eller anpassningstjänster på beställning bör du samarbeta med en leverantör med bevisad erfarenhet inom industrin. HIFLY:s 15 år av expertis inom maskinvision – som omfattar objektiv, kameror och integrerade lösningar – säkerställer att lösningen stämmer överens med dina produktionskrav. Kontakta oss idag för en kostnadsfri konsultation för att förfinna ditt objektivval.





