

Belysningsschema För Detektering Av Ytskyftor Med Hjälp Av Maskinseende
I industriell produktion förekommer ofta ytskador såsom sprickor och skråmor på produkter. Maskinseendes industrin har gjort betydande framsteg inom ytinspektion jämfört med tidigare år, och detektering av skråmor, fläckar och andra defekter på produktens yta är inte längre en svår utmaning.
Den används omfattande inom ytinspektion i branscher såsom metall, glas, mobilskärmar och LCD-paneler.
Sådana defekter har dock ofta oregelbundna former, låg djupkontrast och kan lätt störas av den naturliga strukturen eller mönster på produktens yta. Därför ställs mycket höga krav på korrekt belysning, kameraupplösning, den relativa positionen mellan den inspekterade komponenten och den industriella kameran samt komplexa maskinseendetalgoritmer vid detektion av ytskyddsdefekter.
Den grundläggande analysprocessen för skadetekänning med maskinseende är uppdelad i två steg: Först att avgöra om det finns en skada på produktens yta. För det andra, efter att ha bekräftat närvaron av en skada i den analyserade bilden, att extrahera skadan.
ⅰ . Ytskydd kan i allmänhet delas in i tre huvudkategorier:
Typ 1 Skador: Relativt lätta att identifiera visuellt, med tydlig gråskaleförändring jämfört med omgivande area. Ett mindre tröskelvärde kan väljas för att direkt markera den defekta delen.
Typ 2 Skador: Vissa har mindre uppenbara gråskaleförändringar. Hela bilden har en relativt enhetlig gråskala, skråtans område är litet (endast några få pixlar), och gråskalan är bara något lägre än i den omgivande bilden, vilket gör det mycket svårt att skilja ut.
Den ursprungliga bilden kan behandlas med medelfiltring för att få en jämnare bild. Subtrahera denna från originalbilden. När absolutvärdet av skillnaden är större än en viss tröskel markeras den som ett mål. Markera alla mål, beräkna deras area, ta bort mål med alltför små areor och markera de återstående som skråtor.
Typ 3 Skråtor: Har betydande gråskaleskillnader mellan delarna, och formen är vanligtvis lång och smal. Om segmentering med fast tröskel används på bilden kommer den markerade defekta delen att vara mindre än den faktiska delen.
Eftersom repor i sådana bilder är långa och smala kommer man att missa de utsträckta delarna av felet om man enbart använder gråskaleidentifiering. För dessa bilder väljs en metod som kombinerar dubbla trösklar och defektformegenskaper baserat på deras karaktäristika.
På grund av mångfalden av bilder inom industriell inspektion måste olika metoder analyseras och omfattande överväganden göras vid behandlingen av varje bildtyp för att uppnå önskad effekt.
I allmänhet är gråskalevärdet för repdelar mörkare än den omgivande normala ytan, vilket innebär att gråskalevärdet för reporna är lägre. Dessutom finns de flesta repor på släta ytor, så gråskaleförändringen över hela bilden är mycket enhetlig i stort sett utan texturkaraktärer.
Därför används i allmänhet gråskaleegenskaper baserade på statistik eller tröskelsegmenteringsmetoder för att markera repdelarna vid identifiering av repor.
Dessutom ställs extremt höga krav på korrekt belysning vid identifiering av ytrepdefekter.
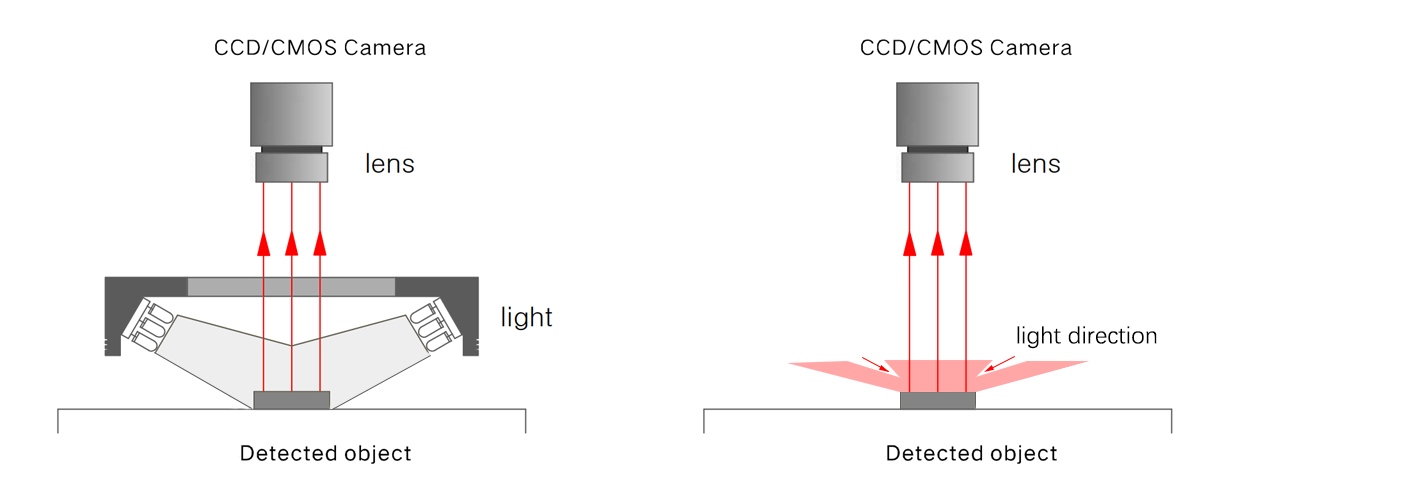
ⅱ. Vanliga belysningsmetoder för maskinseendeinspektion inkluderar följande fyra:
Koaxial belysning, lågvinklad belysning, bakbelysning och högvinklad belysning. Dessa fyra belysningsmetoder är effektiva för att upptäcka hårda rep, men för produkter med höga ytkrav, såsom mjuka rep, är effekten mindre tydlig.
Enligt stordatametodiken föreslås två huvudlösningar för produktytrep: lågvinklad och högvinklad belysning.
(I) Lågvinklad metod
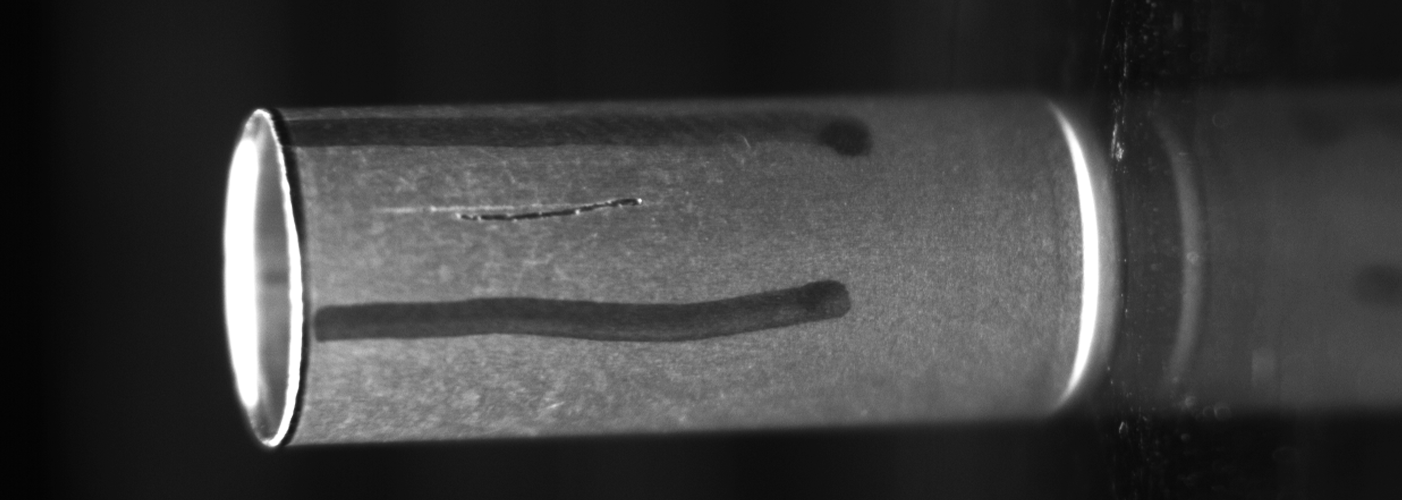
När två objekt kommer i kontakt och gnids mot varandra uppstår lätt ytrep, vilket innebär att rep har riktning.
När man bedömer effekten av lågvinklad belysning, om vi använder parallellbelysning (parallellt med repet), kommer repet att suddas ut av ljuset, vilket gör att effekten blir mindre tydlig i bilden.
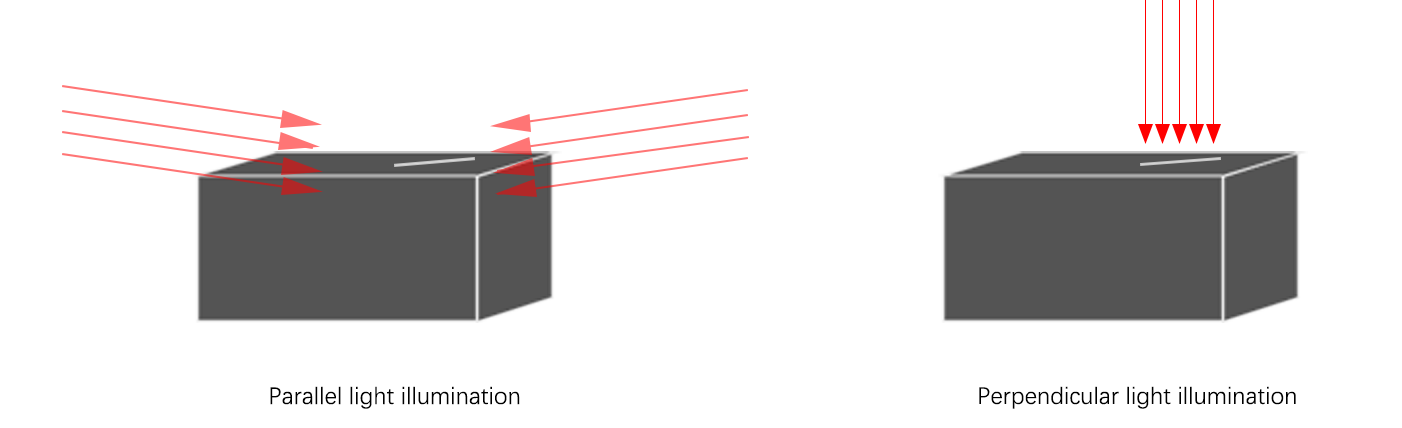
Om vi däremot använder en vinkelrät belysning (vinkelrät mot repet), kommer repet att markeras upp av ljuset, vilket gör att effekten blir mycket tydlig i bilden.
Utifrån den ovanstående analysen använder vi åtta stapelformade ljuskällor för att exponera arbetsstycket på ett tidsdelat sätt och har utformat följande belysningsschema.
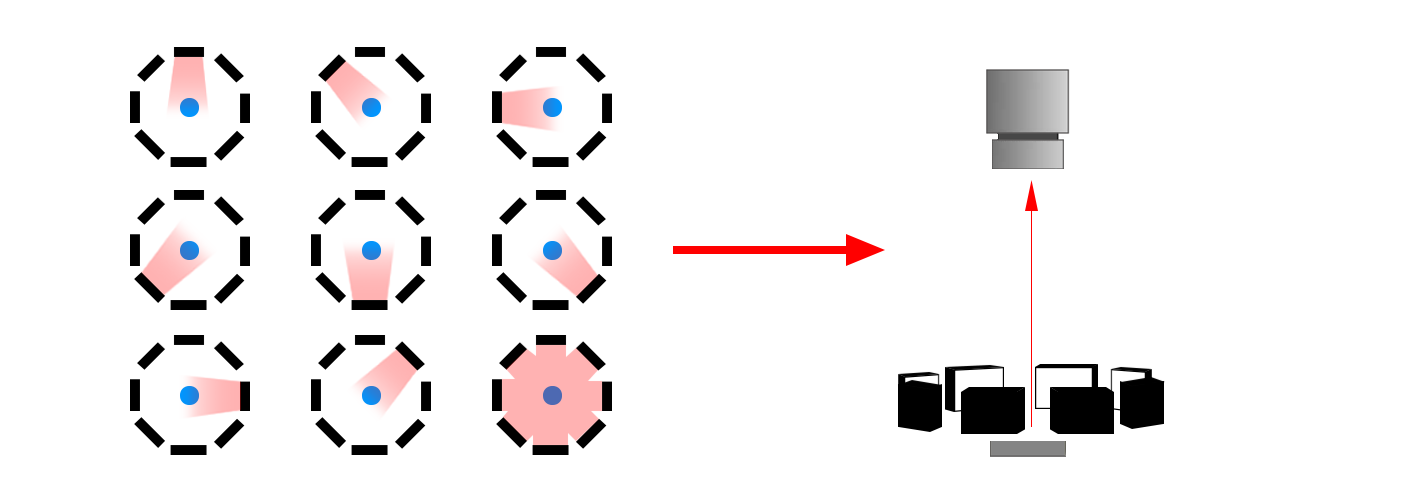
En ringformad ljuskälla är uppdelad i åtta kanaler för styrning och exponerar på ett tidsdelat sätt, och åtta bilder tas därefter i följd. Till slut använder programvaran en algoritm för att överlagra alla defekter och på så sätt identifiera förekomsten av ytscratch på arbetsstycket med hög standard.
Den här avbildningslösningen är lämplig för högpresterande produkter med krävande krav på ytinspektion, men inte för produkter med stränga krav på effektivitet.
(II) Metod med hög vinkel
Erfarenheten visar att för mjuka scratch under koaxialt ljus desto längre arbetsavstånd ljuskällan har, desto tydligare blir effekten.
För samma ljuskälla innebär dock en större arbetsdistans också en mindre lysande yta och reducerad ljusstyrka. Det är omöjligt att uppnå både effekt och praktisk användning samtidigt.
Vanligtvis ,arbetaren i fabriken använder lysrörsbelysning vid visuell inspektion av produktens ytinformation. Ljuset från lysröret reflekteras speglande in i deras ögon.
För objekt med speglande reflektion används, baserat på ljusets reflektionslag, en belysningsmetod som skapar en speglande reflektionseffekt.
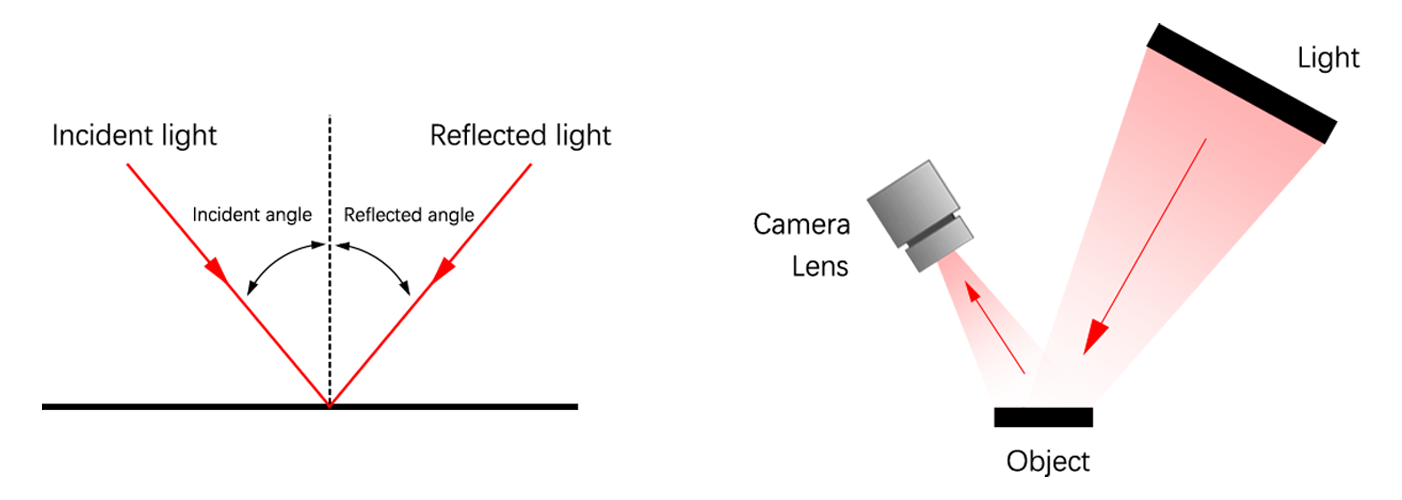
Uppmärksamma individer kommer märka att den blotta ögonmetoden ofta innebär att lysrörets bild projiceras på produkten, varefter produkten svängs för att flytta skuggan från lampan inom den.
På så sätt illuminerar ljusfläcken en lokal del av produkten, vilket reflekterar ytinformationen och gör att ögat tydligt kan bedöma om produkten har defekter, även svaga defekter syns lätt.
Ovanstående är belysningslösningar baserade på maskinseende för ytskyddsbehov. Hoppas det kan vara till hjälp för er projekt.





