

Varför har maskinseende blivit standard inom industriell kvalitetsinspektion?
Någon maj undra, "Varför har maskinseende blivit standard inom industriell kvalitetsinspektion?"
Traditionell manuell inspektion drabbas ofta av problem: oförmåga att upptäcka små defekter, svårigheter att följa med på snabba produktionslinjer och ständigt ökande kostnader. I motsats till detta har maskinseende, genom att använda "maskiner för att ersätta det mänskliga ögat", blivit den nya standardmetoden för industriell kvalitetskontroll.
I. Tre Stora problem med traditionell inspektion som driver behovet av ersättning
1. Dålig noggrannhet
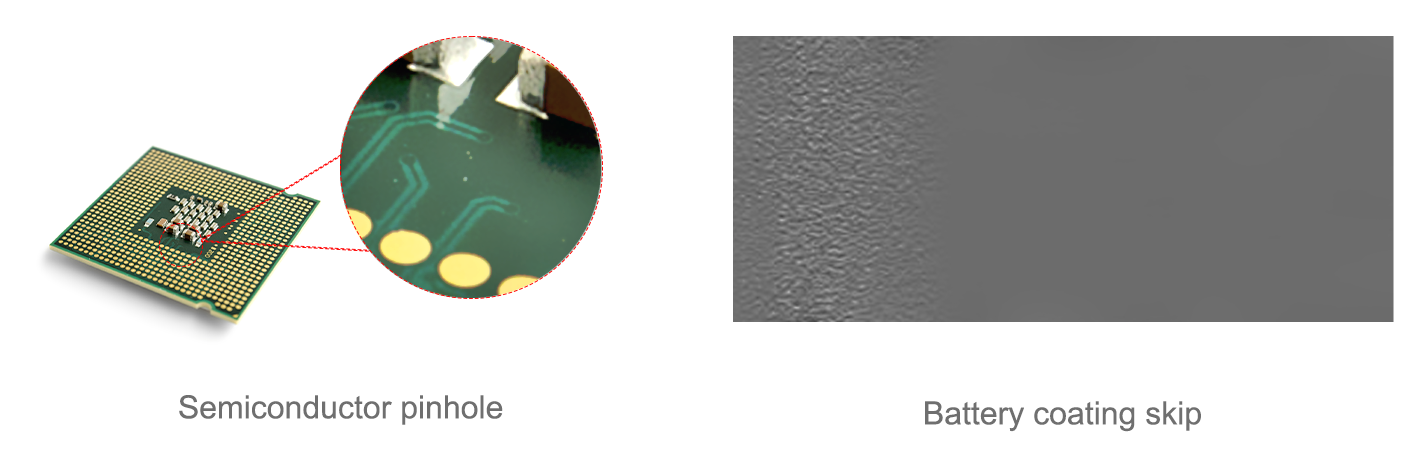
Människans öga kan knappt skilja cirka 0,1 mm. Det kan helt enkelt inte se ett 1 μm stort halvledarstift eller ett 5 μm batteribeklädnadshopp, och är benäget att tröttna (missbedömningsfrekvensen stiger från 5 % till 15 % efter 2 timmar).
2. Låg effektivitet
Människans öga kan undersöka 2–3 enheter per sekund. För höghastighetslinjer som kör i 3 m/s är endast stickprovsinspektion (10–20 %) möjlig, vilket leder till hög risk för missade defekter.
3. Höga kostnader
Det tar 3–6 månader att utbilda en kvalitetsinspektör, med årslöner som ökar med 8–10 %. Förlusterna på grund av återkallanden till följd av missade defekter är ännu allvarligare (till exempel förlorade ett bilföretag över tio miljoner på grund av missade inspektioner).
Ii. Fem Kärnfördelar: Varför maskinseende blev huvudsakligt
1. Noggrannhet som överstiger människans öga: Från millimeter till mikronivå
(1) Fördel: Kameror med hög upplösning + algoritmer kan upptäcka defekter på 1–5 μm (20–100 gånger bättre än människans öga), och bibehåller precision dygnet runt (missbedömningsfrekvens <0,5 %).
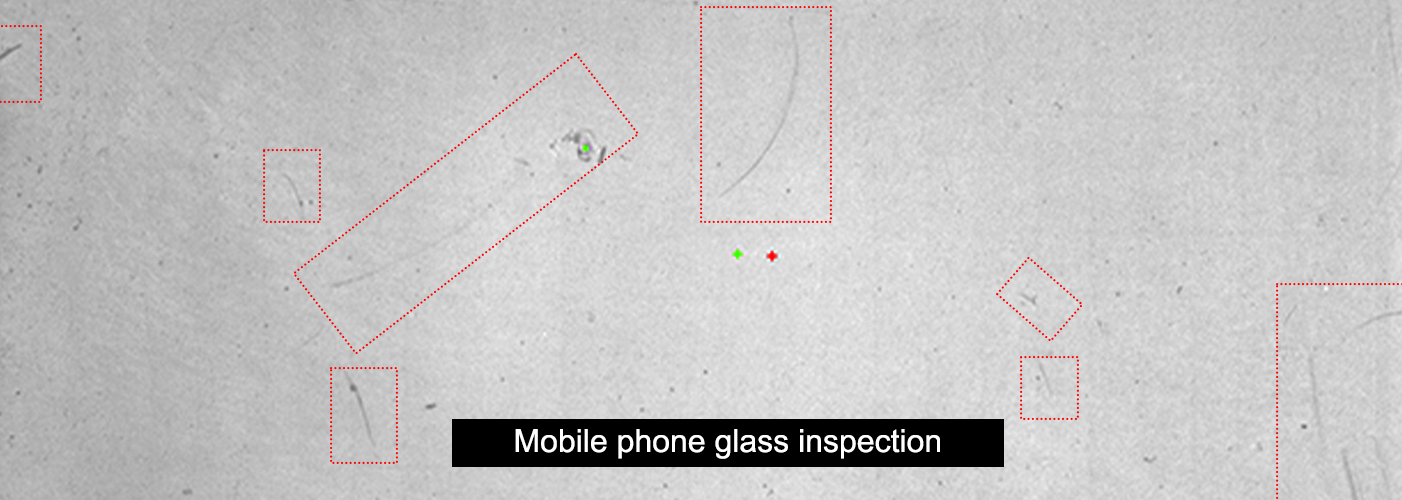
(2) Fallstudie: Inspektion av halvledarwafer upptäcker 1 μm små hål, vilket minskar missad detektering från 8 % till 0,1 %. Glasinspektion för mobiltelefoner hittar repor på 0,5 μm, vilket minskar utflödet av felaktiga produkter med 90 %.
(3) Lämplig för: Halvledare, precisionsel, optiska komponenter.
2. Snabbare än manuell: Från stickprovsinspektion till 100 % fullständig inspektion
(1) Fördel: Behandlar 20–100 bilder per sekund, kompatibel med höghastighetslinjer på 1–5 m/s, möjliggör 100 % fullständig inspektion (manuell metod klarar endast stickprov).
(2) Fallstudie: På en batterielektrodlinje med 3 m/s inspekterar visionssystemet 80 enheter/sekund (manuellt: 1 enhet), vilket ger en missad detekteringsfrekvens <0,2 % efter fullständig inspektion och minskar antalet felaktiga produkter med över 100 000 stycken årligen.
(3) Lämplig för: Nya energibatterier, elektronikkomponenter, livsmedelsförpackningar.

3. Lägre kostnad än manuell: Engångsinvestering, långsiktig besparing
(1) Fördel: Ett visionssystem kan ersätta 3–5 personer. Med en genomsnittlig årslön på ¥100 000 per person blir återbetalningstiden 1–2 år. Dessutom elimineras behovet av utbildning och problem med personalomsättning.
(2) Fallstudie: En fabrik för bilkomponenter använde 2 system för att ersätta 6 arbetare. Investering: ¥800 000, årliga besparingar: ¥600 000, återbetalning på 14 månader, samt en minskning av omarbetsförluster med ¥2 miljoner.
(3) Lämpligt för: Fordonsindustri, livsmedelsindustri, komponenter i metall.
4. Spårbarhet av data: Helt digitaliserad process
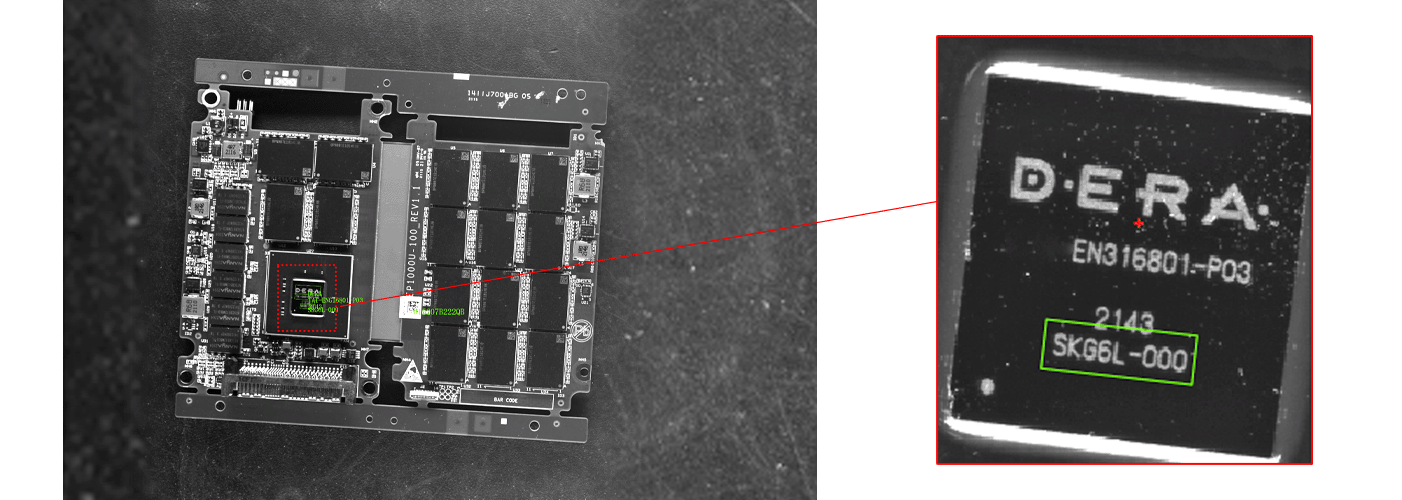
(1) Fördel: Registrerar automatiskt defekttyp och plats, synkroniserar med MES/ERP, vilket möjliggör spårning av batchdefekter till källan (t.ex. felaktiga maskininställningar).
(2) Fallstudie: En PCB-fabrik noterade en ökning av defekter med 10 % i en viss batch. Dataanalys avslöjade en avvikelse i exponeringsmaskinens parametrar, vilken kunde korrigeras inom 1 timme, vilket förhindrade att hela batchen kasserades.
(3) Lämpligt för: Fordonsindustri, elektronik, medicintekniska produkter.
5. Tål hårda miljöer: Den går dit där människor inte kan/ska
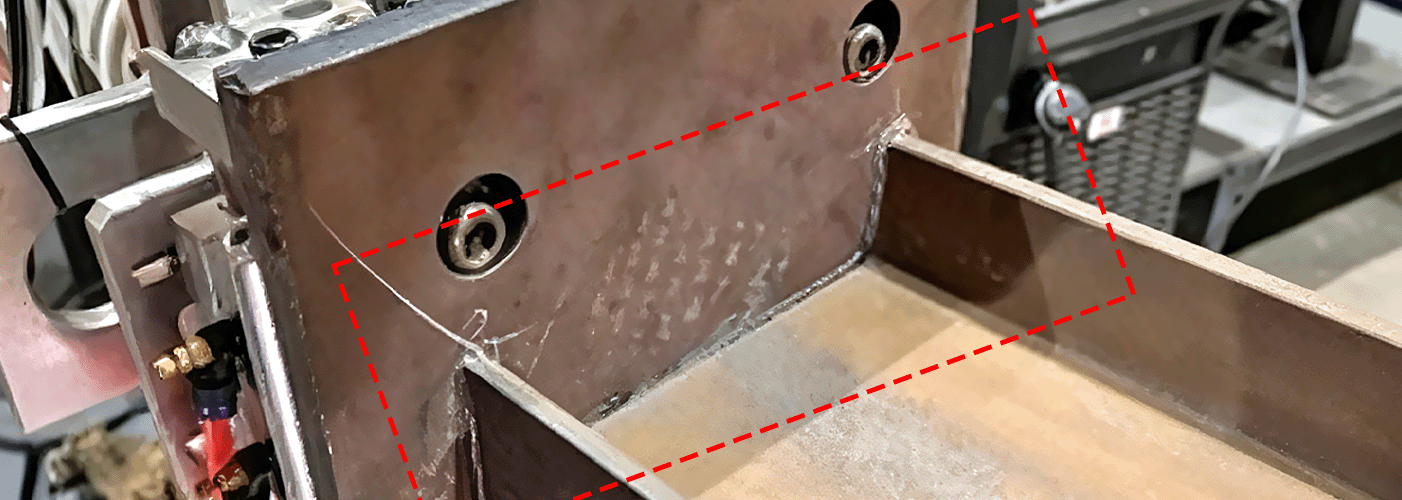
(1) Fördel: Motståndskraftig mot höga temperaturer (-20°C till 80°C), skydd mot damm/vatten (IP65), vibrationsbeständig, fungerar i svetsverkstäder och vid högtemperaturlinjer.
(2) Fallstudie: I en bilsvetsverkstad med temperatur över 60°C och kraftig rök utför vision kontinuerlig inspektion av svetsläckor dygnet runt med 99,5 % noggrannhet. Ett stålverk inspekterar stållegeringar och tål damm/vibration, vilket ökar effektiviteten femfalt.
(3) Lämpligt för: Svetsning, målning, stål, metallurgi.
Iii. Tre Undvik fallgropar: Använd det inte felaktigt
Sträva inte girigt efter höga specifikationer: Använd en 20 MP-kamera för att upptäcka repor på 0,1 mm; ingen anledning att använda 50 MP (ökar kostnaden med 50 %).
Fokusera på hårdvarans lämplighet: Använd lågvinklad belysning för metallytor med repor, bakgrundsbelysning för genomskinliga delar. Felaktig belysning kan öka felbedömningsgraden med 10 %.
Utför pågående underhåll: Rengör linser veckovis, byt ljuskällor vartannat år. Annars sjunker noggrannheten (till exempel ökade en fabriks felbedömningsfrekvens från 0,2 % till 5 % på grund av åldrad belysning).
IV. Sammanfattning: Visioninspektion är en "uppgradering av kvalitetsinspektionssystem"
Det är inte bara ett enkelt utbyte för manuellt arbete. Istället omstrukturerar det kvalitetsinspektionsprocessen genom hög precision, hög effektivitet och digitalisering av data, vilket anpassas till Industri 4.0 och blir den "avgörande länken" mellan produktion och kvalitetskontroll.





