

กล้อง 3 มิติ เทียบกับ กล้อง 2 มิติ: แบบไหนดีกว่าสำหรับการตรวจสอบ?
สำหรับผู้ผลิตอุปกรณ์ดั้งเดิมในอุตสาหกรรม (OEMs), ผู้รับจ้างผลิต, และผู้รวมระบบ (system integrators) การเลือกเทคโนโลยีการถ่ายภาพที่เหมาะสมคือการตัดสินใจที่มีความสำคัญสูง ซึ่งส่งผลกระทบโดยตรงต่อความแม่นยำของการตรวจสอบ ปริมาณการผลิตต่อหน่วยเวลา (throughput) ความสอดคล้องตามข้อกำหนดด้านกฎระเบียบ และต้นทุนรวมตลอดอายุการใช้งาน (TCO)
ความแตกต่างทางเทคนิคหลัก: การรับรู้ความลึก ความแม่นยำ และความเชื่อถือได้ของการวัด
ทำไมข้อมูลจากกล้อง 3 มิติที่แท้จริงจึงทำให้สามารถปฏิบัติตามมาตรฐาน GD&T และดำเนินการวัดปริมาตรได้
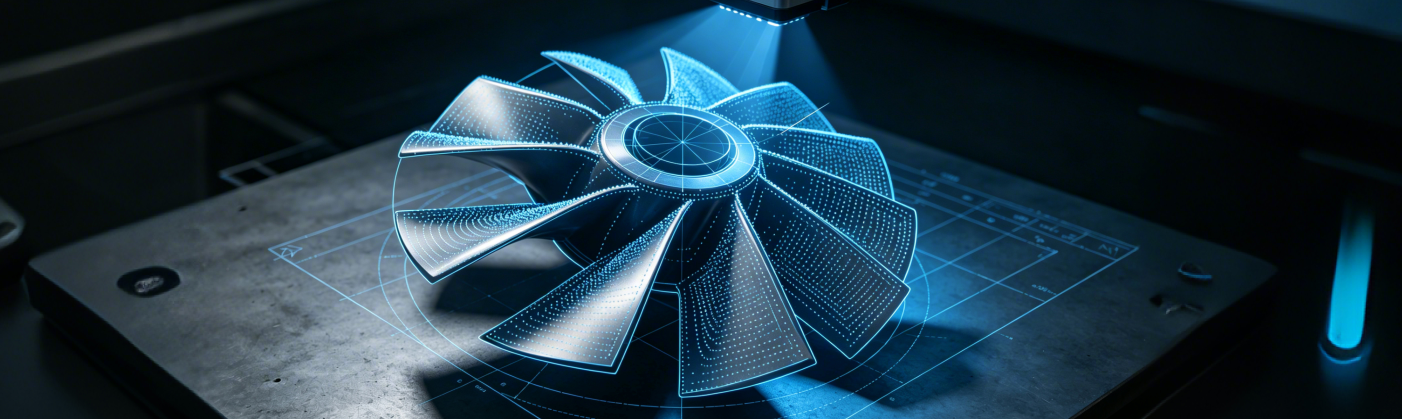
เอ กล้อง 3D จับภาพความลึกเชิงพื้นที่ผ่านแสงแบบมีโครงสร้าง (structured light) หรือการวัดระยะด้วยเลเซอร์แบบสามเหลี่ยม (laser triangulation) — ซึ่งสร้างคลาวด์ของจุด (point clouds) ที่มีความหนาแน่นสูงและได้รับการสอบเทียบอย่างแม่นยำ เพื่อใช้ในการวิเคราะห์เชิงปริมาตร (volumetric analysis) วิธีนี้ทำให้สามารถวัดพารามิเตอร์ทางเรขาคณิตและท่าทางของชิ้นงาน (GD&T) ได้โดยตรงและสามารถติดตามแหล่งที่มาของการวัดได้ เช่น ความแบนราบ (flatness), ความขนาน (parallelism), ตำแหน่ง (position), และรูปทรงผิว (profile of a surface) — โดยไม่จำเป็นต้องอาศัยการอนุมานเชิงเรขาคณิตหรือสมมุติฐานใดๆ เปรียบเทียบกับระบบ 2 มิติที่ประเมินความลึกจากเงา จุดโฟกัส หรือความแตกต่างของภาพสเตอริโอ (stereo disparity) ซึ่งอาจก่อให้เกิดข้อผิดพลาดที่ขึ้นกับแบบจำลองที่ใช้ ข้อมูล 3 มิติที่แท้จริงให้ความแม่นยำในแกน Z ลงจนถึง ±0.05 มม. — สอดคล้องกับข้อกำหนดด้านความคลาดเคลื่อนความสูงสำหรับอุตสาหกรรมการบินและอวกาศ และเป็นไปตามมาตรฐาน ISO 1101 ตามรายงานด้านการวัดอุตสาหกรรมปี 2023 ของสถาบันโปเนมอน (Ponemon Institute) ระบุว่า 60% ของข้อผิดพลาดในการตรวจสอบมิติเกิดจากมิติของข้อมูลที่ไม่เพียงพอ ขณะที่ระบบการวัด 3 มิติระดับเมโทรโลยีสามารถลดปัญหานี้ได้โดยการตรวจสอบรูปร่างผิวทั้งหมด (full surface topology) ซึ่งช่วยลดงานปรับปรุงซ้ำ (rework) ผ่านการระบุตำแหน่งข้อบกพร่องอย่างครอบคลุม

ข้อจำกัดของกล้อง 2 มิติ: การบังแสง (Occlusion), ความขึ้นอยู่กับสภาพแสง (Lighting Dependency), และความกำกวมของขอบ (Edge Ambiguity)
การถ่ายภาพแบบสองมิติแบบดั้งเดิมขาดความสามารถในการแยกความลึกโดยธรรมชาติ—จึงไม่เหมาะสมโดยพื้นฐานสำหรับงานที่ต้องการความแน่นอนเชิงปริมาตร:
- ปัญหาการบังแสง : คุณลักษณะที่ถูกบัง (เช่น รอยเชื่อมด้านล่าง หรือชิ้นส่วนที่ซ้อนกัน) จะไม่สามารถสังเกตเห็นได้หากไม่มีการจัดวางตำแหน่งใหม่ด้วยมือ—ส่งผลให้การตรวจสอบไม่ครอบคลุมทั้งหมด
- ความไวต่อการให้แสง : ความแปรปรวนของการวัดมากกว่า 70% เกิดจากความไม่สม่ำเสมอของแหล่งกำเนิดแสง จึงจำเป็นต้องทำการปรับเทียบใหม่บ่อยครั้งและใช้ห้องควบคุมแสงอย่างเข้มงวด
- ความไม่แน่นอนของขอบ : การตรวจจับขอบจากพิกเซลไม่สามารถแยกแยะระหว่างการเปลี่ยนแปลงความสูงอย่างเฉียบคม กับการเปลี่ยนแปลงของความเข้มแสงแบบค่อยเป็นค่อยไป—จึงนำไปสู่การระบุข้อบกพร่องผิดพลาดในการประเมินปริมาตรของครีมประสาน (solder paste) หรือการประเมินการโก่งตัว (warpage)
ในแอปพลิเคชันที่มีความสำคัญสูง เช่น การตรวจสอบครีมประสานสำหรับเทคโนโลยีการประกอบพื้นผิว (SMT) หรือการตรวจจับการโก่งตัวของพลาสติกที่ขึ้นรูปด้วยแม่พิมพ์ การขาดข้อมูลแกน Z จะส่งผลให้เกิดการผ่านเกณฑ์โดยผิดพลาด เมื่อการให้แสงจากด้านหลังล้มเหลว หรือเมื่อความสามารถในการสะท้อนแสงของพื้นผิวเปลี่ยนแปลง ความผิดพลาดของระบบสองมิติอาจสูงเกิน 15%—ซึ่งความเสี่ยงนี้จะถูกขจัดออกไปด้วยการแมปความลึกแบบสามมิติที่มีความแข็งแรงและเชื่อถือได้
ข้อเท็จจริงในการปฏิบัติงาน: ความเร็ว ต้นทุนรวมตลอดอายุการใช้งาน (TCO) และความพยายามในการผสานระบบ
การแลกเปลี่ยนด้านเวลาหนึ่งรอบการผลิต: อัตราการประมวลผลแบบ 2 มิติ เทียบกับความล่าช้าในการรับภาพและประมวลผลจากกล้องแบบ 3 มิติ
กล้องอุตสาหกรรมแบบ 2 มิติสามารถบรรลุอัตราการประมวลผลสูง—มักเกิน 100 ชิ้นต่อนาที—โดยการจับภาพแบบเฟรมเดียวที่มีความล่าช้าต่ำมาก ขณะที่ระบบแบบ 3 มิติต้องอาศัยการฉายแสงแบบซิงโครไนซ์ การจับภาพจากหลายมุมมอง และการสร้างคลาวด์จุด (point cloud) ซึ่งทำให้เกิดภาระเพิ่มเติมต่อเวลาหนึ่งรอบการผลิต 40–60% เมื่อเปรียบเทียบกับระบบแบบ 2 มิติที่เทียบเคียงกัน ข้อแลกเปลี่ยนนี้มีลักษณะเชิงกลยุทธ์: การตรวจสอบแบบปริภูมิระนาบ (planar inspections) ที่มีปริมาณสูง เช่น การตรวจสอบฉลาก จะให้ความสำคัญกับความเร็วและความเรียบง่ายของระบบแบบ 2 มิติ ขณะที่กระบวนการที่ต้องการความแม่นยำสูงเป็นพิเศษ—เช่น การตรวจสอบรูปทรงใบพัดเทอร์ไบน์ หรือการวัดระยะห่างระหว่างเซลล์แบตเตอรี่—จำเป็นต้องใช้ความสมบูรณ์ของข้อมูลเชิงพื้นที่ (spatial integrity) ที่ระบบแบบ 3 มิติให้มา แม้ว่าจะมีอัตราการประมวลผลลดลงก็ตาม
การแยกแยะต้นทุนรวมตลอดอายุการใช้งาน (TCO): การลงทุนด้านฮาร์ดแวร์ การบำรุงรักษาการสอบเทียบ และค่าใบอนุญาตซอฟต์แวร์สำหรับกล้องแบบ 3 มิติ
ต้นทุนรวมในการถือครอง (TCO) ของระบบวิชันยังครอบคลุมมากกว่าราคาขายปลีกที่ระบุไว้ แม้ว่ากล้องอุตสาหกรรมแบบ 2 มิติจะมีราคาอยู่ระหว่าง 15,000–30,000 ดอลลาร์สหรัฐฯ แต่ระบบวัดขนาดแบบ 3 มิติระดับเมโทรโลยีสำหรับผู้เริ่มต้นจะเริ่มต้นที่ 45,000–90,000 ดอลลาร์สหรัฐฯ เนื่องจากต้องใช้อุปกรณ์ออปติกส์เฉพาะทาง โปรเจกเตอร์ และหน่วยประมวลผลแบบฝังตัว ขณะที่ต้นทุนที่เกิดขึ้นซ้ำๆ นั้นมีความแตกต่างกันอย่างชัดเจน:
- ค่าใช้จ่ายในการบำรุงรักษาการสอบเทียบ : การเบี่ยงเบนของการจัดแนวเลเซอร์จำเป็นต้องมีการสอบเทียบใหม่ทุกสองปี (ค่าใช้จ่าย 2,000–5,000 ดอลลาร์สหรัฐฯ ต่อการให้บริการ)
- การอนุญาตให้ใช้ซอฟต์แวร์ : การวิเคราะห์ข้อมูลแบบพ้อยต์-คลาวด์ขั้นสูง เครื่องมือประเมินค่า GD&T และระบบจัดจำแนกข้อบกพร่องที่ใช้ปัญญาประดิษฐ์ (AI) เพิ่มค่าใช้จ่าย 8,000–20,000 ดอลลาร์สหรัฐฯ ต่อปี
- ค่าแรงงานในการบูรณาการ : การประสานงานระหว่างเซนเซอร์หลายตัว การลงทะเบียนระบบพิกัด และการชดเชยการเคลื่อนไหว ใช้เวลาวิศวกรประมาณ 30% มากกว่าการติดตั้งระบบแบบ 2 มิติ
ต้นทุนทางอ้อม ได้แก่ การอัปเกรดโครงสร้างพื้นฐานด้านไอที การพัฒนาทักษะผู้ปฏิบัติงาน และเอกสารการตรวจสอบความถูกต้อง ทำให้ต้นทุนรวมในการถือครอง (TCO) ภายใน 5 ปี เพิ่มขึ้น 30–40% อย่างไรก็ตาม ROI สามารถพิสูจน์ได้: ระบบแบบ 3 มิติสามารถตรวจจับข้อบกพร่องได้สูงถึง 99.7% บนรูปทรงเรขาคณิตที่ซับซ้อน ซึ่งเหนือกว่าขีดจำกัดเชิงปฏิบัติของระบบแบบ 2 มิติที่อยู่ที่ 85–90% โดยเฉพาะในสถานการณ์ที่มีคอนทราสต์ต่ำหรือมีส่วนที่ถูกบังไว้
การเลือกกล้องตามความต้องการของแอปพลิเคชัน: การจับคู่ประเภทกล้องกับข้อกำหนดในการตรวจสอบ
กรณีที่กล้อง 2 มิติให้ผลลัพธ์ยอดเยี่ยม: การตรวจจับข้อบกพร่องบนพื้นผิวแบบความเร็วสูงและการจัดหมวดหมู่ตามพื้นผิว
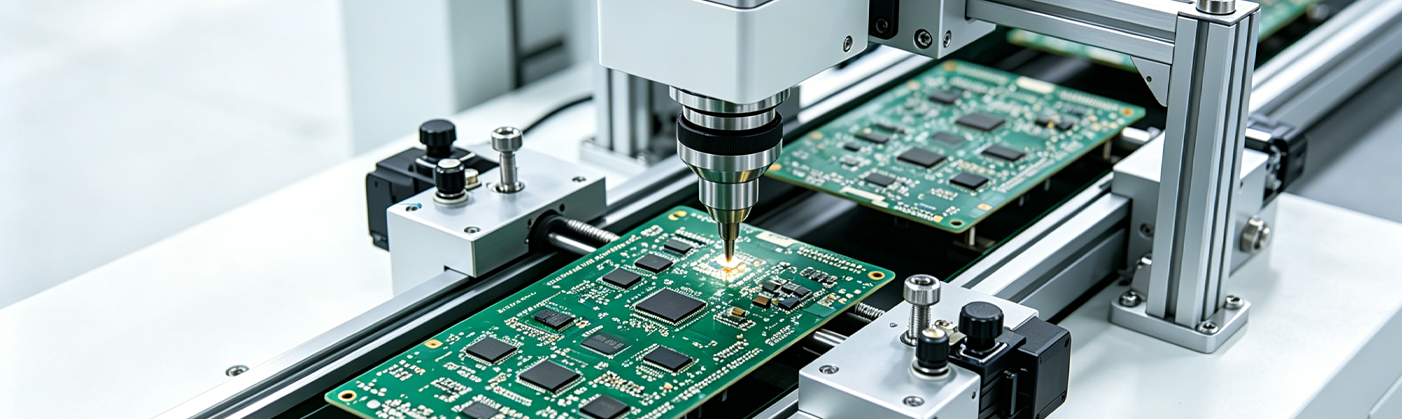
กล้อง 2 มิติครองตำแหน่งสำคัญในการตรวจสอบแบบแผนาร์ (planar) ที่มีอัตราการประมวลผลสูง โดยไม่จำเป็นต้องพิจารณาความลึก กระบวนการประมวลผลภาพแบบโมโนโครมหรือมัลติสเปกตรัมของกล้องเหล่านี้ให้ความเร็วสูงมาก (>500 เฟรมต่อวินาที) และความละเอียดระดับไมครอน ซึ่งเหมาะสำหรับการระบุรอยขีดข่วน ความผิดปกติของสี ข้อบกพร่องจากการพิมพ์ หรือความผิดปกติของโครงสร้างพื้นผิวบนสายพานลำเลียงที่กำลังเคลื่อนที่ ภายใต้สภาพแวดล้อมที่มีแสงคงที่ เช่น ไลน์ประกอบแผงวงจร (PCB) ในห้องสะอาด (cleanroom) กล้องเหล่านี้สามารถรักษาความแม่นยำอย่างสม่ำเสมอในการตรวจสอบว่ามีหรือไม่มีรอยบัดกรี (solder joint) และการยืนยันความสมบูรณ์ของการปิดผนึกบรรจุภัณฑ์ ตามรายงานจากสมาคมเพื่อการพัฒนาอัตโนมัติ (Association for Advancing Automation: A3) การบูรณาการระบบกล้อง 2 มิติใช้ความพยายามทางวิศวกรรมน้อยกว่าระบบ 3 มิติถึง 40% โดยมีภาระงานในการปรับเทียบ (calibration) ต่ำมาก และสามารถทำงานร่วมกับ PLC รุ่นเก่าและแพลตฟอร์ม MES ได้อย่างเชื่อถือได้
กรณีที่จำเป็นต้องใช้กล้อง 3 มิติ: การทำแผนที่ความสูง การวิเคราะห์ความโค้งงอ (warpage) และการยืนยันการประกอบ
กล้องสามมิติกลายเป็นสิ่งที่จำเป็นอย่างยิ่งเมื่อรูปทรงเรขาคณิตกำหนดหน้าที่การใช้งาน ระบบแสงโครงสร้าง (Structured light) และระบบเลเซอร์ไตรโกณมิติ (Laser triangulation) สร้างข้อมูลความลึก (Z-data) ที่ผ่านการสอบเทียบแล้ว เพื่อวิเคราะห์ความบิดเบี้ยวเชิงปริมาณบนชิ้นส่วนพลาสติกที่ขึ้นรูปด้วยแม่พิมพ์ฉีดแบบโค้ง แผงตกแต่งภายนอกยานยนต์ หรือเวเฟอร์เซมิคอนดักเตอร์ — สามารถแก้ปัญหาส่วนที่ถูกบัง (occlusions) และกำจัดการคาดเดาทั้งหมดได้ ระบบนี้สามารถตรวจจับความแปรผันของความสูงได้ละเอียดถึง 5 ไมโครเมตร ซึ่งมีความสำคัญยิ่งต่อการตรวจสอบความเรียบสม่ำเสมอของ bump บนชิปเซมิคอนดักเตอร์ หรือความสม่ำเสมอของช่องว่างระหว่างแผงตกแต่งยานยนต์ และยังสนับสนุนโดยตรงต่อการประเมินตามมาตรฐาน GD&T ตาม ASME Y14.5 ในการจัดเรียงโมดูลแบตเตอรี่แบบอัตโนมัติ ระบบสามมิติรับประกันความลึกของการแทรกเข้าไป (insertion depth) และความเรียบสม่ำเสมอขององค์ประกอบ (component coplanarity) ระดับมิลลิเมตร — ป้องกันความเสี่ยงของการเกิดภาวะ thermal runaway อันเนื่องมาจากการจัดเรียงเซลล์ที่ไม่ตรงตำแหน่ง นอกจากนี้ ความสามารถในการรับรู้ความลึกยังช่วยคลี่คลายความกำกวมในพื้นผิวที่มีคอนทราสต์ต่ำ พื้นผิวสะท้อนแสง (specular) หรือพื้นผิวที่ไร้ลวดลาย (textureless) ซึ่งระบบรูปภาพสองมิติมักไม่สามารถทำงานได้ — ทำให้ระบบสามมิติกลายเป็นสิ่งที่ขาดไม่ได้สำหรับการตรวจสอบเชิงหน้าที่ (functional inspection) ไม่ใช่เพียงแค่การตรวจสอบด้วยสายตาเท่านั้น
พร้อมที่จะปรับปรุงกระบวนการตรวจสอบอุตสาหกรรมของคุณด้วยโซลูชันการจับภาพที่เหมาะสมหรือยัง?
การเลือกระหว่างกล้อง 3 มิติและกล้อง 2 มิติขึ้นอยู่กับความต้องการเฉพาะด้านความแม่นยำ ปริมาณงาน และรูปทรงเรขาคณิตของแอปพลิเคชันของคุณ — ไม่มีวิธีใดวิธีหนึ่งที่ให้ผลลัพธ์ที่เหมาะสมที่สุดสำหรับทุกกระบวนการตรวจสอบในอุตสาหกรรม แม้ว่าระบบแบบ 2 มิติจะโดดเด่นในการตรวจสอบพื้นผิวแบบระนาบด้วยความเร็วสูง แต่กล้องแบบ 3 มิติสามารถเปิดศักยภาพในการวัดเชิงปริมาตร การปฏิบัติตามมาตรฐาน GD&T (Geometric Dimensioning and Tolerancing) และการตรวจจับข้อบกพร่องได้อย่างเชื่อถือได้บนชิ้นส่วนที่มีรูปทรงซับซ้อนและไม่ใช่แบบระนาบ ซึ่งเทคโนโลยีแบบ 2 มิติไม่สามารถตรวจสอบได้อย่างเชื่อถือได้
สำหรับโซลูชันกล้องแบบ 2 มิติหรือ 3 มิติระดับอุตสาหกรรมที่ออกแบบเฉพาะเพื่อการตรวจสอบตามความต้องการของคุณ หรือเพื่อสร้างระบบเครื่องมองเห็น (Machine Vision) แบบบูรณาการอย่างสมบูรณ์ ซึ่งประกอบด้วยเลนส์ เครื่องให้แสง และเครื่องมือประมวลผลปัญญาประดิษฐ์ (AI) ที่สอดคล้องกัน (เช่นที่บริษัท HIFLY เสนอ) โปรดร่วมงานกับผู้ให้บริการที่มีพื้นฐานความเชี่ยวชาญด้านระบบเครื่องมองเห็นอุตสาหกรรมอย่างแท้จริง HIFLY มีประสบการณ์มากว่า 15 ปี ครอบคลุมการออกแบบกล้อง 3 มิติ การผลิตแบบกำหนดเองสำหรับผู้ผลิตอุปกรณ์ดั้งเดิม (OEM) และการบูรณาการระบบเครื่องมองเห็นแบบครบวงจร — พร้อมรับรองมาตรฐาน ISO 9001:2015 การสนับสนุนทางเทคนิคระดับโลก และรูปแบบความร่วมมือแบบ OEM/ODM ที่ยืดหยุ่น ติดต่อเราได้ทันทีวันนี้ เพื่อรับคำปรึกษาด้านการประยุกต์ใช้งานโดยไม่มีภาระผูกพัน ทดสอบตัวอย่างสินค้าแบบกำหนดเอง หรือออกแบบโซลูชันการถ่ายภาพที่เหมาะสมที่สุดสำหรับกระบวนการทำงานด้านการตรวจสอบอุตสาหกรรมของคุณ
คำถามที่พบบ่อย
ข้อได้เปรียบหลักของการใช้ข้อมูลจากกล้อง 3 มิติในด้านเมโทรโลยีอุตสาหกรรมคืออะไร
ข้อมูลจากกล้อง 3 มิติให้ความสามารถในการรับรู้ความลึกอย่างแท้จริงและรักษาความเที่ยงตรงของข้อมูลเชิงพื้นที่อย่างแม่นยำ ทำให้สามารถตรวจสอบความสอดคล้องตามข้อกำหนด GD&T และดำเนินการวัดเชิงปริมาตร (Volumetric Metrology) ได้อย่างแม่นยำ โดยไม่จำเป็นต้องอาศัยสมมุติฐานหรือการอนุมานเชิงเรขาคณิต
เหตุใดกล้อง 2 มิติจึงมีข้อจำกัดสำหรับงานที่ต้องการความแม่นยำด้านความลึก
กล้อง 2 มิติไม่มีความสามารถในการวัดความลึกโดยธรรมชาติ และมีแนวโน้มเกิดข้อผิดพลาดจากสิ่งกีดขวาง การเปลี่ยนแปลงของแสง และความคลุมเครือในการตรวจจับขอบ ทำให้ไม่เหมาะสมสำหรับการวิเคราะห์เชิงปริมาตร
ปัจจัยด้านต้นทุนหลักที่ควรพิจารณาสำหรับระบบกล้อง 3 มิติคืออะไร
ระบบ 3 มิติต้องใช้ต้นทุนเริ่มต้นสูงกว่า ซึ่งรวมถึงค่าอุปกรณ์ฮาร์ดแวร์ ค่าการสอบเทียบเป็นระยะทุกสองปี ค่าใบอนุญาตซอฟต์แวร์ และความพยายามในการผสานรวมที่เพิ่มขึ้น แต่ให้ผลตอบแทนจากการลงทุน (ROI) ที่เหนือกว่าในด้านความแม่นยำและการตรวจจับข้อบกพร่อง
ในสถานการณ์ใดที่กล้อง 2 มิติทำงานได้ดีกว่ากล้อง 3 มิติ
กล้อง 2 มิติโดดเด่นในการตรวจสอบแบบความเร็วสูงบนระนาบเดียว โดยที่ความต้องการด้านความลึกมีน้อยมาก เช่น การตรวจจับข้อบกพร่องบนพื้นผิว หรือการจัดจำแนกตามพื้นผิวภายใต้สภาวะแสงที่ควบคุมได้
เมื่อใดที่กล้อง 3 มิติจึงจำเป็นอย่างยิ่ง
กล้อง 3 มิติจำเป็นอย่างยิ่งเมื่อความแม่นยำด้านความลึกมีความสำคัญสูง เช่น ในการวิเคราะห์การบิดงอ (warpage analysis) การสร้างแผนที่ความสูงที่ผ่านการสอบเทียบแล้ว (calibrated height mapping) และการตรวจสอบการประกอบ (assembly verification) ซึ่งรูปทรงเรขาคณิตมีผลต่อการทำงานของชิ้นส่วน





