

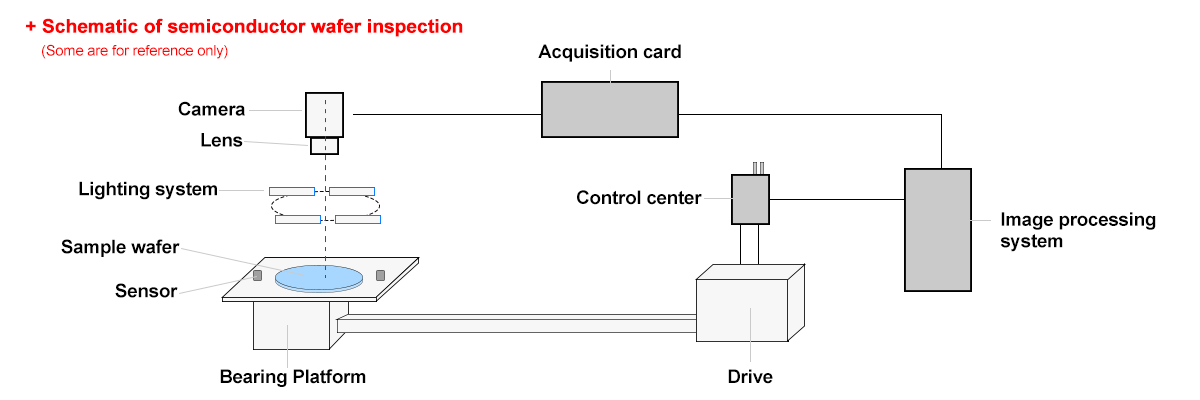
โซลูชันกล้องภาพถ่ายอุตสาหกรรมที่ดีที่สุดสำหรับการควบคุมคุณภาพแบบอัตโนมัติ
เหตุใดประสิทธิภาพของกล้องวิชันแมชชีนจึงกำหนดความแม่นยำในการตรวจสอบ
ความละเอียดและความหนาแน่นพิกเซล: การตรวจจับข้อบกพร่องที่มีขนาดเล็กกว่าหนึ่งมิลลิเมตรที่ความเร็วการผลิต
ความละเอียดที่สูงขึ้นหมายถึงเราสามารถตรวจพบข้อบกพร่องเล็กๆ ที่มีขนาดเล็กกว่าหนึ่งมิลลิเมตร บางครั้งอาจเล็กเพียง 1.5 ไมโครเมตร เนื่องจากเซ็นเซอร์มีจำนวนพิกเซลมากขึ้นในพื้นที่เดียวกัน แต่การมีความละเอียดสูงเพียงอย่างเดียวไม่เพียงพอต่อการใช้งาน ในกรณีของการตรวจสอบด้วยปัญญาประดิษฐ์ (AI) สิ่งที่ต้องการตรวจสอบควรมีขนาดครอบคลุมประมาณ 5 ถึง 10 พิกเซล ซึ่งจะเป็นจุดที่เหมาะสมที่สุด ที่สามารถจับรายละเอียดได้อย่างเพียงพอ โดยไม่ทำให้กระบวนการประมวลผลช้าลงมากเกินไป การใช้ค่าที่สูงกว่าช่วงนี้จะทำให้ข้อมูลเพิ่มขึ้นอย่างรวดเร็ว โดยไม่ได้ช่วยเพิ่มความสามารถในการแยกแยะชิ้นส่วนที่ดีออกจากชิ้นส่วนที่มีตำหนิ และอาจทำให้สายการผลิตช้าลงได้ เซ็นเซอร์ CMOS ชนิด Global Shutter ในปัจจุบันสามารถทำงานในจุดที่เหมาะสมนี้ได้ดี โดยสามารถระบุข้อบกพร่องได้ด้วยความแม่นยำประมาณ 99% และยังคงสามารถประมวลผลชิ้นงานได้หลายร้อยชิ้นต่อนาที สิ่งที่สำคัญที่สุดจึงไม่จำเป็นต้องเป็นจำนวนเมกะพิกเซลของกล้อง แต่คือการได้จำนวนพิกเซลที่เหมาะสมทั้งในแง่ของรายละเอียดที่เล็กที่สุดที่ต้องการเห็น และความเร็วของการเคลื่อนที่ของสายการประกอบ
อัตราเฟรมและการซิงค์ทริกเกอร์: การกำจัดภาพเบลอจากการเคลื่อนไหวในสายการผลิตความเร็วสูง
ภาพเบลอจากการเคลื่อนไหวยังคงเป็นสาเหตุหลักที่ทำให้ตรวจไม่พบข้อบกพร่องบนสายการผลิตที่รวดเร็ว แม้ว่าบริษัทจะติดตั้งเซนเซอร์ความละเอียดสูงพิเศษแล้วก็ตาม เมื่อสายการผลิตทำงานที่มากกว่า 1,000 ชิ้นต่อชั่วโมง กล้องจำเป็นต้องจับภาพแต่ละชิ้นภายในเวลาไม่ถึง 20 มิลลิวินาที เพื่อให้ขอบของชิ้นงานคมชัดเพียงพอ นี่คือจุดที่กล้องชัตเตอร์โกลบอลแบบซิงค์กับเอ็นโคดเดอร์มีประโยชน์ กล้องเหล่านี้จะล็อกเวลาการรับแสงให้ตรงกับตำแหน่งของชิ้นงานบนสายพานลำเลียง ซึ่งช่วยรักษาระดับการตรวจจับได้ประมาณ 98.5% แม้อยู่ที่ความเร็วสูงสุด ความแตกต่างนี้มีขนาดใหญ่มากเมื่อเทียบกับระบบเก่าที่ไม่มีการซิงโครไนซ์ โรงงานในอุตสาหกรรมยานยนต์และอิเล็กทรอนิกส์พบว่าจำนวนการแจ้งเตือนผิดพลาดลดลงประมาณ 80% เมื่ออัปเกรดระบบทั้งนี้ก็สมเหตุสมผล เนื่องจากอุตสาหกรรมเหล่านี้ทำงานกับชิ้นส่วนที่วัดขนาดได้ในระดับไมครอน จึงไม่มีที่ว่างให้กับการคาดเดาหรือข้อผิดพลาดเลย
เปรียบเทียบแพลตฟอร์มกล้องเวชันแมชชีนชั้นนำสำหรับการตรวจสอบในอุตสาหกรรม
Basler ace 2 เทียบกับ FLIR Blackfly S: การเปรียบเทียบเชิงปฏิบัติจริงด้านความแม่นยำ ความเสถียร และการสนับสนุน SDK
ซีรีส์ Basler Ace 2 ใช้เซ็นเซอร์ Sony Pregius ที่ยอดเยี่ยม ซึ่งสามารถทำให้ความซ้ำซ้อนของการวัดอยู่ต่ำกว่า 0.1 พิกเซล แม้จะมีการสั่นสะเทือนในสภาพแวดล้อมอุตสาหกรรมหลากหลายรูปแบบ นอกจากนี้ กล้องเหล่านี้ยังคงความเสถียรของ gain ได้อย่างน่าประทับใจ โดยอยู่ในช่วงบวกหรือลบเพียง 0.05 เปอร์เซ็นต์ แม้อุณหภูมิจะเปลี่ยนแปลงสูงถึง 15 องศาเซลเซียส สิ่งที่โดดเด่นจริงๆ คือ Pylon SDK ที่ทำงานร่วมกับแขนหุ่นยนต์และเครือข่าย PLC ได้อย่างยอดเยี่ยม ทำให้เหมาะอย่างยิ่งสำหรับสายการผลิตที่เคลื่อนตัวเร็วซึ่งทำงานเกิน 200 เฟรมต่อวินาที ในทางกลับกัน โมเดล Blackfly S ของ FLIR ก็มีข้อได้เปรียบในตัวเองด้วยการประมวลผลภาพเฉพาะที่สามารถลดสัญญาณรบกวนจากการเคลื่อนไหวได้ประมาณ 40% บนสายพานลำเลียงที่เคลื่อนที่เร็วมาก และอย่าลืม Spinnaker SDK ที่รองรับภาษาโปรแกรมหลายภาษา เช่น Python, C# และ .NET ระบบกล้องทั้งสองชนิดสามารถจัดการงานตรวจสอบแผ่นเวเฟอร์เซมิคอนดักเตอร์และชิ้นส่วนแบตเตอรี่รถยนต์ไฟฟ้าได้อย่างไม่มีปัญหา แต่จุดที่แตกต่างกันคือในเงื่อนไขเฉพาะ Basler มักแสดงผลได้ดีกว่าในด้านความเสถียรทางความร้อนและเชิงกลเมื่อติดตั้งในขนาดใหญ่ ในขณะที่ FLIR โดดเด่นในสถานการณ์ที่แสงน้อยมาก โดยให้ผลลัพธ์ที่ยอดเยี่ยมแม้ในระดับแสงต่ำกว่า 0.1 แลกซ์
กล้องอัจฉริยะ (Cognex Insight, Keyence CV-X) เทียบกับระบบกล้องเวชั่นแมชชีนแบบใช้พีซี
กล้องอัจฉริยะจากแบรนด์อย่าง Cognex Insight และ Keyence CV-X ช่วยเร่งกระบวนการทำงานได้อย่างมาก สำหรับการตรวจสอบขนาดพื้นฐาน อุปกรณ์เหล่านี้สามารถใช้งานได้ภายในเวลาไม่ถึงสองวัน เนื่องจากมีโปรเซสเซอร์ในตัวและถูกโปรแกรมรูปแบบข้อบกพร่องทั่วไปไว้ล่วงหน้าแล้ว นอกจากนี้ยังช่วยประหยัดค่าใช้จ่ายด้านสายไฟประมาณ 30% เมื่อใช้งานเพียงลำพังในสถานีงาน ซึ่งเป็นข่าวดีสำหรับโรงงานที่ทุกตารางนิ้วมีความสำคัญ แต่ในทางกลับกัน ระบบคอมพิวเตอร์ที่เชื่อมต่อกับเซิร์ฟเวอร์ GPU ที่มีประสิทธิภาพสูง ให้พลังประมวลผลแก่ผู้ผลิตได้มากกว่าถึงห้าเท่า สำหรับงานที่ซับซ้อนกว่า เช่น การตรวจจับความบกพร่องเล็กๆ บนพื้นผิว การวัดวัตถุจากหลายมุมในสามมิติ หรือการปรับโมเดลขณะที่กระบวนการยังดำเนินอยู่ ระบบทั้งนี้ช่วยให้บริษัทสามารถจัดการผลิตภัณฑ์มากกว่าห้าสิบชนิดพร้อมกันผ่านเครือข่ายที่มีกล้องหลายตัว—สิ่งที่จำเป็นอย่างยิ่งเมื่อต้องรับมือกับการผลิตที่หลากหลาย แน่นอนว่ากล้องอัจฉริยะทำให้การควบคุมคุณภาพเริ่มต้นได้ง่ายขึ้น แต่ระบบแบบใช้คอมพิวเตอร์นั้นยังคงเหนือกว่าอย่างชัดเจนเมื่อพิจารณาจากการเติบโตไปพร้อมกับความต้องการทางธุรกิจ การปรับอัลกอริทึมได้อย่างรวดเร็ว และการรองรับภาระงานประมวลผลที่เข้มข้น
วิธีการเลือกกล้องเวชันสำหรับเครื่องจักรที่เหมาะสมสำหรับการประยุกต์ใช้งานด้านการควบคุมคุณภาพของคุณ
กรอบการตัดสินใจเชิงปฏิบัติ: การปรับข้อกำหนดของกล้องให้สอดคล้องกับค่าความคลาดเคลื่อนของผลิตภัณฑ์ ความเร็วสายการผลิต และข้อจำกัดด้านการให้แสงสว่าง
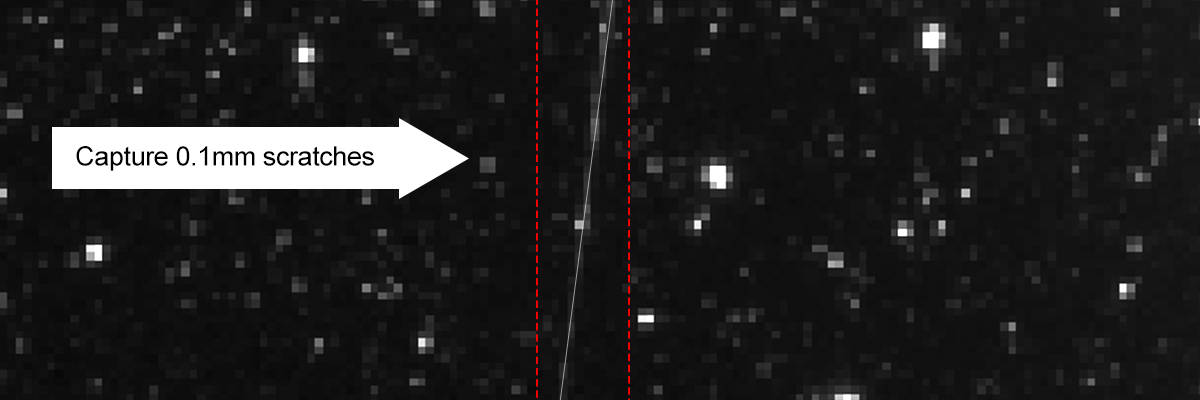
เมื่อพิจารณาการตรวจจับข้อบกพร่อง ให้เริ่มต้นจากความผิดปกติที่เล็กที่สุดที่คุณต้องการตรวจสอบ เช่น รอยขีดข่วนขนาด 0.1 มม. จากนั้นหารมิตินี้ด้วยค่าที่อุตสาหกรรมแนะนำ คือ 3 ถึง 4 พิกเซลต่อองค์ประกอบ ซึ่งจะช่วยให้เราได้ค่าพื้นฐานสำหรับความต้องการด้านความละเอียด ต่อมาความเร็วของสายพานลำเลียงก็สำคัญเช่นกัน หากชิ้นงานเคลื่อนที่เร็วกว่า 1 เมตรต่อวินาที เราจำเป็นต้องใช้เซ็นเซอร์ชัตเตอร์แบบกลุ่ม (global shutter) ที่ทำงานด้วยอัตราเฟรมเกิน 120 เฟรมต่อวินาที และเมื่อการผลิตเกิน 200 ชิ้นต่อนาที เวลาการเปิดรับแสง (exposure time) จะต้องไม่เกินครึ่งมิลลิวินาที มิฉะนั้นภาพทั้งหมดจะเบลอ อีกหนึ่งความท้าทายคือสภาพการให้แสงสว่าง ในสภาพแวดล้อมที่มืดควรเลือกกล้องที่มีประสิทธิภาพควอนตัม (quantum efficiency) สูงกว่า 75% และช่วงไดนามิก (dynamic range) เกิน 70 dB เพื่อให้ภาพคงความคมชัดและคอนทราสต์ไว้ได้ การดำเนินการตามแนวทางนี้ในทั้งสามด้าน ใน ·พื้นที่สำคัญช่วยให้มั่นใจได้ว่ากล้องสามารถตรวจพบข้อบกพร่องเล็กๆ เหล่านี้ได้จริงในการใช้งานจริง ไม่ใช่แค่ตามสเปกบนกระดาษ โดยยังคงควบคุมต้นทุนให้อยู่ในระดับที่เหมาะสมโดยไม่ลดทอนประสิทธิภาพที่ใช้งานได้จริงในสายการผลิตทุกวัน
พร้อมยกระดับระบบควบคุมคุณภาพแบบอัตโนมัติของคุณหรือยัง
อย่ายอมรับกล้องสำเร็จรูปที่อาจมองข้ามข้อบกพร่องสำคัญ หรือทำให้สายการผลิตช้าลง โซลูชันกล้องวิชันสำหรับเครื่องจักรแบบเฉพาะทางจาก HIFLY ถูกออกแบบมาเพื่อตอบสนองความต้องการด้านการตรวจสอบคุณภาพ (QC) ของคุณอย่างแม่นยำ ไม่ว่าจะเป็นการตรวจจับข้อบกพร่องขนาด 1.5μm การตรวจสอบชิ้นส่วนมากกว่า 200 ชิ้นต่อนาที หรือการทำงานในสภาพแวดล้อมที่รุนแรง
ติดต่อ HIFLY วันนี้เพื่อรับคำปรึกษาฟรี: ทีมงานของเราจะประเมินกระบวนการทำงานของคุณ แนะนำสเปกที่เหมาะสม และจัดส่งตัวอย่างเฉพาะแบบภายใน 3 วัน ร่วมสร้างระบบทดสอบคุณภาพที่เติบโตไปพร้อมกับธุรกิจของคุณ และสามารถตรวจจับข้อบกพร่องได้อย่างแม่นยำมากกว่า 99% ในทุกครั้ง





