

การตรวจจับสีด้วยระบบภาพจุลทัศน์
1. บทนำ: ความสำคัญและแนวคิดพื้นฐาน
การตรวจจับสีด้วยระบบวิชันของเครื่องจักร ซึ่งเป็นส่วนหนึ่งที่สำคัญของเทคโนโลยีการประมวลผลภาพ โดยใช้เซนเซอร์ภาพ ระบบออปติก และอัลกอริทึม เพื่อระบุ วิเคราะห์ และวัดข้อมูลสีของวัตถุโดยอัตโนมัติ—แทนที่การตัดสินด้วยสายตาของมนุษย์ที่มีลักษณะเชิงอัตวิสัย ด้วยข้อมูลที่เป็นกลางและสอดคล้องกัน ความสำคัญของระบบดังกล่าวอยู่ที่การแก้ไขข้อจำกัดของการรับรู้ของมนุษย์ เช่น ข้อผิดพลาดจากความเหนื่อยล้า มาตรฐานที่ไม่สม่ำเสมอระหว่างบุคคล และไม่สามารถตรวจจับความแตกต่างของสีที่ละเอียดได้ (เช่น การเปลี่ยนแปลงเฉดสีในระดับนาโน) ทำให้ระบบกลายเป็นสิ่งจำเป็นในอุตสาหกรรมที่ความแม่นยำของสีมีผลโดยตรงต่อคุณภาพของผลิตภัณฑ์ ความปลอดภัย และความสอดคล้องของแบรนด์ ตั้งแต่อุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภคไปจนถึงกระบวนการผลิตอาหาร
2. หลักการพื้นฐานของการตรวจจับสี
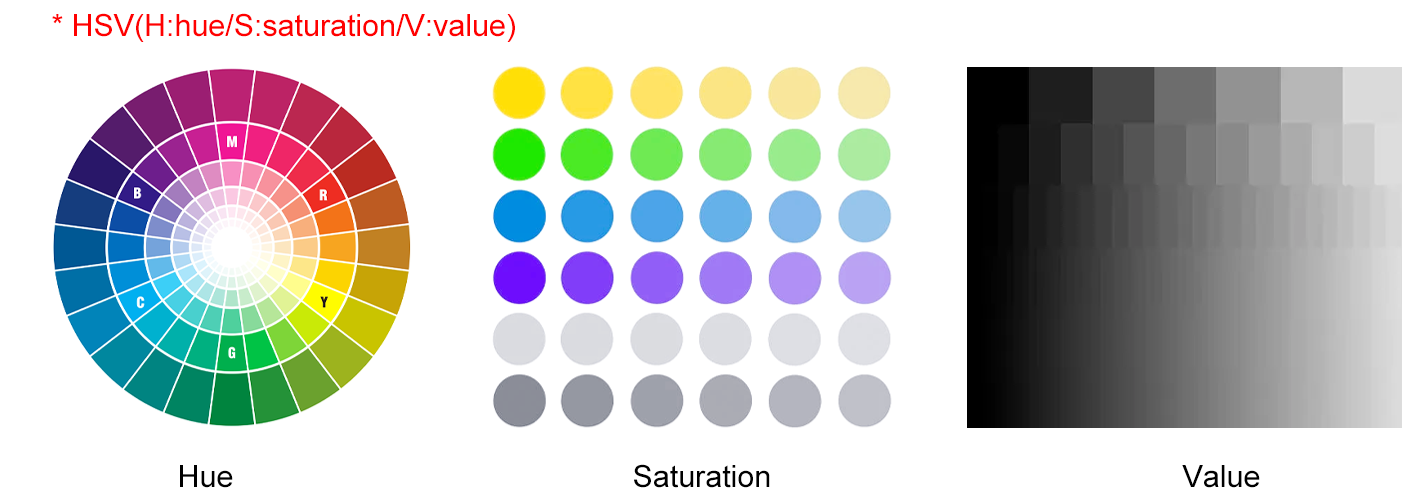
หลักการพื้นฐานของการตรวจจับสีด้วยระบบเครื่องจักรในการมองเห็น (machine vision) ขึ้นอยู่กับการเลียนแบบการรับรู้สีของมนุษย์ แต่ดำเนินการด้วยขั้นตอนที่แม่นยำและวัดผลได้: ขั้นตอนแรก ระบบออปติคัล (รวมถึงเลนส์และตัวกรอง) จะจับแสงที่สะท้อนหรือส่งผ่านโดยวัตถุเป้าหมาย; ขั้นตอนที่สอง เซนเซอร์ภาพ (เช่น CCD หรือ CMOS) จะแปลงแสงนี้เป็นสัญญาณไฟฟ้า โดยพิกเซลแต่ละตัวจะบันทึกค่าความเข้มของสีหลัก (โดยทั่วไปคือ สีแดง สีเขียว และสีน้ำเงิน หรือ RGB); ขั้นตอนที่สาม ระบบจะแปลงข้อมูล RGB ดิบให้อยู่ในรูปของช่องสีมาตรฐาน (เช่น CIELAB หรือ HSV) เพื่อกำจัดความแปรปรวนที่ขึ้นกับอุปกรณ์ต่างๆ ทำให้สามารถแสดงสีได้อย่างสม่ำเสมอไม่ว่าจะใช้กล้องหรือสภาวะการให้แสงสว่างที่แตกต่างกัน; สุดท้าย อัลกอริทึมจะเปรียบเทียบข้อมูลสีที่ผ่านการประมวลผลแล้วกับเกณฑ์ที่กำหนดไว้ล่วงหน้าหรือตัวอย่างอ้างอิง เพื่อกำหนดว่าสีของวัตถุนั้นตรงตามข้อกำหนดด้านคุณภาพหรือไม่
3. เทคโนโลยีหลักที่สนับสนุนการตรวจจับสี
เทคโนโลยีหลายอย่างมีบทบาทสำคัญในการตรวจจับสีด้วยระบบวิชันของเครื่องจักรที่มีประสิทธิภาพ: เซนเซอร์ภาพความละเอียดสูงที่มีช่วงไดนามิกกว้าง ช่วยให้จับรายละเอียดของสีได้อย่างแม่นยำ แม้ในสภาพแสงที่ไม่สม่ำเสมอ; ตัวกรองแสงพิเศษ (เช่น ตัวกรองช่วงความถี่เฉพาะ) ลดการรบกวนจากแสงรอบข้าง และเพิ่มความคมชัดของสี; เครื่องมือปรับเทียบสี (เช่น ตารางสี และสเปกโตรโฟโตมิเตอร์) รักษาความสม่ำเสมอโดยการแก้ไขการเบี่ยงเบนของเซนเซอร์หรือการบิดเบือนของเลนส์; และอัลกอริทึมขั้นสูง รวมถึงแบบจำลองการเรียนรู้ของเครื่อง (เช่น เครือข่ายประสาทเทียมแบบคอนโวลูชัน สำหรับการจำแนกประเภทสีที่ซับซ้อน) และเทคนิคการตรวจจับขอบ ซึ่งช่วยให้สามารถประมวลผลแบบเรียลไทม์ ลดข้อผิดพลาด และปรับตัวเข้ากับรูปร่างของวัตถุหรือพื้นผิวที่หลากหลายได้
4. การประยุกต์ใช้งานจริงในหลากหลายอุตสาหกรรม
การตรวจจับสีด้วยระบบวิชันสำหรับเครื่องจักรถูกนำมาใช้อย่างแพร่หลายในหลากหลายภาคส่วน: ในอุตสาหกรรมการผลิตรถยนต์ ใช้ตรวจสอบชั้นสีเพื่อความสม่ำเสมอ และจับคู่สีของชิ้นส่วนตกแต่งภายในให้ตรงตามข้อกำหนดการออกแบบ; ในกระบวนการผลิตอาหารและเครื่องดื่ม ใช้คัดแยกผลไม้ตามระดับความสุก (เช่น การแยกแอปเปิ้ลสีแดงจากสีเขียว) และตรวจจับข้อบกพร่องที่เกี่ยวข้องกับสีในผลิตภัณฑ์ เช่น ช็อกโกแลต หรือ น้ำผลไม้ (เช่น การเปลี่ยนสีจากความเสียหาย); ในอุตสาหกรรมสิ่งทอและการพิมพ์ ใช้ตรวจสอบความสม่ำเสมอของสีผ้า และยืนยันว่าวัสดุที่พิมพ์ (เช่น บรรจุภัณฑ์ ฉลาก) สอดคล้องกับมาตรฐานสีของแบรนด์; และในอุตสาหกรรมการผลิตอิเล็กทรอนิกส์ ใช้ตรวจสอบความแม่นยำของสีไฟ LED และระบุชิ้นส่วนที่มีการใช้สีกำกับ (เช่น ตัวต้านทาน) เพื่อป้องกันข้อผิดพลาดในการประกอบ

5. ปัญหาปัจจุบันและแนวโน้มในอนาคต
แม้จะมีความก้าวหน้า แต่การตรวจจับสีด้วยระบบเครื่องจักรเพื่อการมองเห็นยังคงเผชิญกับปัญหาหลายประการ เช่น สภาพแวดล้อมที่เปลี่ยนแปลง (ตัวอย่างเช่น การเปลี่ยนแปลงของแสงโดยรอบ อุณหภูมิ) อาจทำให้ข้อมูลสีผิดเพี้ยน พื้นผิวที่สะท้อนแสงหรือโปร่งใสสูง (เช่น แก้ว โลหะ) ทำให้การจับสีที่แม่นยำเป็นเรื่องยาก และสายการผลิตที่มีความเร็วสูงต้องการการประมวลผลที่รวดเร็วขึ้นโดยไม่ลดทอนความแม่นยำ แนวโน้มในอนาคตมุ่งเน้นการแก้ไขปัญหาเหล่านี้ ได้แก่ การรวมระบบถ่ายภาพแบบไฮเปอร์สเปกตรัล (ซึ่งสามารถจับภาพนอกเหนือจากแสงที่ตามองเห็นได้) เพื่อการวิเคราะห์สีที่ละเอียดมากยิ่งขึ้น การนำคอมพิวเตอร์แบบเอจ (edge computing) มาใช้เพื่อให้สามารถประมวลผลแบบเรียลไทม์ในสภาพแวดล้อมที่ห่างไกลหรือมีความเร็วสูง การพัฒนาระบบที่สามารถปรับเทียบค่าเองได้อัตโนมัติตามการเปลี่ยนแปลงของสภาพแวดล้อม และการใช้งานโมเดลที่ขับเคลื่อนด้วยปัญญาประดิษฐ์ (AI) มากขึ้นเพื่อจัดการกับสถานการณ์ที่ซับซ้อน เช่น การจำแนกวัตถุที่มีหลายสี หรือการตรวจจับข้อบกพร่องในผลิตภัณฑ์ที่มีรูปร่างไม่สมมาตร ซึ่งจะช่วยขยายความสามารถและความน่าเชื่อถือของเทคโนโลยีนี้ให้เพิ่มมากยิ่งขึ้น
6. สรุป
เมื่ออุตสาหกรรมทั่วโลกยังคงให้ความสำคัญกับการควบคุมคุณภาพ ประสิทธิภาพ และการมาตรฐานอย่างต่อเนื่อง การตรวจจับสีด้วยระบบเครื่องจักรเพื่อการมองเห็น (machine vision color detection) ได้แสดงศักยภาพในฐานะเทคโนโลยีเปลี่ยนแปลงที่เชื่อมช่องว่างระหว่างข้อจำกัดของประสาทสัมผัสของมนุษย์กับความต้องการของอุตสาหกรรม จากการรับประกันความสม่ำเสมอของผลิตภัณฑ์สำหรับผู้บริโภค ไปจนถึงการปรับแต่งกระบวนการผลิตที่มีความเสี่ยงสูง ความสามารถในการวิเคราะห์สีแบบเป็นกลางและแบบเรียลไทม์ได้กลายเป็นหัวใจสำคัญของการผลิตในยุคปัจจุบันแล้ว แม้จะยังคงมีความท้าทายอยู่ เช่น การรบกวนจากสิ่งแวดล้อม และความต้องการประมวลผลที่ความเร็วสูง แต่แนวโน้มใหม่ๆ เช่น การถ่ายภาพแบบไฮเปอร์สเปกตรัล (hyperspectral imaging) การประมวลผลที่ขอบเครือข่าย (edge computing) และการผสานรวมปัญญาประดิษฐ์ (AI) ต่างก็คาดว่าจะปลดล็อกศักยภาพที่ยิ่งใหญ่กว่าเดิม ทำให้การตรวจจับสีด้วยระบบ machine vision ไม่ใช่แค่เครื่องมือสำหรับปัจจุบันเท่านั้น แต่ยังเป็นแรงผลักดันสำคัญสู่ยุคหน้าของนวัตกรรมอุตสาหกรรมและความเป็นเลิศด้านคุณภาพ





