

Найкращі рішення з камер машинного бачення для автоматичного контролю якості
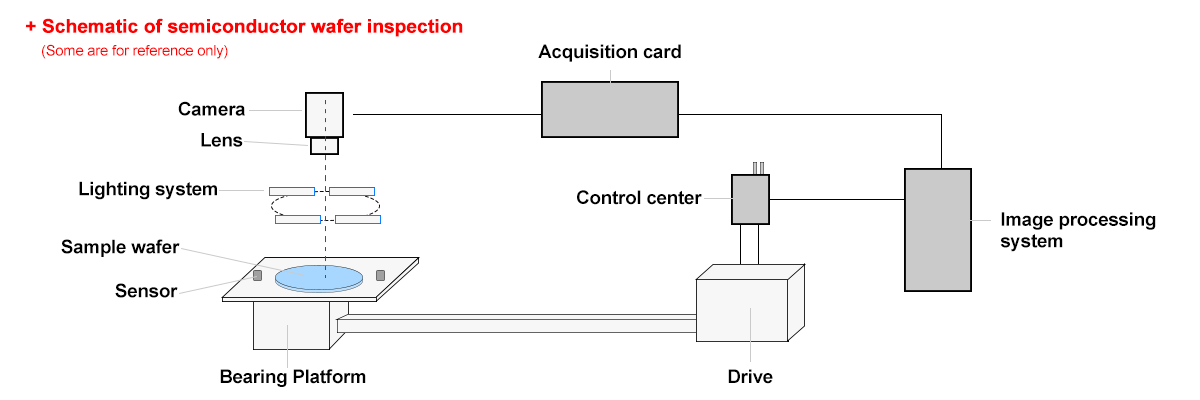
Чому продуктивність камери машинного зору визначає точність інспектування
Роздільна здатність та щільність пікселів: виявлення дефектів менше міліметра на швидкості виробництва
Краща роздільна здатність означає, що ми можемо виявляти дрібні дефекти, менші за міліметр, а іноді навіть до 1,5 мікрометра, оскільки на сенсорі просто більше пікселів. Але лише наявність високої роздільної здатності не гарантує ефективності. Для найефективнішого використання штучного інтелекту аналізовані елементи повинні займати приблизно 5–10 пікселів. Саме це створює оптимальну точку, коли захоплюється достатньо деталей, не уповільнюючи при цьому обробку. Перевищення цього діапазону лише призводить до швидкого нагромадження даних без реальної переваги у визначенні придатних та бракованих деталей, що може сповільнити виробничі лінії. Сучасні датчики CMOS з глобальним затвором добре потрапляють у цю золоту середину: вони виявляють дефекти з точністю близько 99 %, продовжуючи обробляти сотні виробів щохвилини. Найважливішим є не обов’язково кількість мегапікселів камери, а отримання правильної кількості пікселів як для найдрібніших деталей, які потрібно побачити, так і з урахуванням швидкості руху конвеєра.
Частота кадрів і синхронізація спуску: усунення розмиття від руху на швидкісних лініях
Розмиття від руху все ще стає причиною більшості пропущених дефектів на швидкісних виробничих лініях, навіть коли компанії встановлюють дорогі датчики з надвисокою роздільною здатністю. Коли лінія працює з продуктивністю понад 1000 деталей на годину, камері потрібно фіксувати кожен елемент менше ніж за 20 мілісекунд, щоб краї залишалися достатньо чіткими. Тут на допомогу приходять камери з глобальним затвором, синхронізовані з енкодером. Ці камери синхронізують час експозиції з положенням деталі на конвеєрі, завдяки чому рівень виявлення дефектів залишається на рівні 98,5 % навіть на максимальній швидкості. Різниця порівняно зі старими системами без синхронізації дуже значна. На підприємствах автовиробництва та електронного монтажу кількість хибних спрацьовувань зменшується приблизно на 80 % після модернізації. Це цілком логічно, адже ці галузі працюють з компонентами, розміри яких вимірюються в мікронах, тож тут просто немає місця для припущень чи помилок.
Порівняння провідних платформ машинного зору для промислового контролю
Basler ace 2 проти FLIR Blackfly S: Порівняльне тестування у реальних умовах за точністю, стабільністю та підтримкою SDK
Серія Basler Ace 2 використовує чудові сенсори Sony Pregius, які дійсно здатні забезпечити повторюваність вимірювань менше ніж 0,1 пікселя, навіть якщо навколо існують різноманітні промислові вібрації. Крім того, ці камери також демонструють досить вражаючу стабільність підсилення, залишаючись у межах ±0,05 відсотка незважаючи на зміни температури до 15 градусів Цельсія. Особливо виділяється їхній Pylon SDK, який чудово працює з роботизованими маніпуляторами та мережами ПЛК, що робить їх абсолютно ідеальними для швидкісних виробничих ліній, які працюють з частотою понад 200 кадрів на секунду. З іншого боку, моделі FLIR Blackfly S мають власні фірмові технології обробки зображення, які зменшують артефакти від руху приблизно на 40% на надшвидких конвеєрах. І не варто забувати про Spinnaker SDK, який підтримує кілька мов програмування, включаючи Python, C# та .NET. Обидві системи камер успішно справляються з завданнями контролю напівпровідникових пластин та деталей акумуляторів електромобілів, однак вони відрізняються за певних умов. Basler, як правило, краще показує себе з точки зору термічної та механічної стабільності при використанні в масштабних застосуваннях, тоді як FLIR перевершує в ситуаціях, коли освітлення надзвичайно слабке, забезпечуючи відмінні результати навіть при рівні освітленості нижче 0,1 люкс.
Розумні камери (Cognex Insight, Keyence CV-X) проти систем машинного зору на базі ПК
Розумні камери від таких брендів, як Cognex Insight та Keyence CV-X, справді прискорюють процеси. Для простих перевірок розмірів ці пристрої можуть бути запущені менш ніж за два дні, оскільки мають вбудовані процесори й уже містять запрограмовані типові шаблони дефектів. Крім того, вони економлять близько 30% витрат на електропроводку, коли використовуються окремо на робочих місцях, що є чудовою новиною для фабрик, де важливий кожен сантиметр. З іншого боку, комп'ютерні системи, підключені до потужних серверів з GPU, дають виробникам приблизно в п'ять разів більше обчислювальної потужності для складніших завдань, таких як виявлення незначних дефектів поверхні, вимірювання об’єктів з кількох ракурсів у трьох вимірах або коригування моделей під час тривалої роботи. Такі конфігурації дозволяють компаніям одночасно керувати понад п'ятдесятьма різними продуктами через мережі з кількома камерами — що стає абсолютно необхідним при різноманітних виробничих партіях. Звичайно, розумні камери спрощують початок контролю якості, але комп'ютерні системи просто неможливо перемогти, коли йде мова про масштабування разом із потребами бізнесу, швидке адаптування алгоритмів і виконання серйозних обчислень.
Як вибрати правильну камеру машинного зору для вашого застосунку контролю якості
Практична рамка прийняття рішень: узгодження технічних характеристик камери з допусками продукту, швидкістю лінії та обмеженнями освітлення
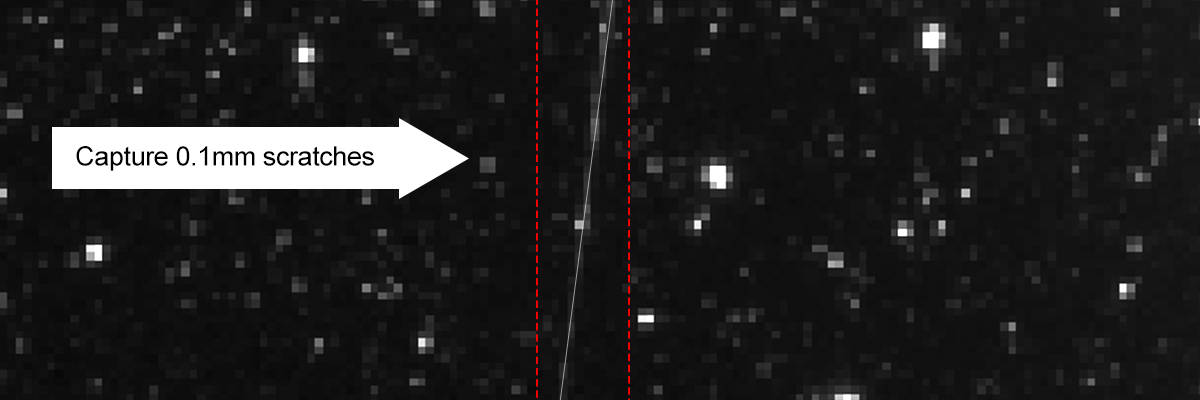
При вивченні виявлення дефектів починайте з найменшого вади, який потрібно виявити. Візьміть цей розмір, наприклад, подряпину 0,1 мм, і поділіть його на те, що галузь рекомендує як 3–4 пікселі на елемент. Це дає нам базовий рівень необхідної роздільної здатності. Також важливо враховувати швидкість конвеєра. Якщо об'єкти рухаються зі швидкістю понад 1 метр на секунду, потрібні датчики з глобальним затвором і частотою кадрів понад 120 кадрів на секунду. Коли ж обсяг виробництва перевищує 200 одиниць на хвилину, час експозиції має бути меншим за півмілісекунди, інакше все буде розмите. Умови освітлення створюють окрему проблему. У темних умовах слід використовувати камери з квантовою ефективністю понад 75% та динамічним діапазоном понад 70 дБ, щоб зображення зберігали контрастність і чіткість. Дотримуючись такого підходу протягом трьох k в ·ці ключові області допомагають забезпечити, щоб камери дійсно виявляли ці дрібні дефекти на практиці, а не лише за технічними характеристиками. Це дозволяє зберегти розумну вартість, не жертвуючи тим, що працює на виробничому майданчику з кожним днем.
Готові підняти свій автоматизований контроль якості на новий рівень?
Не варто задовольнятися серійними камерами, які пропускають критичні дефекти або уповільнюють вашу лінію. Рішення HIFLY у сфері спеціалізованих камер машинного зору розроблені відповідно до ваших точних вимог контролю якості — чи то ви виявляєте дефекти розміром 1,5 мкм, інспектуєте понад 200 деталей за хвилину чи працюєте в складних умовах.
Зв'яжіться з HIFLY сьогодні, щоб отримати безкоштовну консультацію: наша команда оцінить ваш робочий процес, порекомендує технічні характеристики та надасть спеціальний зразок уже за 3 дні. Давайте створимо систему контролю якості, яка масштабується разом із вашим бізнесом і забезпечує точність виявлення дефектів понад 99% — щоразу.





