

Поради щодо вибору правильного лінійного скануючого пристрою
Основи лінійних скануючих камер: архітектура, принцип дії та ключові переваги
Як лінійне сканування відрізняється від площинного — усунення розмиття руху та забезпечення нескінченної вертикальної роздільної здатності
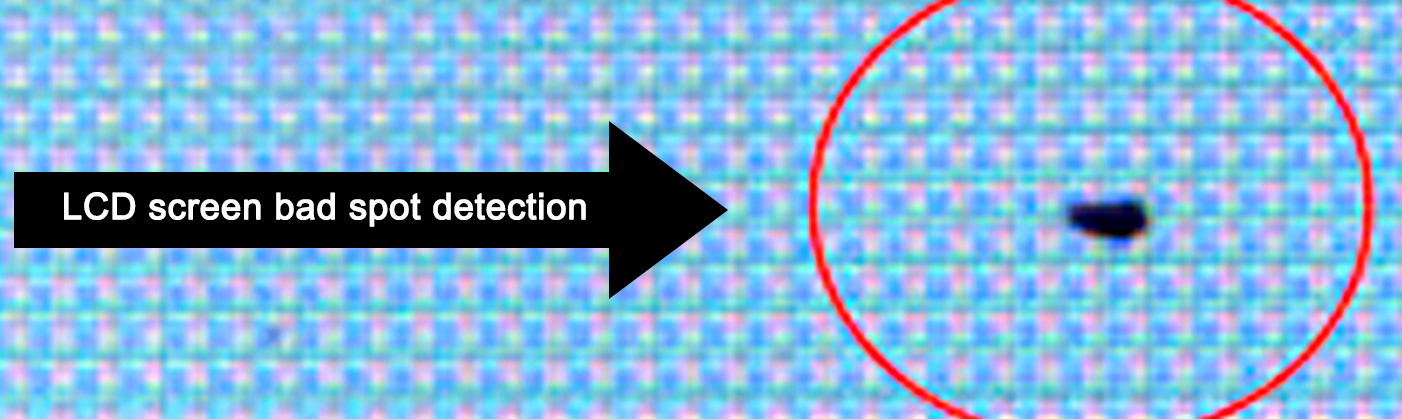
Камери площинного сканування одночасно отримують повні двовимірні зображення, тоді як камери лінійного сканування працюють інакше. Вони мають лише один ряд пікселів, що поступово формує зображення в процесі проходження об’єктів через поле зору камери. Система синхронізується з рухом за допомогою, наприклад, обертальних або лінійних енкодерів, тому розмиття відсутнє навіть при дуже високих швидкостях руху — іноді понад 10 метрів на секунду. Найважливішим у цьому випадку є те, що вертикальне розділення практично необмежене. Висота зображення залежить виключно від відстані, яку об’єкт проходить повз камеру, а не від фізичних розмірів сенсора. Саме тому технологія лінійного сканування особливо ефективна в точних завданнях, таких як контроль напівпровідників під час виробництва або відстеження величезних металевих рулонів шириною 3000 мм. Традиційні системи площинного сканування просто не можуть впоратися з такими завданнями без створення надзвичайно великих «склеєних» зображень або втрати важливих деталей у процесі.
Пояснення основних компонентів: лінійний датчик, двигун лінійної частоти, інтерфейс енкодера та логіка синхронізації в реальному часі
Чотири взаємозалежні компоненти забезпечують цю точність:
- Лінійні датчики , як правило, матриці CMOS або CCD з 1–16 тис. активних пікселів, визначають горизонтальну роздільну здатність та спектральну чутливість.
- Двигуни лінійної частоти обробляють піксельні дані зі швидкістю від 10 до 140 кГц, динамічно узгоджуючи швидкість об’єкта з частотою дискретизації.
- Інтерфейси енкодерів перетворюють механічний рух на точні сигналі-тригери — досягаючи синхронізації швидкості з точністю ±0,01 % за допомогою квадратурного декодування.
- Логіка синхронізації в реальному часі компенсує дрожання, спричинене вібрацією, або тимчасові зміни швидкості, забезпечуючи реєстрацію з точністю менше одного пікселя протягом безперервного сканування.
Разом ці елементи забезпечують отримання зображень циліндричних поверхонь, нескінченних полотен та термічно нестабільних матеріалів без спотворень — можливості, які принципово недоступні архітектурам на основі площинних (area-based) сенсорів.
Точне узгодження швидкості лінії, швидкості руху та просторової роздільної здатності
Основне рівняння: Δx = v / fline — та спосіб його застосування для калібрування пікселів у міліметри
Отримання точних просторових вимірювань у лінійному скануванні залежить від того, наскільки добре швидкість об'єкта (v) узгоджується з лінійною частотою камери (fline). У основі цього лежить така базова формула: Δx = v / fline, яка вказує на реальну відстань, що відповідає одному пікселю. Наприклад, якщо стрічковий конвеєр рухається зі швидкістю 500 міліметрів за секунду, а лінійна частота камери становить 10 кГц, то роздільна здатність становитиме приблизно 0,05 міліметра на піксель. Під час калібрування таких систем надзвичайно важливо отримати надійні вимірювання швидкості. Більшість фахівців для цього використовують лазерні доплерівські велосиметри, а потім корегують лінійну частоту доти, доки не досягнуть бажаного значення Δx. Також слід стежити за відхиленнями: якщо вони перевищують ±2 %, помилки починають проявлятися в важливих застосуваннях, наприклад, при контролі ширини доріжок друкованих плат, де висока точність є критично важливою.
Синхронізація на основі енкодера: забезпечення реєстрації з точністю менше одного пікселя в умовах високої вібрації або змінної швидкості
Коли машини вібрають або їхні швидкості несподівано змінюються, це призводить до проблем із синхронізацією, що робить зображення менш чіткими та ускладнює одержання стабільних результатів вимірювань. Синхронізуючи енкодер із зворотним зв’язком системи руху щодо положення, ми точно визначаємо момент отримання зображень. Це означає, що навіть за змін швидкості до 15 % ми все одно отримуємо реєстрацію на рівні меншому за один піксель — що має вирішальне значення для контролю якості. І цифри також говорять самі за себе: обертальні енкодери можуть вимірювати кути з точністю до 0,001 градуса, а лінійні — відстежувати положення з точністю до 1 мікрометра. Саме ці можливості забезпечують принципову перевагу в складних промислових умовах. Уявіть собі сталеплавильні цехи, де постійно відбувається вібрація, або текстильні фабрики, де натяг змінюється з кожним миттєвим інтервалом. З правильною синхронізацією енкодерів системи виявляють справжні дефекти замість того, щоб помилково відбраковувати придатні вироби. Дослідження показують, що такий підхід зменшує кількість хибних відбракувань приблизно на 40 % порівняно зі старими методами, що працюють у вільному режимі без будь-яких тригерних точок.

Критерії вибору, що визначаються застосуванням, для типових промислових випадків використання
Веб-інспекція: керування зміною натягу, безперервністю зшивання та локалізацією дефектів у реальному часі
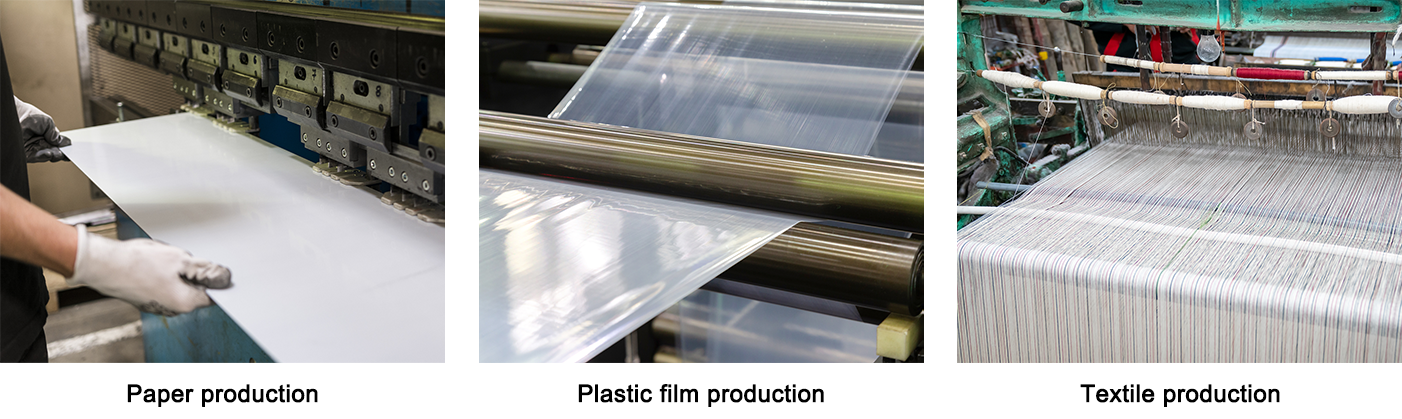
Під час роботи з неперервними рулонними матеріалами, такими як папір, пластикові плівки, металеві фольги або тканинні полотна, вибір відповідних лінійних скануючих камер зводиться до трьох основних критеріїв, які мають найбільше значення на виробничій дільниці. Перша проблема пов’язана з коливаннями швидкості, спричиненими змінами натягу протягом усього процесу. Щоб впоратися з цим, системи потребують адаптивних контролерів із частотою роботи щонайменше 20 кГц, а також петель зворотного зв’язку за даними енкодера, щоб зображення залишалися вирівняними піксель за пікселем по всій ширині. Друга — отримання зображень без пропусків між лініями вимагає точного перекриття піксельних масивів. Виробники, як правило, прагнуть до синхронізації з точністю кращою за один мікросекунду, щоб забезпечити неперервність у кінцевих результатах інспекції. Третя — виявлення дефектів у реальному часі залежить насамперед від потужності вбудованої обробки зображень. Багато сучасних систем тепер використовують FPGA-чипи для прискорення базових завдань аналізу зображень, наприклад, визначення порогових значень, що дозволяє виявляти проблеми всього за п’ять мілісекунд до того, як продукт буде відхилено. Недавні дослідження 2023 року показали, що заміна технології площинного сканування на лінійне сканування підвищила рівень виявлення дефектів майже на 92 % при роботі з лінійною швидкістю вісім метрів на секунду, що пояснює, чому все більше перетворювачів сьогодні переходять на цю технологію.
Сканування циліндричних деталей: відображення кутової роздільної здатності, вирівнювання обертального енкодера та типові помилки, пов’язані з іскаженням поля огляду
При роботі з обертовими компонентами, такими як пляшки, підшипники або автомобільні валів, кутова роздільна здатність відіграє ключову роль у виборі відповідного датчика для виконання завдання. Основна формула виглядає приблизно так: N дорівнює π, помножене на діаметр, поділене на добуток обертів за хвилину (RPM), 60 та необхідної просторової роздільної здатності. Точність цих параметрів має велике значення, оскільки неправильне встановлення обертових енкодерів може призвести до проблем. Приблизно в половині випадків такі неточності призводять до радіальної деформації понад 15 %, тому багато техніків спочатку перевіряють правильність налаштування за допомогою квадратурних сигналів. Ще одна важлива річ, на яку слід звернути увагу, — це оптична деформація. Звичайні лінзи, як правило, спотворюють зображення на викривлених краях, створюючи так звану «бочкоподібну» деформацію. Саме тому в деяких застосуваннях замість них використовують телецентрічну оптику, яка забезпечує похибку вимірювань нижче 0,1 % у всьому полі зору. Для інспекції автомобільних валів, де є проблема блиску, перехід від 8-бітних до 12-бітних сенсорів дає значний ефект. Більшість майстерень повідомляють про зниження кількості хибних показань приблизно на 70 % після модернізації, хоча результати можуть варіюватися залежно від конкретних умов.
Лінійна скануюча камера порівняно з площинною скануючою камерою: коли вибирати кожну з них для оптимального ROI
П’ять вирішальних сценаріїв, у яких лінійна скануюча камера забезпечує неперевершену продуктивність та економічну ефективність
Хоча площинні скануючі камери залишаються оптимальним вибором для дискретних, нерухомих або повільних об’єктів, технологія лінійного сканування забезпечує кращу продуктивність — і вищий ROI — у п’яти високопродуктивних промислових контекстах:
- Інспекція швидкісних рулонних матеріалів (папір, фольга, плівки), де розмиття руху погіршує точність площинних скануючих камер; лінійна скануюча камера захоплює безспотворні одновимірні зрізи з частотою понад 70 кГц, що дозволяє безперервне сканування на кілометрові відстані.
- Моніторинг металевої стрічки під час гарячого прокату, де температурний дрейф і конструктивні вібрації вимагають синхронізації зчитування з енкодером для збереження реєстрації з точністю менше одного пікселя.
- Текстильне виробництво контроль тканини, де еластичність полотна й змінна натяжність компенсуються за допомогою калібрування пікселів у реальному часі — що усуває артефакти «зшивання», властиві багатокамерним площинним скануючим системам.
- 360°-інспекція обертових циліндричних деталей , де картографування кутової роздільної здатності забезпечує виявлення дефектів на рівні мікронів при швидкостях понад 2000 об/хв.
- Сканування великої площі (сонячні панелі, аерокосмічні композити), де лінійне сканування усуває необхідність у дорогостоячому вирівнюванні та калібруванні кількох камер.
У цих застосуваннях системи лінійного сканування зменшують витрати на апаратне забезпечення та інтеграцію на 30–60 %, а також скорочують кількість хибних відмов — які часто виникають через артефакти руху в системах площинного сканування — приблизно на 15 %. Їх масштабованість та архітектура з єдиним сенсором забезпечують повернення інвестицій протягом 8–12 місяців у середовищах високопродуктивного виробництва.

Готові вибрати правильну камеру лінійного сканування для вашого промислового застосування?
Правильна камера лінійного сканування є основою надійного та високошвидкісного промислового контролю якості — жоден алгоритм чи програмне забезпечення не може компенсувати невідповідність камери вашій швидкості лінії, вимогам до роздільної здатності чи виробничому середовищу. Узгоджуючи частоту лінійного сканування, роздільну здатність сенсора, синхронізацію з енкодером та оптичний дизайн із вашим конкретним застосуванням, ви отримайте можливість безперервного огляду з точністю до мікронів, зменште кількість хибно відхилених виробів та досягніть вимірюваного економічного ефекту (ROI) у вашому виробничому процесі.
Для промислових рішень із лінійних сканерних камер, адаптованих під ваші потреби у контролі рулонних матеріалів, циліндричному скануванні або великого формату візуалізації, або для створення повністю інтегрованої системи машинного зору з додатковим освітленням, об’єктивами та інструментами синхронізації з енкодером (як пропонує HIFLY), співпрацюйте з постачальником, що має глибокі знання й досвід у сфері промислового машинного зору. HIFLY 15-річний досвід охоплює високошвидкісні лінійні сканерні камери з інтерфейсом 10 GigE та роздільною здатністю 8K, багатоспектральні системи візуалізації та комплексні промислові рішення для контролю якості — підтверджені сертифікатом ISO 9001:2015, понад 30 винахідницькими патентами та підтримкою понад 2500 клієнтів у більш ніж 30 країнах. Зв’яжіться з нами вже сьогодні, щоб отримати безкоштовну консультацію й обрати ідеальну лінійну сканерну камеру для вашого виробництва.





