

Чому освітлення в машинному зорі визначає точність інспекції
Фундаментальна роль освітлення для машинного зору в забезпеченні якості зображення
Як освітлення безпосередньо впливає на співвідношення сигналу до шуму та просторову вірність
Освітлення — це не просто додаткова деталь, коли йдеться про отримання якісних зображень для інспекції за допомогою машинного зору. Воно є основою, на якій побудоване правильне функціонування таких систем. Коли освітлення підібрано правильно, це суттєво підвищує співвідношення сигналу до шуму (SNR). Це відбувається тому, що якісне освітлення зменшує вплив зовнішніх відволікаючих факторів і одночасно робить ознаки більш чітко вираженими. Завдяки такій точності машини можуть виявляти незначні дефекти, які інакше залишилися б непоміченими. Уявіть собі майже невидимі тріщини на металевих деталях або мікроскопічні частинки бруду на хірургічних інструментах. Ці проблеми просто «зникають» за поганих умов освітлення. Згідно з промисловими дослідженнями, приблизно 70 % всіх випадків невдалих інспекцій на виробничих підприємствах насправді пов’язані з неправильним налаштуванням освітлення. Погане освітлення створює незвичайні тіні та хибні контури, що вводять у оману комп’ютерні програми, змушуючи їх вважати, ніби є дефект, тоді як його немає. Саме тому виробники повинні інвестувати в рівномірні та сфокусовані рішення у сфері освітлення. Такий підхід забезпечує, що кожне зображення, отримане під час виробництва, зберігає свою якість і точність від одного циклу до іншого.
Чому освітлення, а не алгоритми, є основним обмеженням точності виявлення дефектів
Хоча передові алгоритми привертають увагу, саме освітлення залишається критичним обмеженням у системах виявлення. Жодна згорткова нейронна мережа не зможе відновити зображення з недостатнім контрастом або деталями, прихованими блиском. Наприклад:
|
Фактор |
Обмеження освітлення |
Обмеження алгоритму |
|
Відбивна здатність поверхні |
Дзеркальні поверхні спричиняють блиск, який приховує дефекти |
Потребує розширеної тренування на аномальних даних |
|
Поріг контрасту |
Важливий для видимості дефектів під час зйомки |
Післяобробка не може створити відсутні дані |
|
Зміщення умов оточення |
Зміна навколишнього освітлення вимагає повторної калібрування |
Компенсує нестабільно між партіями |
На відміну від алгоритмів, що адаптуються ітераційно, недостатнє освітлення призводить до незворотних даних на вході — прогалини, яку жодне програмне забезпечення не може подолати. Промислові дослідження показують, що неправильна конфігурація освітлення спричиняє в 3–5 разів більше помилок другого роду, ніж алгоритмічні помилки під час швидкісного контролю розливу. Оператори, які надають пріоритет оптимізації освітлення, досягають стійкого підвищення точності там, де налагодження алгоритмів дає зменшуваний ефект.
Стратегічні методи освітлення: узгодження геометрії світла з цілями інспектування
Методи переднього освітлення (світле поле, коаксіальне, кільцеве світло) для контрастування поверхневих дефектів
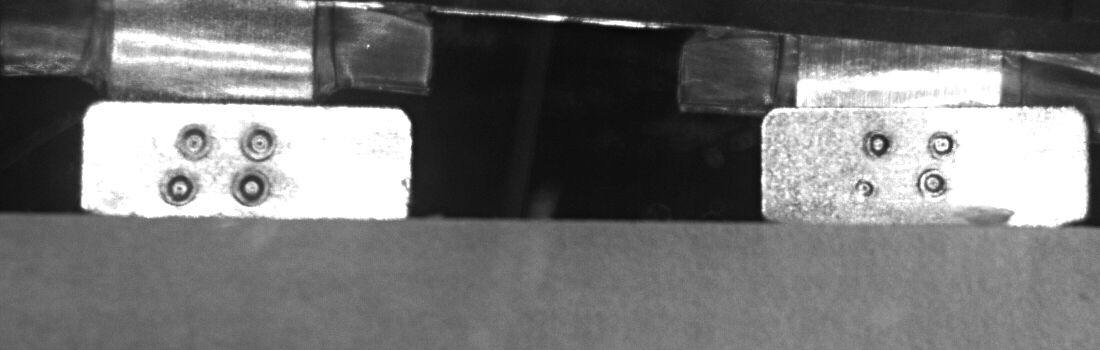
Коли джерела світла розташовані строго навпроти цільової поверхні, дефекти стають значно легшими для виявлення завдяки способу, яким регулюються рівні контрасту. Освітлення у світлому полі чудово підходить для виявлення подряпин, вмятин і бруду, оскільки воно рівномірно відбиває світло від плоских ділянок. Техніка коаксіального освітлення вирівнює напрямок світла з оптичною віссю камери, що допомагає усунути ті неприємні тіні, які виникають на блискучих матеріалах, наприклад, на металевих деталях або гладких пластикових компонентах. Кільцеві лампи розташовуються навколо об’єктива й забезпечують ефективне освітлення при огляді предметів незвичайної форми або з текстурою. Усі ці різні підходи до освітлення сприяють підвищенню співвідношення сигнал/шум, роблячи більш помітними незначні зміни у вигляді поверхонь. Наприклад, під час інспекції друкованих плат кільцеве освітлення може виявити навіть дуже малі дефекти паяння, створюючи достатньо тіні для чіткого виявлення недоліків. Також важливо правильно підібрати кути освітлення: адекватне вирівнювання забезпечує, що виявлені дефекти — це справжні проблеми, а не ілюзії, спричинені несприятливими умовами освітлення.
Методи підсвічування ззаду (темне поле, силует) для точного аналізу країв і розмірів
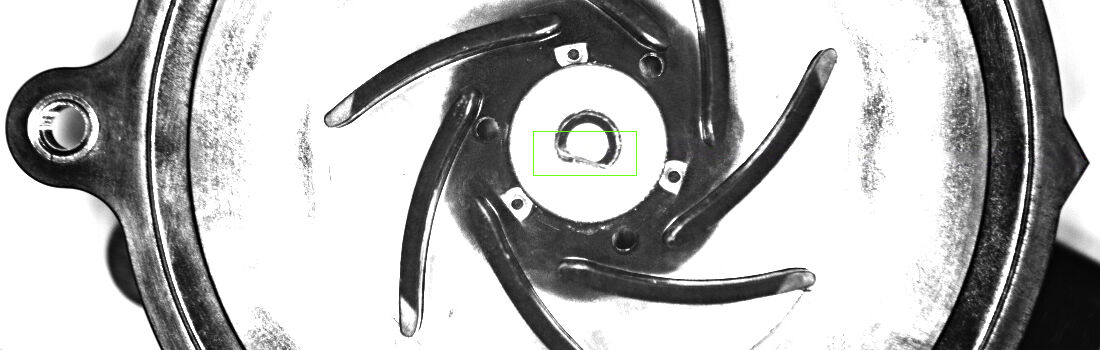
При використанні методу темного поля об’єкти освітлюються під кутами від 25 до 75 градусів, що дозволяє виявити дрібні дефекти на краях та поверхневі особливості, які звичайне освітлення просто пропускає. У цьому випадку світло відбивається від таких елементів, як мікротріщини, невеликі заусенці або навіть сліди гравірування, тоді як гладенькі ділянки залишаються темними. При контурному підсвічуванні ззаду інженери розміщують потужні джерела світла за об’єктом, що пропускає світло, створюючи чіткі контури, що значно полегшує точне вимірювання розмірів. Наприклад, це може стосуватися перевірки різьби кріпильних елементів або забезпечення правильного вирівнювання напівпровідникових пластин. Поєднання цих двох підходів у єдиній системі контролю зменшує кількість помилкових відбракувань приблизно на 40 відсотків порівняно з використанням лише одного з цих методів. Як інженери визначають оптимальні кути? Вони аналізують ступінь відбиття світла різними матеріалами: блискучі метали потребують менших кутів освітлення, тоді як для матових пластиків ефективнішими є більш круті кути освітлення.
Освітлення машинного зору з урахуванням матеріалу: довжина хвилі, відбивна здатність і фізика взаємодії
Вибір оптимальних довжин хвиль на основі поведінки поглинання, відбиття та флуоресценції
Отримання хороших результатів від освітлення для машинного бачення справді зводиться до вибору правильних довжин хвиль на основі того, як різні матеріали взаємодіють із світлом. Більшість матеріалів поглинають певні кольори світла й відбивають інші. Темні поверхні, як правило, інтенсивно поглинають синє світло довжиною хвилі близько 450 нанометрів, що насправді сприяє створенню чіткого контрасту дефектів, необхідного для виявлення проблем. Однак у разі блискучих металів ситуація ускладнюється, оскільки вони надто сильно відбивають світло. Саме тому довші червоні хвилі довжиною приблизно 660 нм працюють тут краще — вони зменшують небажаний блиск. Існують також флуоресцентні матеріали, які потребують спеціального підходу. Ці матеріали проявляють свої справжні кольори лише під впливом ультрафіолетового світла з довжиною хвилі 365 нм, завдяки чому невидимі забруднення візуально «виринають». Розуміння того, як різні матеріали реагують на різні довжини світлових хвиль, є практично обов’язковим для будь-кого, хто працює з системами машинного зору.
|
Довжина хвилі |
Матеріальна відповідь |
Перевага інспекції |
|
УФ (365 нм) |
Флуоресцентне випромінювання |
Виявляє невидимі залишки/тріщини |
|
Синій (450 нм) |
Високе поглинання на темних поверхнях |
Підвищує видимість подряпин/вм'ятин |
|
Червоний (660 нм) |
Низьке поглинання на металах |
Зменшує блиск для полірованих поверхонь |
|
ІЧ (850 нм) |
Глибоке проникнення в матеріал |
Дозволяє огляд внутрішніх структур |
Точне налаштування довжини хвилі підвищує показники виявлення дефектів до 40 % порівняно з освітленням широкосмугового спектра — перетворюючи взаємодію фотонів з матеріалом на практичні та надійні дані.
Забезпечення надійності: однорідність, зменшення блиску та стабільність кольору в умовах виробництва
Кількісна оцінка впливу неоднорідного освітлення на частоту помилкових відмов
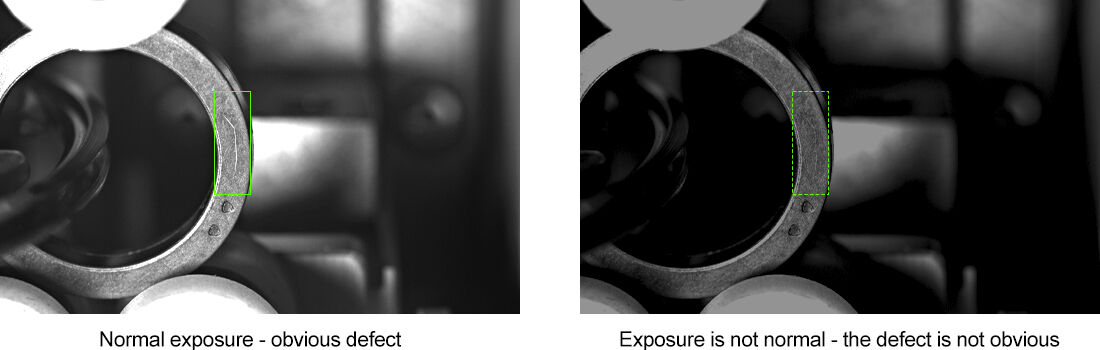
Нерівномірне освітлення призводить до серйозних неузгоджень у вимірюваннях під час автоматизованого контролю. Коливання інтенсивності всього на 15% по полю зору спричиняють помилкові відбракування через нереальні тіні або блиски. Дослідження показують, що ця нестабільність становить майже 40% інцидентів із помилковим відбракуванням у системах контролю якості на конвеєрі. Коли освітлення коливається:
- Справжні дефекти залишаються непоміченими в недоекспонованих зонах
- Допустимі варіації поверхні помилково класифікуються як дефекти в переекспонованих ділянках
Це змушує зупиняти виробництво для перевірки без необхідності. Дані Інституту Понемона свідчать про пряму залежність: кожне зниження рівномірності освітлення на 10% збільшує кількість помилкових відбракувань на 15%, що обходиться виробникам у 740 тис. доларів щороку через переділку та простої. Тому стабілізація інтенсивності світла на різних матеріалах і в різних умовах експлуатації є життєво важливою для надійного та відтворюваного виявлення дефектів.
Готові підвищити точність свого контролю за допомогою правильного освітлення?
Освітлення для машинного зору є ключовим чинником надійного виявлення дефектів. Жоден алгоритм не зможе компенсувати погане освітлення. Підбираючи геометрію світла, довжину хвилі та рівномірність освітлення відповідно до ваших матеріалів та завдань, ви отримаєте стабільні й економічно вигідні результати.
Для промислових рішень у сфері освітлення, спеціально розроблених під ваше застосування, або для поєднання освітлення з сумісними камерами машинного зору (які пропонує HIFLY), співпрацюйте з постачальником, що має глибокі знання в промисловій сфері. 15-річний досвід HIFLY охоплює освітлення, камери та інтегровані системи. Зв’яжіться з нами вже сьогодні, щоб отримати безкоштовну консультацію з удосконалення вашого освітлювального комплексу.





