

Застосування машинного зору для виявлення дефектів на дзеркальних поверхнях
У промисловому автоматизованому контролі якості машинне бачення є ключовою технологією для виявлення дефектів дзеркально відбивних поверхонь (наприклад, металів, скла, полірованих пластиків) завдяки високій ефективності, точності та повторюваності. Ці продукти широко використовуються в автомобільній, електронній та прецизійній металообробній галузях, де поверхневі дефекти безпосередньо впливають на якість і термін служби виробів. Однак дзеркальне відбиття від відбивних поверхонь створює значні труднощі для виявлення; пригнічення відбиття для точного розпізнавання дефектів є ключовим чинником підвищення ефективності виявлення.
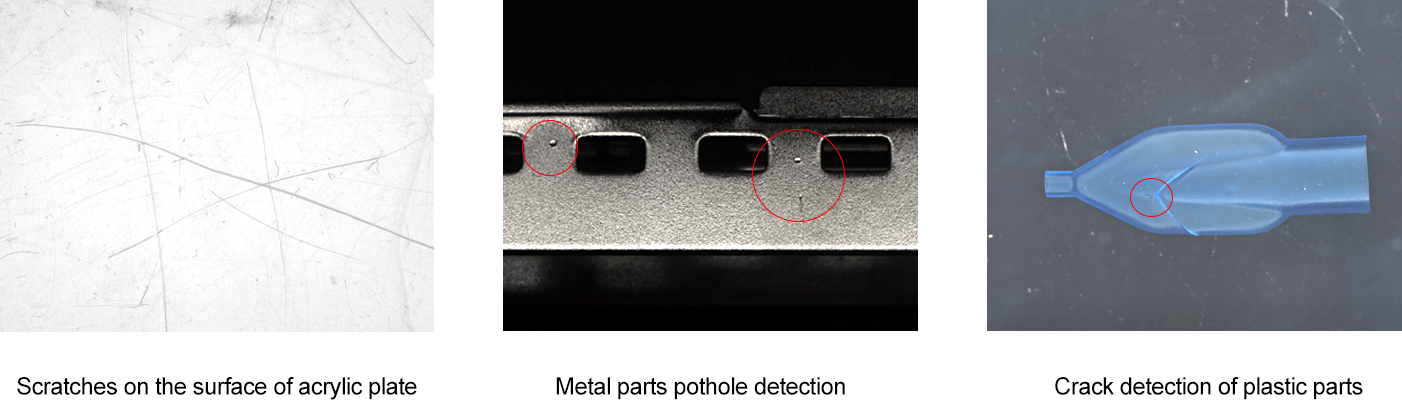
1. Поширені дефекти при виявленні відбивних поверхонь
Відбивні поверхні чутливі до пошкоджень та забруднень; до поширених дефектів належать:
Подряпини: Глибокі подряпини (спричинені механічним тертям, видимі) та мілкі подряпини (спричинені контактом з твердими частинками, непомітні, але шкідливі для довговічності).
Вм’ятини/випуклості: Виникають через матеріальні дефекти або ударні впливи, що впливають на структурну стабільність та точність збирання.
Плями: Олія, відбитки пальців або реагенти, що заважають ідентифікації дефектів і призводять до помилкового виявлення.
Плями окислення/різниця в кольорі: Поширені для металів, впливають на узгодженість зовнішнього вигляду.
2. Вплив відблиску на виявлення
Дзеркальне відбиття є головною перешкодою, що негативно впливає на точність, ефективність та стабільність виявлення:
2.1 Зниження точності
Відбите світло створює блиск на отриманих зображеннях, закриваючи тонкі дефекти (наприклад, подряпини <0,1 мм) і призводячи до помилкового або пропущеного виявлення.
2.2 Ускладнення налагодження
Потрібні багаторазові коригування параметрів джерела світла та положення камери, що збільшує витрати часу й праці; навіть незначні зміни продукту чи середовища можуть порушити стабільність системи.
2.3 Зниження ефективності
Захоплення зображень з кількох кутів і ручна перевірка хибних виявлень збільшують час обробки, через що не вдається задовольнити потреби високошвидкісного виробництва.
3. Оптимізація джерела світла для зменшення відблисків
Вибір відповідних джерел світла та методів освітлення є ключовим для пригнічення відблисків. Поширені варіанти включають:
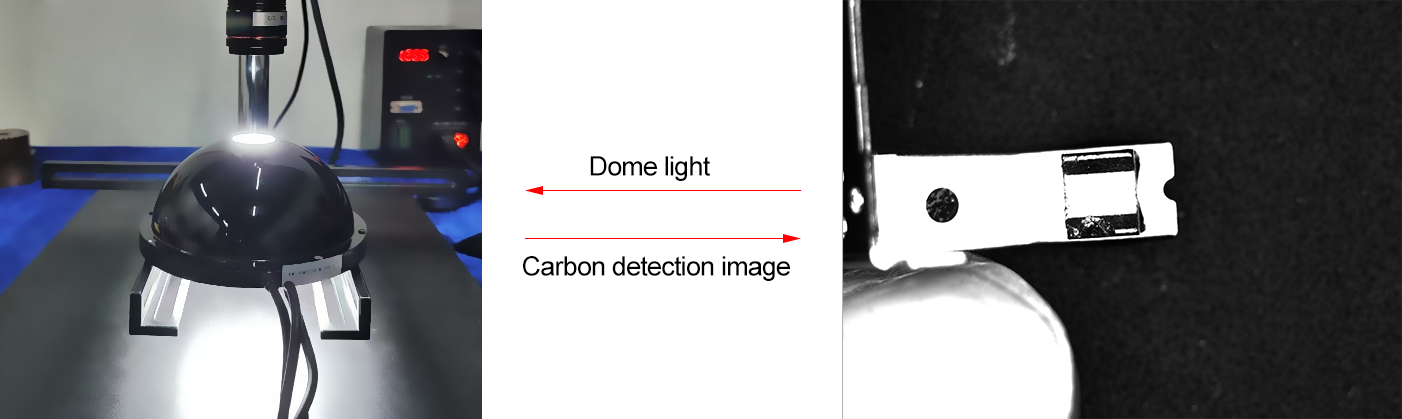
3.1 Розсіяні джерела світла
Рівномірне, м’яке освітлення зменшує дзеркальне відбиття. Купольні лампи (півкруглі, що огортають об’єкти) ідеально підходять для малих деталей: вони усувають блиск і підкреслюють незначні дефекти.
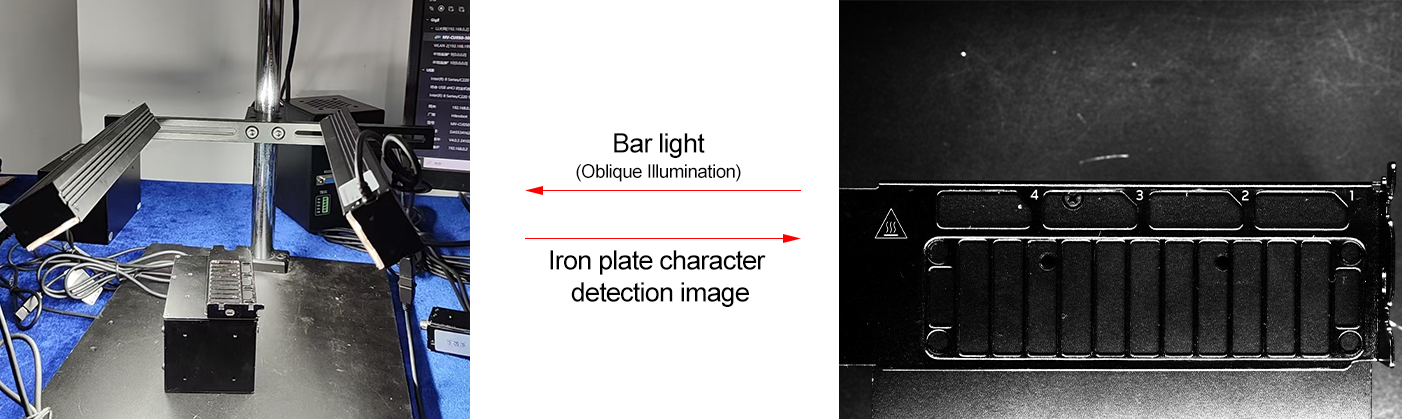
3.2 Похиле освітлення
Встановлення джерел світла під невеликим кутом (30–60°) уникне прямого дзеркального відбиття в камеру, що робить подряпини й вм’ятини більш помітними за рахунок створення контрасту між дефектами та поверхнею.
3.3 Поляризовані джерела світла
Поляризатори фільтрують відбите світло, залишаючи лише розсіяне світло від дефектів. Вони ефективні для поверхонь з високим блиском (наприклад, скло, поліровані метали) і значно зменшують блиск.
Загалом, вибір відповідних джерел світла з урахуванням характеристик продукту є критичним для вирішення проблем відблиску, що забезпечує точне й ефективне виявлення дефектів на дзеркальних поверхнях у промислових сценаріях. З постійним розвитком технологій машинного зору та проектування джерел світла майбутні рішення стануть ще більш інтелектуальними й адаптивними, що дозволить ще більше подолати виклики, пов’язані з виявленням дефектів на дзеркальних поверхнях, знизити виробничі витрати та сприяти модернізації промислового контролю якості у напрямку підвищеної точності й автоматизації.





