

Warum hat die Bildverarbeitung die Qualitätsprüfung in der Industrie dominiert?
Jemandem kann fragen, "Warum ist die industrielle Bildverarbeitung zur Standardlösung in der industriellen Qualitätsprüfung geworden?"
Die herkömmliche manuelle Inspektion leidet oft unter Problemen: Unfähigkeit, minimale Fehler zu erkennen, Unfähigkeit, mit Hochgeschwindigkeitsfertigungsstraßen Schritt zu halten, und ständig steigende Kosten. Im Gegensatz dazu hat sich die industrielle Bildverarbeitung durch die Nutzung von „Maschinen als Ersatz für das menschliche Auge“ zur neuen Standardmethode in der industriellen Qualitätskontrolle entwickelt.
Ich. Drei Wesentliche Schwachstellen der traditionellen Prüfverfahren, die den Ersatz erforderlich machen
1. Geringe Genauigkeit
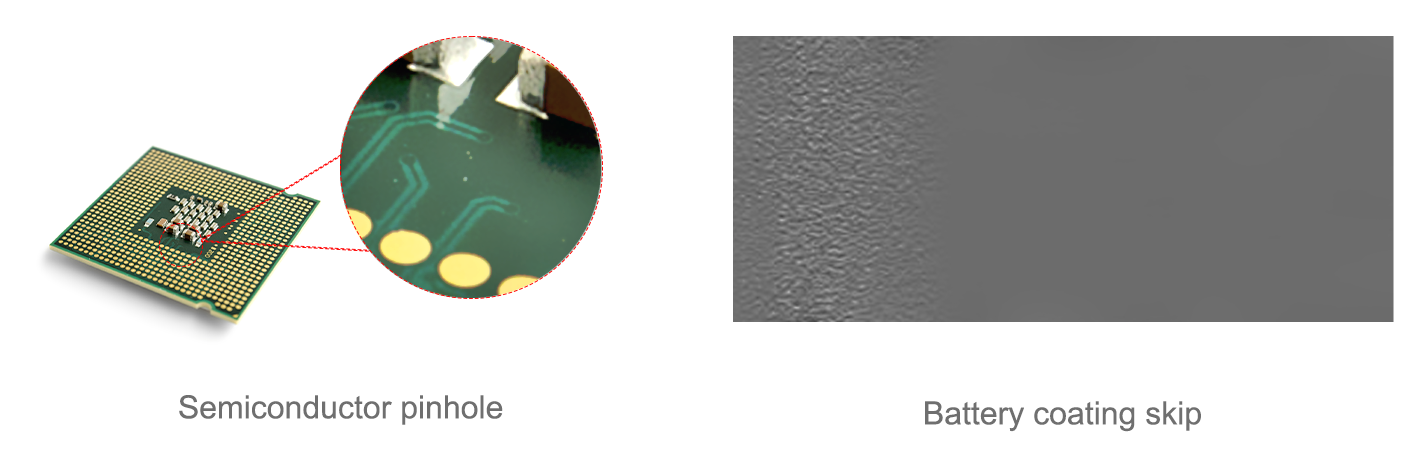
Das menschliche Auge kann lediglich etwa 0,1 mm unterscheiden. Es ist schlichtweg nicht in der Lage, ein 1 μm großes Halbleiter-Loch oder einen 5 μm großen Fehler in der Batteriebeschichtung zu erkennen, und neigt zudem zu Ermüdung (die Fehlerrate steigt nach 2 Stunden von 5 % auf 15 %).
2. Geringe Effizienz
Das menschliche Auge kann 2 bis 3 Teile pro Sekunde prüfen. Bei Hochgeschwindigkeitslinien mit 3 m/s ist lediglich eine Stichprobenprüfung (10–20 %) möglich, was ein hohes Risiko für unentdeckte Fehler birgt.
3. Hohe Kosten
Die Ausbildung eines Qualitätsprüfers dauert 3 bis 6 Monate, wobei die Jahresgehälter jährlich um 8 % bis 10 % steigen. Die Verluste durch Rückrufaktionen aufgrund übersehener Fehler sind noch gravierender (beispielsweise hat ein Automobilhersteller einmal mehr als zehn Millionen aufgrund von Prüfausfällen verloren).
Ii. Fünf Kernvorteile: Warum maschinelles Sehen zum Standard wurde
1. Genauigkeit jenseits des menschlichen Auges: Vom Millimeter- bis zum Mikrometerbereich
(1) Vorteil: Kameras mit hoher Auflösung und Algorithmen können Defekte von 1–5 μm erkennen (20- bis 100-mal genauer als das menschliche Auge) und dabei rund um die Uhr präzise arbeiten (Fehlbeurteilungsrate <0,5 %).
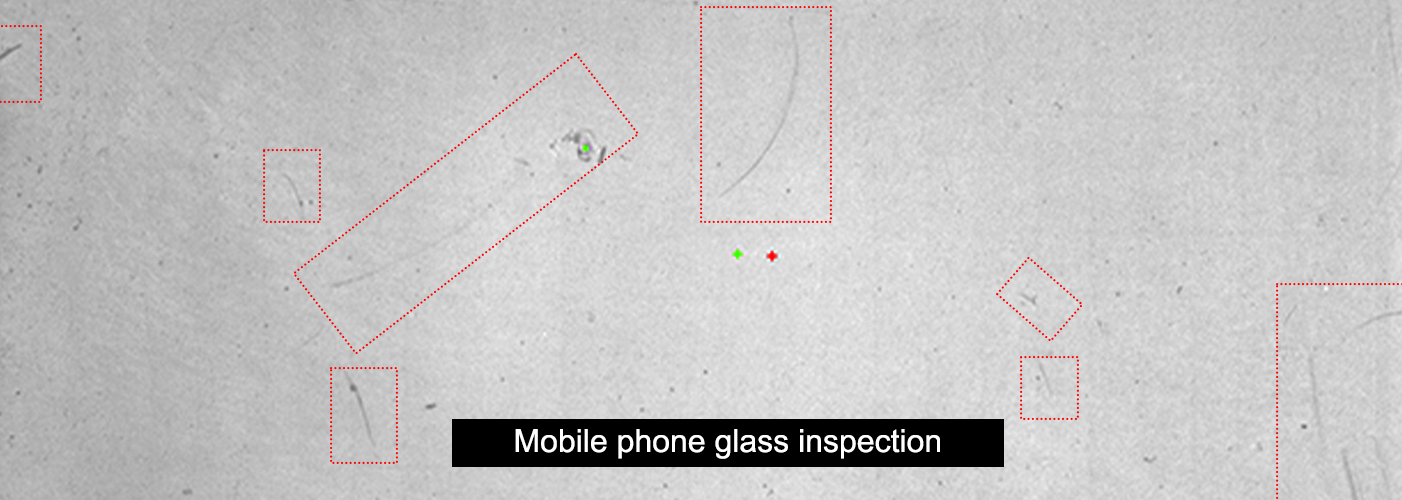
(2) Anwendungsbeispiel: Bei der Halbleiter-Waferinspektion werden 1 μm große Durchbrüche erkannt, wodurch die Rate unentdeckter Fehler von 8 % auf 0,1 % sinkt. Bei der Inspektion von Smartphone-Glasoberflächen werden 0,5 μm feine Kratzer gefunden, was die Auslieferung fehlerhafter Produkte um 90 % reduziert.
(3) Geeignet für: Halbleiter, Präzisionselektronik, optische Komponenten.
2. Schneller als manuell: Von der Stichprobenprüfung zur 100-%-Vollinspektion
(1) Vorteil: Verarbeitet 20–100 Bilder pro Sekunde, kompatibel mit Hochgeschwindigkeitslinien von 1–5 m/s, ermöglicht 100 % Vollständige Inspektion (manuell nur Stichproben).
(2) Anwendungsbeispiel: Auf einer 3 m/s-Batterieelektrodenlinie inspiziert die Bildverarbeitung 80 Teile/Sekunde (manuell: 1 Teil), erreicht nach vollständiger Inspektion eine Fehlererkennungsrate von <0,2 % und reduziert fehlerhafte Produkte jährlich um über 100.000 Stück.
(3) Geeignet für: Neue Energien-Batterien, elektronische Bauteile, Lebensmittelverpackungen.

3. Geringere Kosten als manuelle Lösungen: Einmalige Investition, langfristige Einsparungen
(1) Vorteil: Ein Vision-System kann 3–5 Personen ersetzen. Bei einem durchschnittlichen Jahresgehalt von ¥100.000 pro Person beträgt die Amortisationsdauer 1–2 Jahre. Zudem entfallen Schulungsaufwand und Personalfluktuation.
(2) Anwendungsbeispiel: Eine Automobilzuliefererfabrik setzte 2 Systeme ein, um 6 Mitarbeiter zu ersetzen. Investition: ¥800.000, jährliche Einsparungen: ¥600.000, Amortisation nach 14 Monaten, zusätzlich Reduzierung von Nachbearbeitungsverlusten um ¥2 Millionen.
(3) Geeignet für: Automobilfertigung, Lebensmittelverarbeitung, Metallbauteile.
4. Datenrückverfolgbarkeit: Vollständige Prozessdigitalisierung
(1) Vorteil: Zeichnet automatisch die Fehlerart und -position auf, synchronisiert mit MES/ERP und ermöglicht die Rückverfolgung von Fehlerchargen bis zur Quelle (z. B. falsche Anlagenparameter).
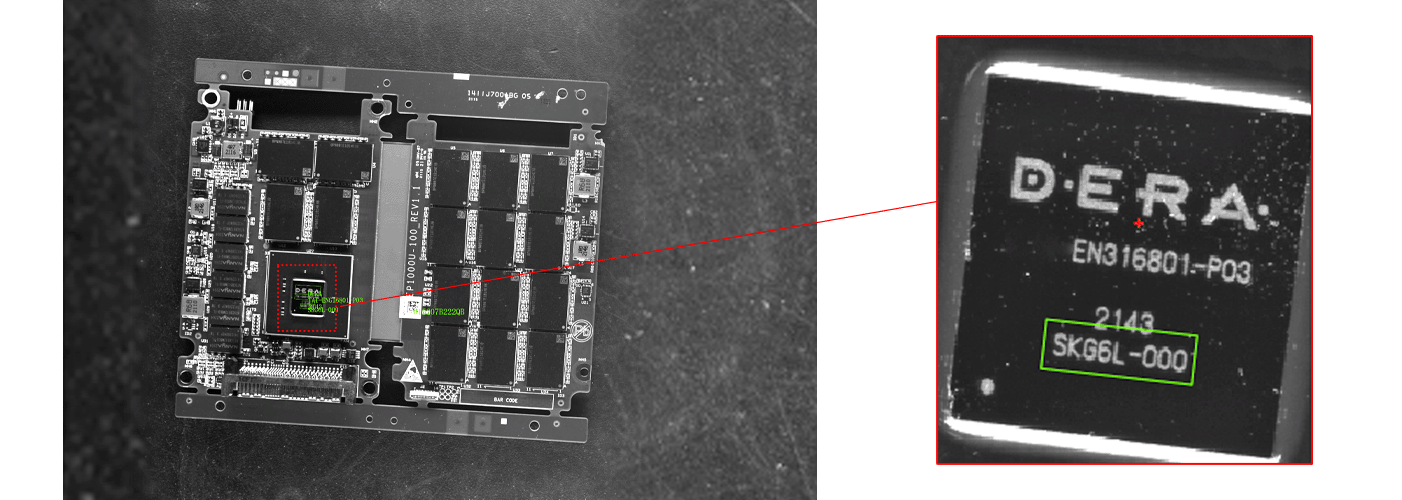
(2) Anwendungsbeispiel: Ein Leiterplattenwerk stellte einen um 10 % erhöhten Ausschuss in einer Charge fest. Eine Datenanalyse ergab eine Abweichung der Belichtungsanlagenparameter, die innerhalb einer Stunde behoben wurden, wodurch die Vernichtung der Charge verhindert wurde.
(3) Geeignet für: Automobilindustrie, Elektronik, Medizintechnik.
5. Hält rauen Umgebungen stand: Funktioniert dort, wo Menschen nicht können oder nicht wollen
(1) Vorteil: Beständig gegen hohe Temperaturen (-20 °C bis 80 °C), Schutz vor Staub/Wasser (IP65), vibrationsfest, einsetzbar in Schweißhallen, Hochtemperatur-Linien.
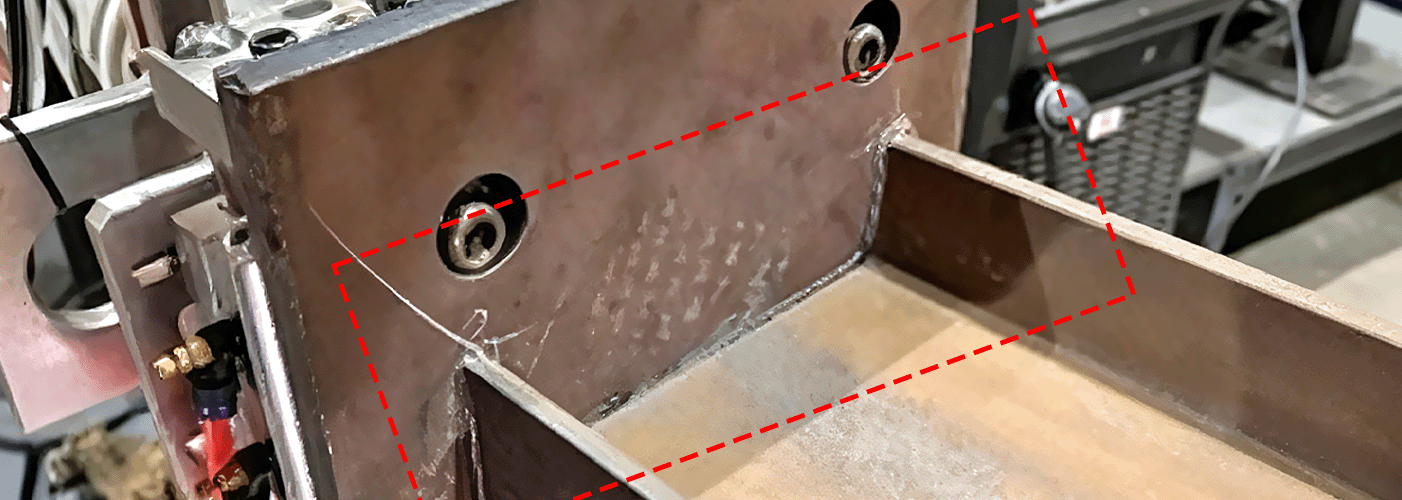
(2) Anwendungsbeispiel: In einer über 60 °C heißen Schweißhalle für Automobile mit starkem Rauch prüft die Bildverarbeitung rund um die Uhr auf Schweißnahtlecks mit einer Genauigkeit von 99,5 %. Ein Stahlwerk prüft Stahlplatten und ist dabei beständig gegenüber Staub und Vibrationen, wodurch sich die Effizienz verfünffacht.
(3) Geeignet für: Schweißen, Lackieren, Stahl- und Metallindustrie.
Iii. Drei Zu vermeidende Fehler: Verwenden Sie es nicht falsch
Nicht gierig hohe Spezifikationen verfolgen: Eine 20-MP-Kamera zur Erkennung von 0,1-mm-Kratzern verwenden; keine Notwendigkeit für 50 MP (erhöht die Kosten um 50 %).
Schwerpunkt auf Eignung der Hardware: Niedrigwinkel-Beleuchtung für Metallkratzer, Durchlichtbeleuchtung für transparente Teile verwenden. Falsche Beleuchtung kann die Fehlerrate um 10 % in die Höhe treiben.
Regelmäßige Wartung durchführen: Objektive wöchentlich reinigen, Lichtquellen alle 1–2 Jahre ersetzen. Andernfalls sinkt die Genauigkeit (z. B. stieg in einem Werk die Fehlerrate aufgrund alternder Beleuchtung von 0,2 % auf 5 %).
IV. Zusammenfassung: Die Bildinspektion ist ein „Qualitätsprüfungs-System-Upgrade“
Es handelt sich nicht lediglich um einen einfachen Ersatz der manuellen Arbeit, sondern um eine Neukonstruktion des Qualitätsprüfprozesses mithilfe hoher Präzision, hoher Effizienz und Digitalisierung der Daten, im Einklang mit Industrie 4.0 und als „kritische Schnittstelle“ zwischen Produktion und Qualitätskontrolle.





