

Defect Detection for Characters – An Introduction to OCV (Optical Character Verification)
Optical Character Verification (OCV) is a technology used to verify the accuracy and quality of printed text on manufactured products. Manufacturers and sellers use OCV to quickly and automatically check the accuracy of information on packaging, from food labels to pharmaceutical packaging.
OCV works in conjunction with Optical Character Recognition (OCR) to read and verify text. Previously, machine reading of text relied on pattern recognition, pixel matching, and specialized fonts. However, thanks to recent advances in AI, any text font can now be read easily.

OCV has many use cases in the Consumer Packaged Goods (CPG) sector. It helps manufacturers maintain consistent quality and accuracy during the labeling process. They can ensure regulatory requirements are met and protect consumer safety.
OCV can be used to verify that barcodes, batch numbers, expiration dates, and other information are printed correctly and accurately, which helps maintain traceability and makes recall management easier.
Today, we will explore how OCV works and its applications. Let's get started!
I. Understanding Optical Character Verification (OCV)
To better understand OCV and its capabilities, let's first briefly introduce OCR. While OCV has a specific purpose, it often relies on OCR.
Optical Character Recognition is the process of converting images of text (such as scanned documents or photos) into actionable (editable or searchable) digital text files. It can analyze and identify individual characters and convert them into digital form.
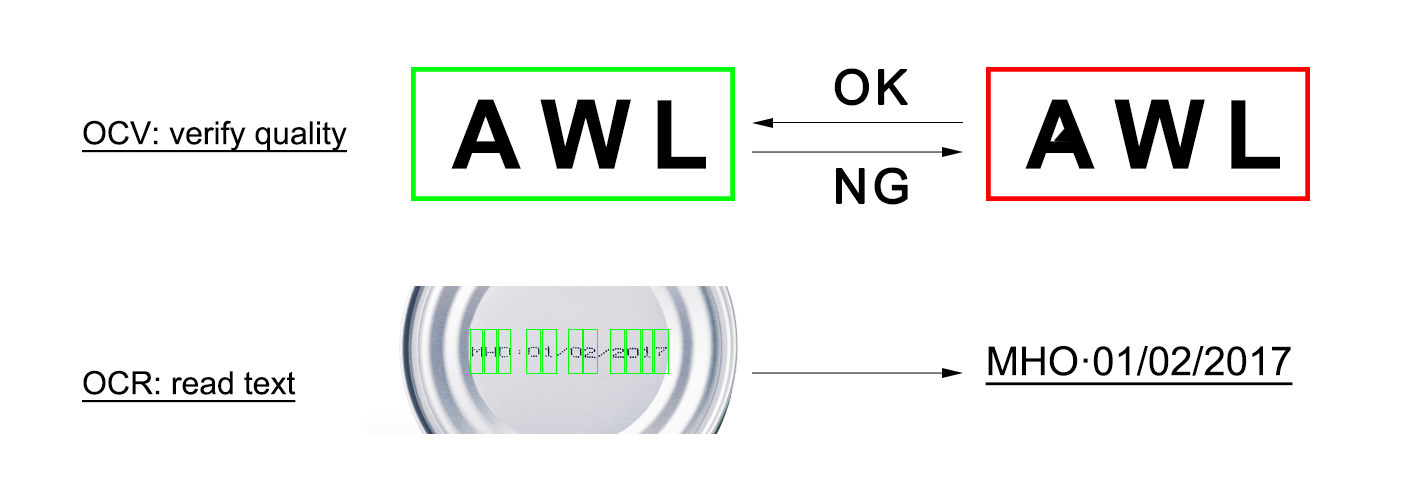
Optical Character Verification then compares the translated digital data with its reference data to ensure its correctness. For CPG, OCV is used to check the accuracy of printed information like expiration dates and batch numbers. It is also suitable for quality control applications where the expected data is known in advance.
II. Benefits of OCV in Consumer Packaged Goods
Let's look at some more key advantages of OCV in the CPG industry.
1. Quality Assurance
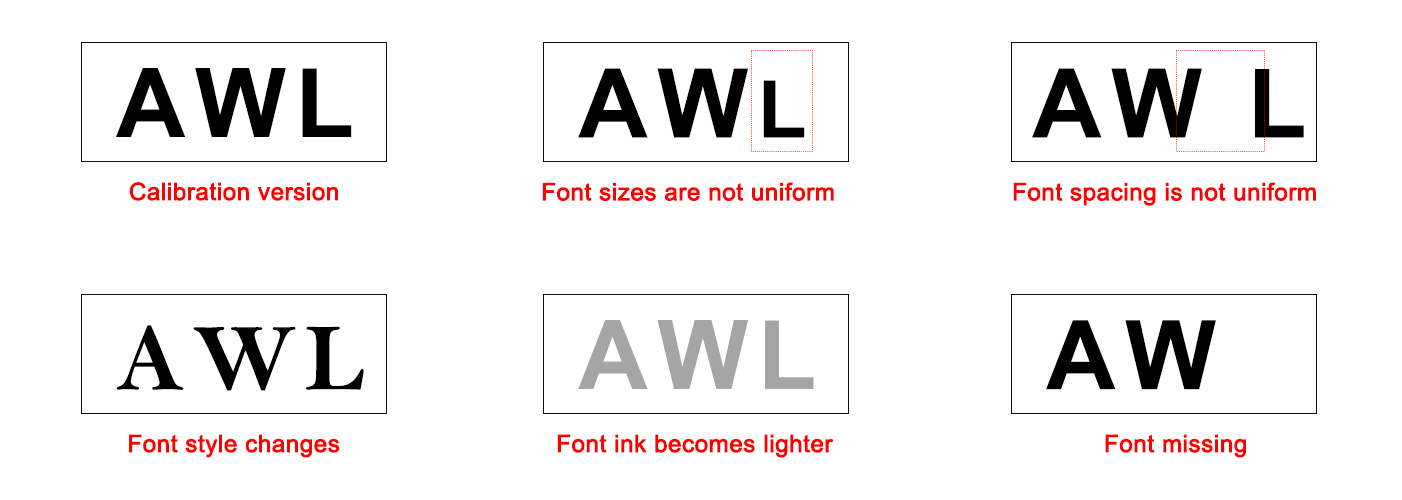
The system uses cameras and software to inspect printed text and numbers on products, such as expiration dates and batch numbers. It is incredibly fast and reliable compared to traditional methods. But OCV doesn't just check for spelling errors; it also ensures font size, style, and even analyzes the spacing of digits. It helps prevent errors that could lead to product recalls or create safety risks.
2. Regulatory Compliance
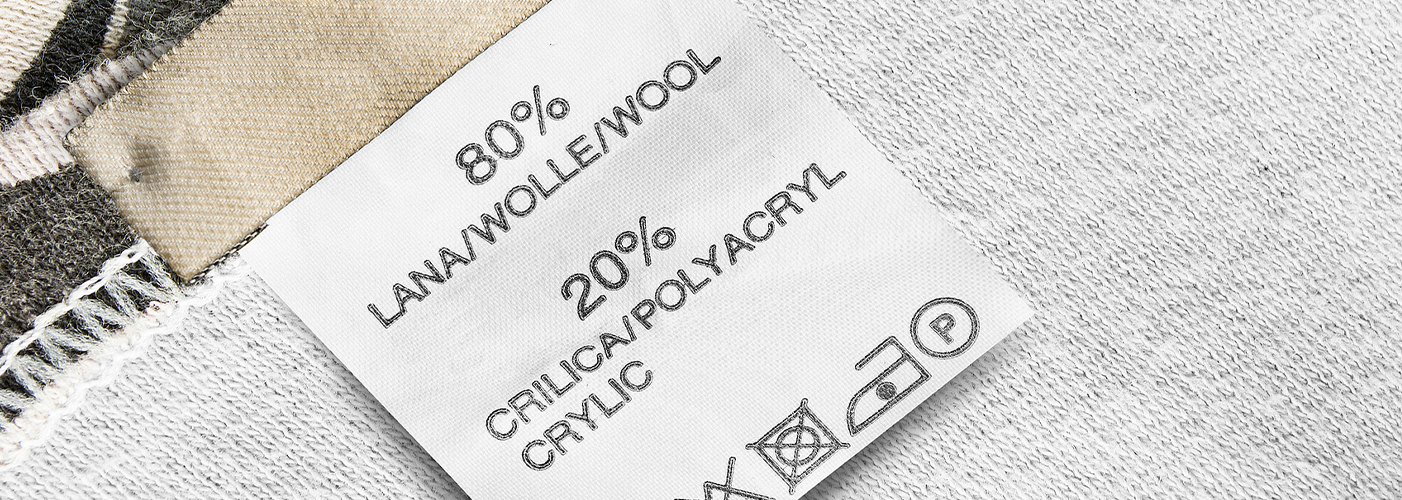
Ensuring packaging is correctly and accurately labeled is a vital component of regulatory compliance, and OCV systems are used here for efficiency. OCV systems identify the content and format of labels and check their correctness against data in a database. It also checks for details of mandatory information on labels, such as ingredient lists, allergen warnings, and nutritional information. These systems help manufacturers comply with complex labeling regulations that vary by region. OCV technology saves significant time and labor.
3. Brand Protection
OCV helps combat counterfeit products by checking unique codes and security features on packaging, ensuring you receive genuine products. OCV also maintains the brand's overall image, ensuring that fonts, logos, and colors on packaging are consistent and exactly as the brand intends. Consumers can trust that the information they see on the package is accurate and reflects the brand they know and love.

4. Operational Efficiency
By automating the tedious manual process of error checking, OCV makes inspection significantly faster. This means factories can ship products more quickly and increase overall throughput. Additionally, OCV enables cost savings, as the need for human inspectors is reduced. OCV also catches errors early, so less packaging material is wasted on misprints. It's a win-win for both speed and savings.
III. How Optical Character Verification Works
OCV works in tandem with an OCR engine. Simple OCR engines function by storing many different fonts and text image patterns as templates. It uses OCV's pattern matching algorithms to compare the text image, character by character, against its internal database. If the system matches the text verbatim and it is exactly what the system is looking for, the verification passes. Let's look at all the steps involved in the verification process:
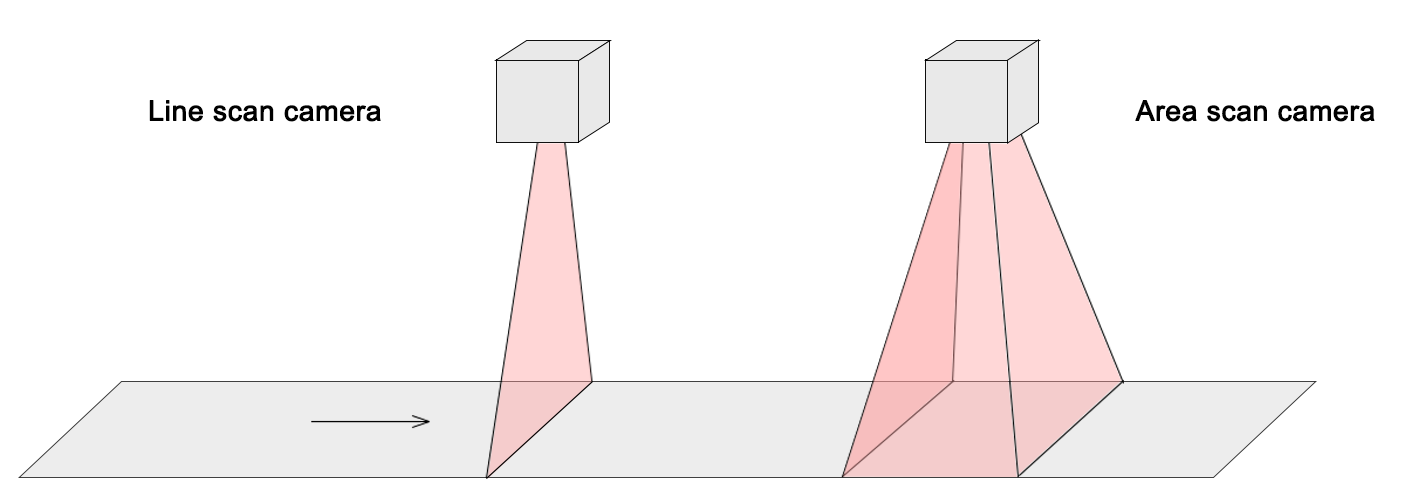
1. Image Capture: High-tech cameras capture clear images of packaging at different stages of production. Both area scan and line scan cameras can be used for this purpose. Proper illumination is also key to obtaining good images.
2. Image Preprocessing: After the picture is taken, OCR performs some cleanup on the photo. It might adjust the size, remove smudges, or tweak the contrast to make the text stand out.
3. Character Detection: In this stage, OCR is used to detect and recognize various fonts and sizes. The OCR system uses trained machine learning models that can segment and recognize characters. It analyzes the cleaned-up image and figures out each letter and number on the package.
4. Verification: The OCV system then checks the found letters and numbers against a reference, such as a predefined list of expiration dates. Any mismatches, like a missing digit or an incorrect date, are flagged as errors.
5. Flagging and Alerts: If the system finds an error, it triggers an alert, like a flashing light or a loud beep, to notify factory workers to investigate the issue.
6. Real-time Feedback: Because OCV can catch errors early, factories can fix them quickly. The fix might involve adjusting printer settings or even stopping the production line to prevent the error from recurring. It's all about keeping everything running smoothly and creating high-quality products.
Now that we understand what OCV is and how it works, let's explore its applications in the CPG industry.
IV. OCV Applications in CPG
Food and beverage companies need to track their products from the factory to the store shelf. So, they print codes like expiration dates and batch numbers on everything from cereal boxes to juice bottles.

These codes help identify when and where a product was made, making it easier to control quality. Codes often combine pictures and plain text, and this is where OCV comes in. OCR can detect the text parts of the code, while OCV checks to ensure the entire code, pictures, and text together, are printed correctly.
1. Expiration Date Verification: Preventing Product Spoilage
OCV takes high-quality pictures of expiration dates on food packages. It then compares these characters against a list of correct expiration dates for each product. If anything doesn't match, OCV issues a warning. This alerts factory workers to investigate further (which could also be done automatically with robotics) and potentially remove those products from circulation, ensuring no expired food reaches you.
2. Batch Number Verification: Streamlining Product Traceability
Similar to expiration date verification, an OCV system captures an image of the batch number and verifies it by comparing it against a list of valid batch numbers in the system's database. By enforcing accurate batch number tracking, OCV helps quickly identify and retrieve products in case of a recall or quality issue.
Barcode Verification: Ensuring Smooth Product Flow
Unlike text recognition, OCV doesn't need character recognition to detect barcodes. Instead, it uses special algorithms to check if the barcode itself is constructed correctly, such as containing all the right parts. If the barcode is wrong or scrambled, OCV issues a warning so it can be reprinted. This prevents problems at the checkout counter and ensures products flow smoothly through warehouses and stores.
V. Challenges of Using OCV
A primary challenge these systems face is achieving accuracy under diverse conditions. OCV needs to be effective in various factory environments. Fluctuations in lighting, shadows, or even dust particles on the package can make it difficult to get a clear image. Blurry images can cause errors when reading the text. OCV systems can avoid this issue by using specialized lighting setups.

Another challenge is real-time verification without delays. The system needs to verify information in real time without slowing down the production line. Slowing down the conveyor belt for inspection would cause overall inefficiency. To avoid this, OCV systems are designed with efficiency in mind. They use AI acceleration and intelligent algorithms to quickly analyze and verify images, keeping the factory running smoothly.
Managing large-scale deployment and data processing is also a concern. Deploying an OCV system in a large factory can be complex. Managing all the system's cameras, processing the vast amounts of data they generate, and handling this data efficiently requires robust infrastructure. Solving this might require powerful computer systems and specialized software solutions to handle all the information OCV collects.
Beyond technical complexities, label designs are always changing with trends. New designs, fonts, and printing methods constantly emerge. OCV needs to adapt to these changes, which could involve training the system on new datasets. Alternatively, OCV systems can use flexible algorithms to handle variations in packaging elements to keep up with the latest trends.
VI.Conclusion
New technologies like edge computing are making it seamless to analyze products directly on the camera using OCV. Reduced latency leads to faster inspections and streamlines production lines. OCV also thrives when combined with other AI innovations in quality control. For instance, computer vision techniques like object detection or instance segmentation can help check a product's placement on the line. With the help of AI, OCV will only get better, leading to higher quality products.
Optical Character Verification (OCV) is an essential tool that helps double-check the accuracy of printed information on product packaging. It uses advanced cameras and software to inspect things like expiration dates, batch numbers, and barcodes for errors. OCV helps manufacturers maintain high quality, meet labeling regulations, protect their brands, and run production lines more efficiently by catching mistakes early. As technology improves, OCV will get even better at ensuring safe and accurately labeled products reach consumers.





