

Miért vált a gépi látás az ipari minőségellenőrzés fő irányává?
Valaki lehet felteheti a kérdést: "Miért vált a gépi látás az ipari minőségellenőrzés fő irányává?"
A hagyományos kézi ellenőrzés gyakran szenved olyan problémáktól, mint a mikroszkopikus hibák észrevétlen maradása, a nagy sebességű termelési sorokhoz való alkalmazkodás képtelensége és az egyre növekvő költségek. Ezzel szemben a gépi látás, amely a „gépekkel helyettesíti az emberi szemet”, az ipari minőségirányítás új fő irányává vált.
I. Három A hagyományos ellenőrzés főbb fájdalompontjai, amelyek a lecserélés szükségességét hajtják
1. Alacsony pontosság
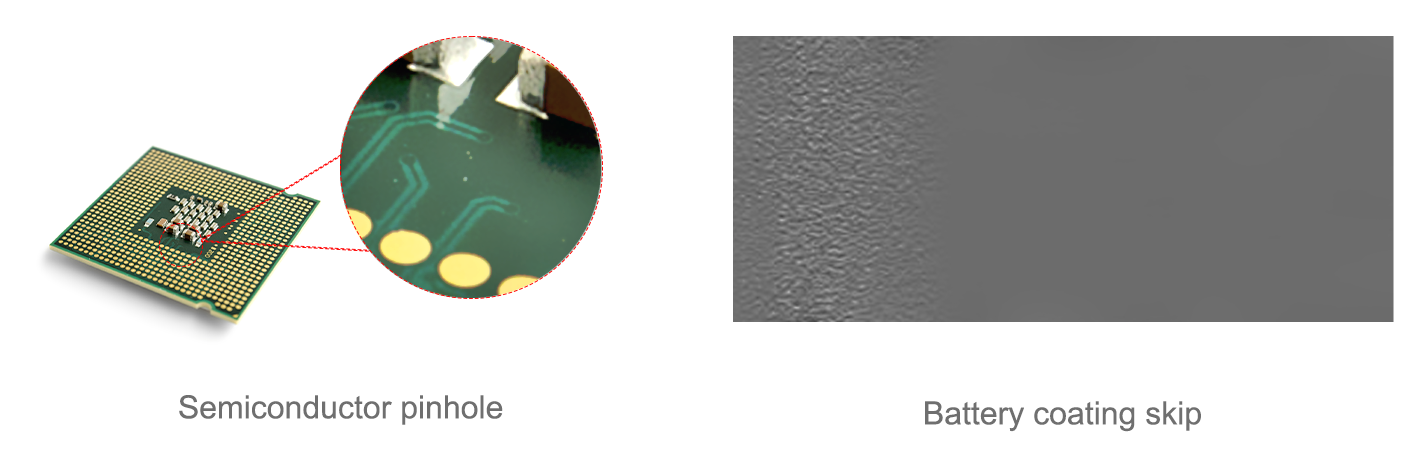
A szabad szem alig képes megkülönböztetni kb. 0,1 mm-es részleteket. Egyszerűen nem látható vele egy 1 μm-es félvezető tűlyuk vagy egy 5 μm-es akkumulátor bevonat hiány, ráadásul a szem könnyen elfárad (az elítélési hibák aránya 2 óra után 5%-ról akár 15%-ra is emelkedhet).
2. Alacsony hatékonyság
A szabad szem másodpercenként 2-3 darabot tud ellenőrizni. 3 m/s sebességgel futó nagysebességű soroknál így csak mintavételezés (10%-20%) lehetséges, ami magas kimaradási hiba kockázatát jelenti.
3. Magas ár
Egy minőségellenőr betanítása 3-6 hónapot vesz igénybe, az éves bérköltségek pedig évente 8-10%-kal nőnek. A hibás minőségellenőrzés miatt bekövetkező visszahívások okozta veszteségek még súlyosabbak (például egy autógyártó cég egyszer több millió forintot veszített ellenőrzési hibák miatt).
II. Öt Kulcsfontosságú előnyök: Miért vált a gépi látás általánossá
1. Pontosság, amely felülmúlja az emberi szemet: Milliméterről mikrométeres szintre
(1) Előny: Nagyfelbontású kamerák + algoritmusok segítségével 1-5 μm-es hibák is detektálhatók (20-100-szor pontosabb, mint a szabad szem), és folyamatosan fenntartható a pontosság 24/7 üzemmódban (elbírálási hiba <0,5%).
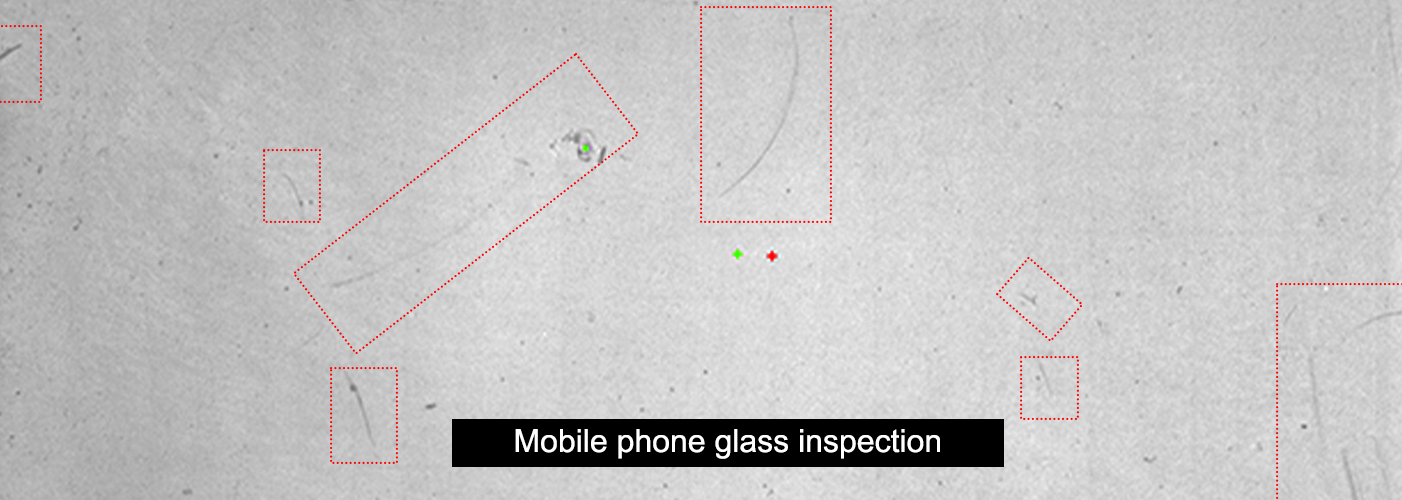
(2) Esettanulmány: Félvezető lemezek vizsgálata 1 μm-es tűlyukakat észlel, csökkentve a kimaradt hibák arányát 8%-ról 0,1%-ra. Mobiltelefon üveg felületének ellenőrzése 0,5 μm-es karcolásokat talál, csökkentve a hibás termékek kifolyását 90%-kal.
(3) Alkalmazható: Félvezetők, precíziós elektronikai alkatrészek, optikai komponensek.
2. Gyorsabb, mint a kézi ellenőrzés: Mintaalapútól 100%-os teljes ellenőrzésig
(1) Előny: Másodpercenként 20–100 képet dolgoz fel, kompatibilis 1–5 m/s sebességű gyors futószalagokkal, lehetővé téve a 100%-os teljes ellenőrzést (kézi módszerrel csak mintavétel lehetséges).
(2) Esettanulmány: Egy 3 m/s sebességű akkumulátor-elektród vonalon a gépi látás másodpercenként 80 darabot ellenőriz (kézi: 1 darab), így a teljes ellenőrzés után a kimaradt hibák aránya <0,2%, évente több mint 100 000 hibás termék kivédésével.
(3) Alkalmazható: Új energiájú akkumulátorok, elektronikai alkatrészek, élelmiszer-csomagolás.

3. Olcsóbb, mint a kézi ellenőrzés: Egyszeri beruházás, hosszú távú megtakarítás
(1) Előny: Egy látórendszer 3–5 személyt is képes helyettesíteni. Feltételezve egy-egy személy átlagos éves bérét 100 000 jüanra, a megtérülési idő 1–2 év. Emellett megszűnnek a képzéssel és a személyzet forgásával kapcsolatos aggályok.
(2) Esettanulmány: Egy autóalkatrész-gyár két rendszert használt 6 munkás helyettesítésére. Beruházás: 800 000 jüan, éves megtakarítás: 600 000 jüan, megtérülés 14 hónap alatt, továbbá 2 millió jüan csökkentése az újrafeldolgozási veszteségeknek.
(3) Ajánlott szektorok: Autóipari gyártás, élelmiszer-feldolgozás, fémalkatrészek.
4. Adatnyomkövethetőség: Teljes folyamat digitalizálása
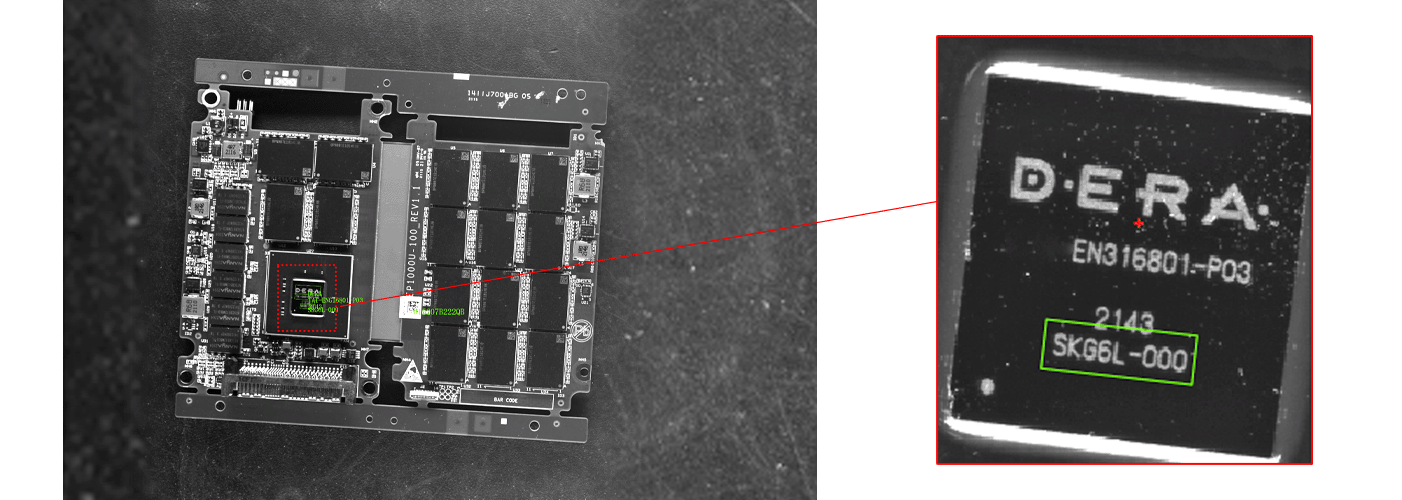
(1) Előny: Automatikusan rögzíti a hibák típusát és helyét, szinkronizálható az MES/ERP rendszerrel, így lehetővé téve a tétel szintű hibák forrásának nyomon követését (pl. helytelen gépparaméterek).
(2) Esettanulmány: Egy NYÁK-gyár 10%-os hibaszám-növekedést észlelt egy tételnél. Az adatelemzés kimutatta az expozíciós gép paramétereinek eltérését, amelyet 1 órán belül kijavítottak, ezzel megelőzve a teljes tétel selejtezését.
(3) Ajánlott szektorok: Autóipar, elektronika, orvosi eszközök.
5. Képes kiválóan működni kemény körülmények között: Oda megy, ahová az emberek nem tudnak / nem akarnak
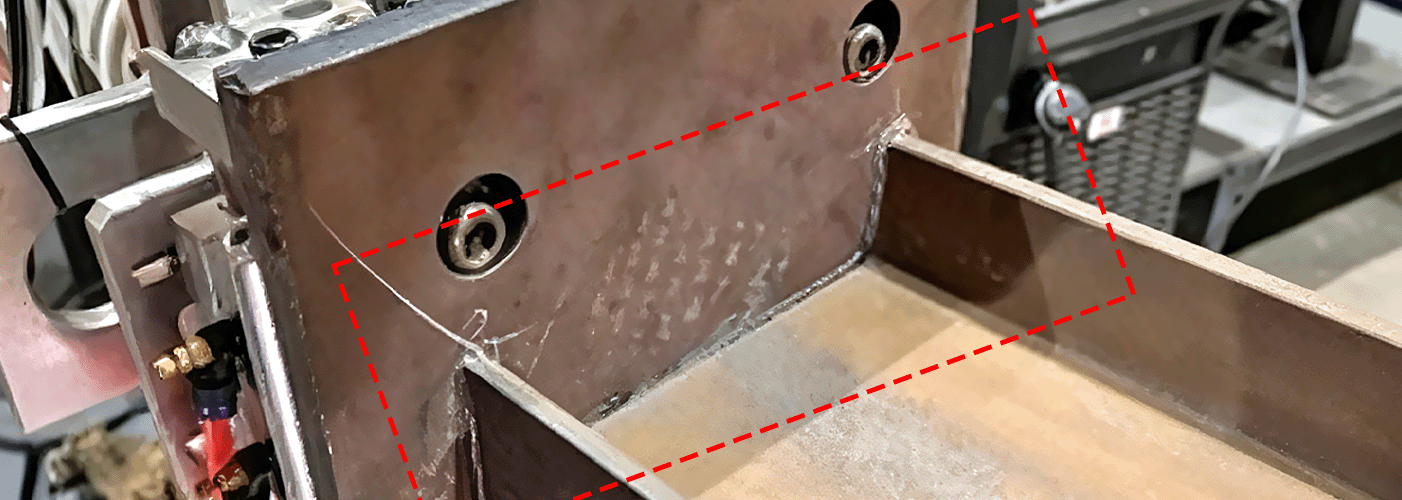
(1) Előny: Ellenáll magas hőmérsékletnek (-20°C és 80°C között), por- és vízvédelem (IP65), rezgésállóság, hegesztőüzemekben, magas hőmérsékletű vonalakon is üzemképes.
(2) Esettanulmány: Egy több mint 60°C-os, sűrű füsttel teli gépjármű-összeszerelő hegesztőüzemben a rendszer napi 24 órában vizuálisan ellenőrzi a hegesztési szivárgásokat 99,5%-os pontossággal. Egy acélgyárban acéltáblákat ellenőriznek vele, ellenáll a porral és rezgéssel szemben, hatékonyságuk pedig ötszörösére nőtt.
(3) Ajánlott felhasználás: Hegesztés, festés, acélipar, fémipar.
III. Három Kerülendő buktatók: Ne használja helytelenül
Ne hajszolja vakon a magas specifikációkat: Használjon 20MP-es kamerát 0,1 mm-es karcolatok észlelésére; nincs szükség 50MP-esre (ez 50%-kal növeli a költségeket).
A hardver megfelelőségére kell figyelni: Alacsony szögű megvilágítást használjon fémszálaknál, hátsó megvilágítást átlátszó alkatrészeknél. A rossz megvilágítás akár 10%-kal is növelheti a téves minősítések arányát.
Folyamatos karbantartás elvégzése: A lencséket hetente tisztítani kell, a fényforrásokat pedig 1-2 évente cserélni kell. Ellenkező esetben az pontosság csökken (például egy gyár téves osztályozási rátája 0,2%-ról 5%-ra nőtt az elöregedett világítás miatt).
IV. Összegzés: A látásellenőrzés egy „minőségellenőrző rendszer-fejlesztés”
Ez nem csupán egyszerű helyettesítése a kézi munkának. Ehelyett a minőségellenőrzési folyamatot újraépíti nagy pontossággal, magas hatékonysággal és adatok digitalizálásával, így összhangban áll az Ipar 4.0-nal, és a termelés és a minőségellenőrzés közötti „kulcsfontosságú kapcsolattá” válik.





