

なぜマシンビジョンが工業用品質検査の主流になったのか?
誰かが は 「なぜマシンビジョンが工業用品質検査の主流になったのか?」と疑問に思うかもしれません。
従来の手作業による検査は、微細な欠陥を視認できない、高速生産ラインに追いつかない、コストが増加し続けるといった問題に長年悩まされてきました。一方で、マシンビジョンは「機械が人間の目を代替する」仕組みにより、工業品質管理の新しい主流手法となっています。
I. について 三 従来の検査方法における主な課題:置き換えの必要性を促進する要因
1. 精度が低い
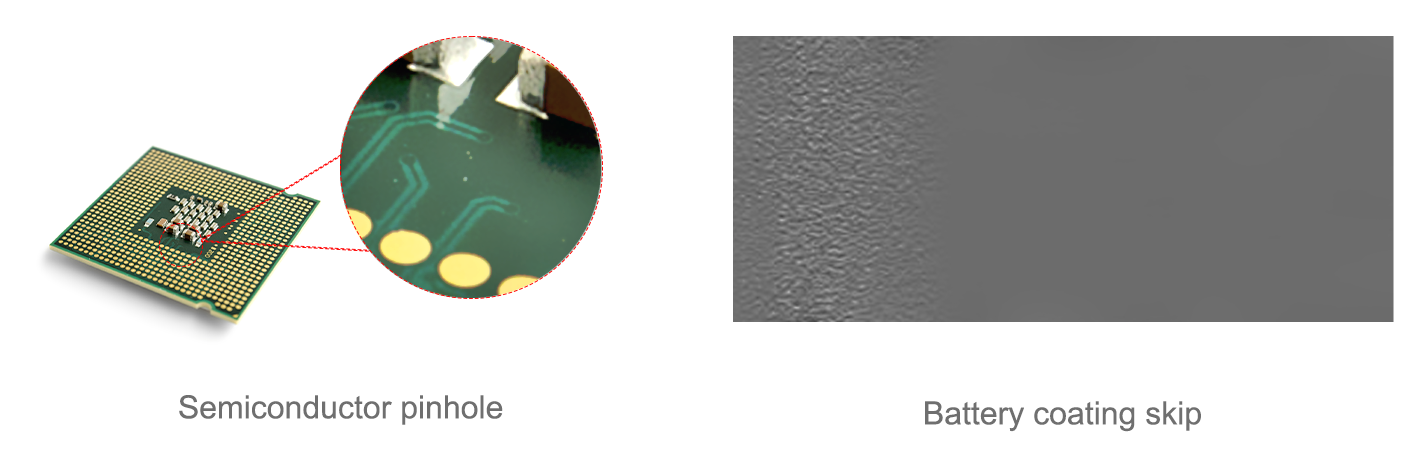
人間の目では最小でも約0.1mm程度の大きさしか識別できません。1μmの半導体のピンホールや5μmのバッテリー塗布欠落などはそもそも見えず、また疲労による誤判定も発生します(2時間作業後には誤判定率が5%から15%まで急上昇します)。
2. 低効率
人間の目では1秒間に2〜3個の検品しかできません。3m/秒で稼働する高速ラインの場合、サンプリング(10%〜20%)しか行えず、不良品の見逃しリスクが高くなります。
3. 高コスト
品質検査員のトレーニングには3〜6か月かかり、年間給与は8〜10%上昇しています。欠陥を見逃すことによるリコールの損失はさらに深刻です(例えば、ある自動車メーカーは検査の見落としが原因で1,000万以上を失ったことがあります)。
について 五 コアアドバンテージ:マシンビジョンが主流になった理由
1. 人間の目を超える精度:ミリ単位からマイクロ単位へ
(1) 利点:高解像度カメラとアルゴリズムにより、1〜5μmの欠陥を検出可能(人間の目の20〜100倍の性能)で、24時間安定した精度を維持(誤判定率<0.5%)。
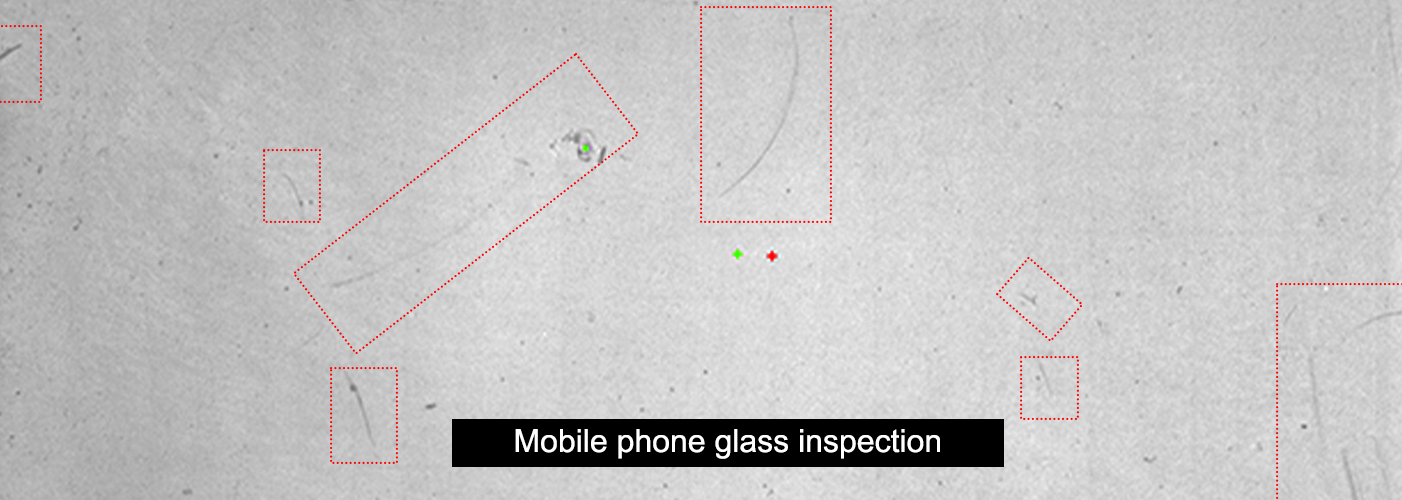
(2) ケーススタディ:半導体ウエハ検査では1μmのピンホールを検出し、見逃し率を8%から0.1%に低減。スマートフォン用ガラス検査では0.5μmの傷を発見し、不良品の流出を90%削減。
(3) 適用分野:半導体、精密電子部品、光学部品。
2. 手作業より高速:サンプリング検査から100%全数検査へ
(1) 利点:毎秒20~100枚の画像を処理可能で、1~5m/sの高速ラインと互換性があり、100%全数検査が可能(手作業ではサンプル検査に限られる)。
(2) 事例:3m/sのバッテリー電極ラインでは、ビジョン検査により毎秒80個の検査を実施(手作業:1個)。全数検査後、見逃し検出率は0.2%未満となり、年間10万個以上の不良品を削減しました。
(3) 対象分野:新エネルギー電池、電子部品、食品包装。

3. 手作業より低コスト:初期投資のみ、長期的なコスト削減
(1) 利点:1台のビジョンシステムで3~5人を代替可能。1人あたり年間平均給与を10万円と仮定すると、投資回収期間(ROI)は1~2年。さらに、トレーニングの必要や人員の離職リスクがなくなる。
(2) 事例:自動車部品工場が2台のシステムを導入し、6人の作業者を代替。投資額:80万円、年間節約額:60万円、14か月で投資回収。さらに、再作業による損失が200万円削減された。
(3) 対象分野:自動車製造、食品加工、金属部品。
4. データのトレーサビリティ:全工程のデジタル化
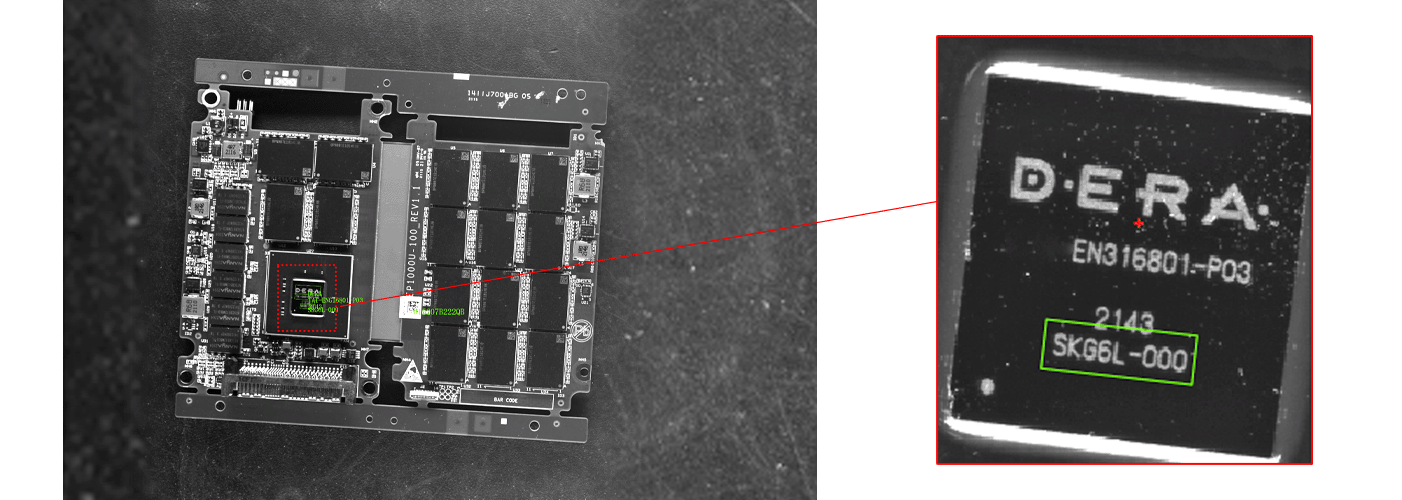
(1) 利点:不良の種類や発生場所を自動記録し、MES/ERPと連携することで、ロット単位での不良原因を根源まで追跡可能(例:装置パラメータの誤設定)。
(2) 事例:あるPCB工場で、特定ロットの不良率が10%上昇していることが判明。データ分析により露光装置のパラメータにずれがあることを特定し、1時間以内に修正。ロットの廃棄を未然に防止。
(3) 対象業界:自動車、電子部品、医療機器。
5. 悪環境下でも使用可能:人が入れない・入りたがらない場所へ導入可能
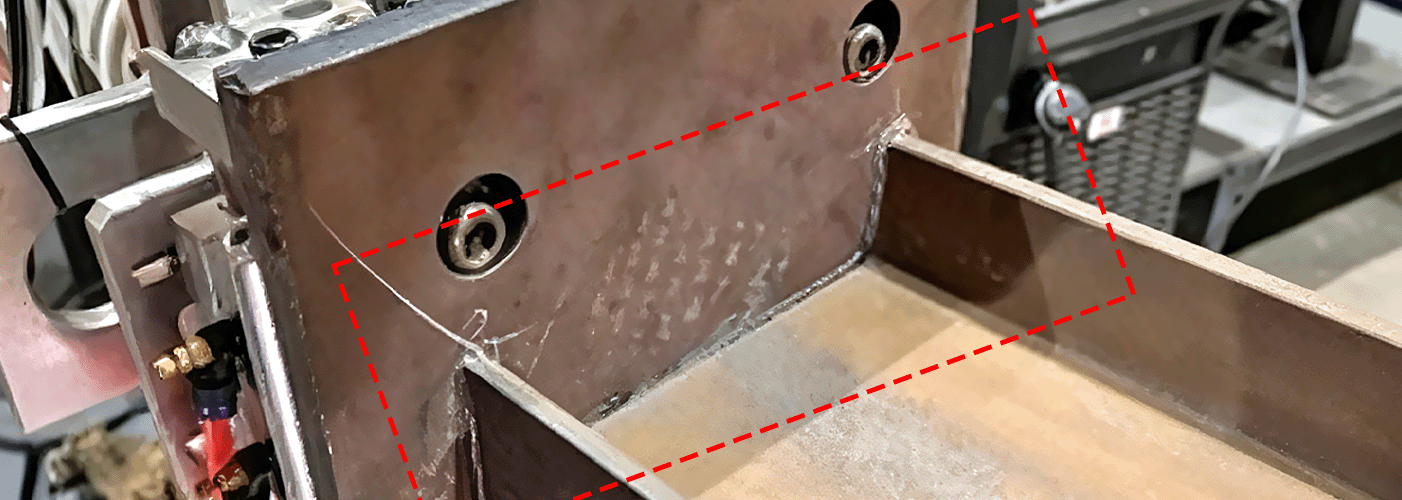
(1) 利点:高温・低温(-20°C~80°C)への耐性、粉塵・水の侵入防止(IP65)、振動耐性を備え、溶接工場や高温ラインでの運用が可能。
(2) 事例:煙が濃く60°Cを超える自動車溶接工場で、ビジョンシステムが24時間体制で溶接漏れを検査し、99.5%の検出精度を達成。また、製鉄所では粉塵や振動の厳しい環境下で鋼板を検査し、効率を5倍に向上。
(3) 対象業界:溶接、塗装、製鉄、冶金。
について 三 避けたい pitfalls:誤った使い方をしないこと
高すぎる仕様を無理に追求しない:0.1mmの傷検出には20MPのカメラで十分であり、50MPにする必要はない(コストが50%上昇する)。
ハードウェアの適性に注力:金属の傷には低角度照明を使用し、透明部品には背面照明を使用。不適切な照明は誤判定率を10%も跳ね上がらせる可能性がある。
定期的なメンテナンスを実施:レンズは毎週清掃し、光源は1〜2年ごとに交換。さもなくば精度が低下(例えば、ある工場では光源の劣化により誤判定率が0.2%から5%に上昇した)。
IV. まとめ:ビジョン検査とは「品質検査システムのアップグレード」である
これは単なる手作業の代替ではなく、高精度・高効率・データのデジタル化を通じて品質検査プロセスを再構築するものであり、インダストリー4.0に対応し、生産と品質管理を結ぶ「重要な接点」となる。





