

Beste machine vision cameraproducten voor geautomatiseerde kwaliteitscontrole
Waarom de prestaties van een machine vision-camera bepalend zijn voor de nauwkeurigheid van inspecties
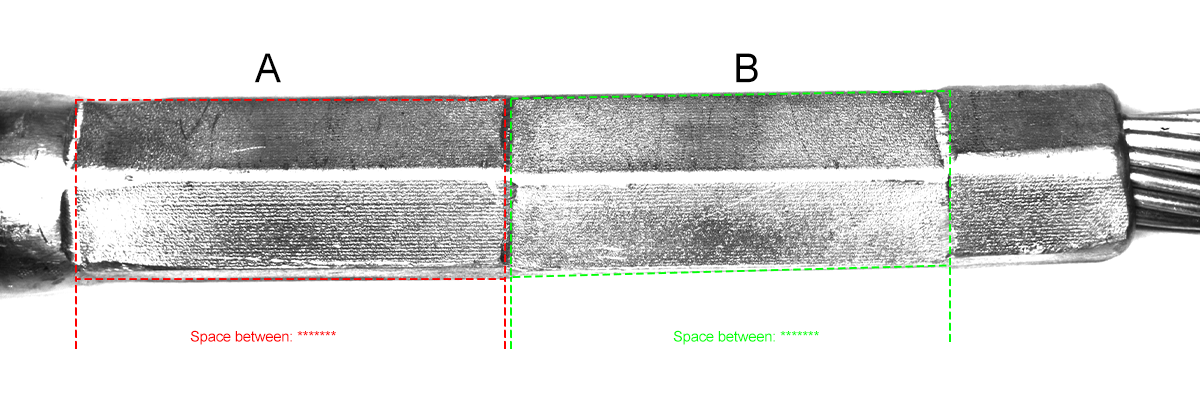
Resolutie en pixel dichtheid: detectie van submillimeter gebreken bij productiesnelheid
Hogere resolutie betekent dat we kleinere defecten kunnen opsporen dan een millimeter, soms zo klein als 1,5 micrometer, omdat er eenvoudigweg meer pixels op het sensoroppervlak zijn geplaatst. Maar alleen een hoge resolutie is niet voldoende. Voor optimale AI-inspecties moeten de te onderzoeken kenmerken ongeveer 5 tot 10 pixels beslaan. Dit creëert het 'sweet spot', waarbij voldoende detail wordt vastgelegd zonder dat de verwerking te veel vertraagt. Buiten dit bereik komt er simpelweg meer gegevensverzameling bij zonder dat de nauwkeurigheid van het onderscheid tussen goede en slechte onderdelen verbetert, wat daadwerkelijk productielijnen kan vertragen. De huidige global shutter CMOS-sensoren realiseren dit sweet spot vrij goed, met een nauwkeurigheid van ongeveer 99% bij het identificeren van defecten, terwijl ze nog steeds in staat zijn om honderden items per minuut te verwerken. Wat het belangrijkst is, is niet per se het aantal megapixels van de camera, maar het juiste aantal pixels voor zowel de kleinste details die we moeten zien als de snelheid waarmee de assemblagelijn beweegt.
Beeldsnelheid en Triggersynchronisatie: Elimineren van bewegingsonscherpte bij hoge snelheden
Bewegingsonscherpte zorgt nog steeds voor de meeste gemiste defecten op snelle productielijnen, zelfs wanneer bedrijven die dure ultrasnelle sensoren installeren. Wanneer de lijn meer dan 1.000 onderdelen per uur verwerkt, moet de camera elk item in minder dan 20 milliseconden vastleggen om de randen scherp genoeg te houden. Hier zijn global shutter-camera's met encodersynchronisatie uitermate geschikt voor. Deze camera's koppelen de belichtingstijd direct aan de positie van het onderdeel op de transportband, waardoor detectieniveaus rond de 98,5% behouden blijven, zelfs bij maximale snelheid. Het verschil is enorm in vergelijking met oudere systemen zonder synchronisatie. Fabrieken in de auto-industrie en elektronica-assembly zien ongeveer een daling van 80% in valse alarmen na een upgrade. Dat is logisch, aangezien deze industrieën werken met componenten die in micrometers worden gemeten, waarbij letterlijk geen ruimte is voor gokken of fouten.
Vergelijking van toonaangevende machine vision cameraplatformen voor industriële inspectie
Basler ace 2 versus FLIR Blackfly S: Praktijkvergelijking op precisie, stabiliteit en SDK-ondersteuning
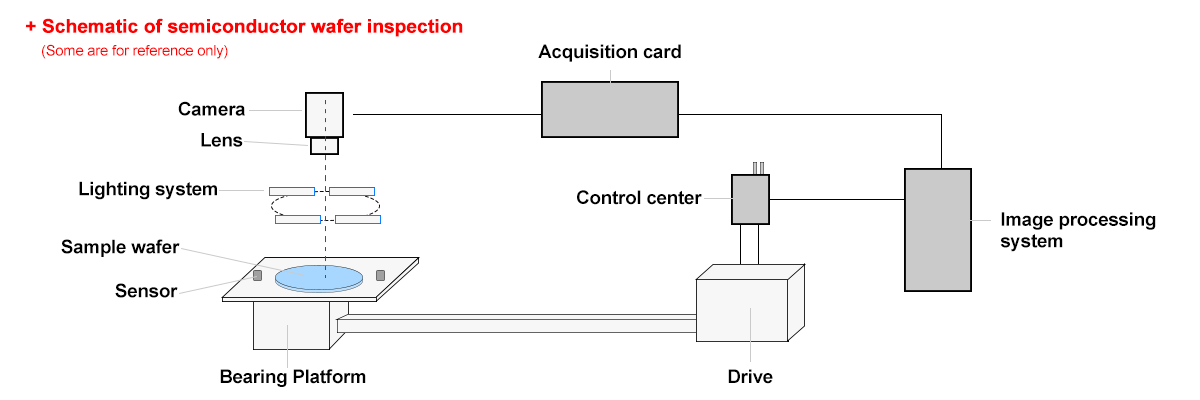
De Basler Ace 2-serie maakt gebruik van uitstekende Sony Pregius-sensoren die er zelfs in industriële omgevingen met veel trillingen in slagen de meetherhaalbaarheid onder 0,1 pixel te houden. Daarnaast behouden deze camera's een indrukwekkende versterkingsstabiliteit, binnen plus of min 0,05 procent, ondanks temperatuurschommelingen tot 15 graden Celsius. Wat echt opvalt, is hun Pylon SDK die uitstekend werkt met robotarmen en PLC-netwerken, waardoor ze absoluut perfect zijn voor snelle productielijnen die meer dan 200 beelden per seconde verwerken. Aan de andere kant hebben de FLIR Blackfly S-modellen hun eigen troeven, met een eigen beeldverwerkingsmethode die bewegingsartefacten met ongeveer 40% vermindert op zeer snelle transportbanden. En laten we de Spinnaker SDK niet vergeten, die ondersteuning biedt voor meerdere programmeertalen, waaronder Python, C# en .NET. Beide camerasystemen kunnen inspectietaken voor halfgeleiderwafers en onderdelen van elektrische voertuigbatterijen probleemloos aan, maar ze verschillen in specifieke omstandigheden. Basler presteert over het algemeen beter op het gebied van thermische en mechanische stabiliteit bij grootschalige toepassingen, terwijl FLIR uitblinkt in situaties met extreem weinig licht, en uitstekende resultaten levert zelfs bij lichtniveaus onder 0,1 lux.
Slimme camera's (Cognex Insight, Keyence CV-X) versus PC-gebaseerde Machine Vision camera-systemen
Slimme camera's van merken zoals Cognex Insight en Keyence CV-X versnellen de processen aanzienlijk. Voor eenvoudige maatcontroles kunnen deze apparaten binnen bijna twee dagen operationeel zijn, omdat ze zijn uitgerust met ingebouwde processors en al vooraf gedefinieerde veelvoorkomende foutpatronen bevatten. Bovendien besparen ze ongeveer 30% op bedradingkosten wanneer ze alleenstaand in werkstations worden gebruikt, wat een groot voordeel is in fabrieken waar elke centimeter telt. Aan de andere kant bieden computersystemen die zijn aangesloten op krachtige GPU-servers ongeveer vijf keer meer rekenkracht voor complexere taken, zoals het detecteren van subtiele oppervlaktefouten, het meten van objecten vanuit meerdere hoeken in drie dimensies, of het aanpassen van modellen tijdens lopende operaties. Deze opstellingen stellen bedrijven in staat om tegelijkertijd meer dan vijftig verschillende producten te beheren via netwerken met meerdere camera's, wat essentieel wordt bij gevarieerde productieloppen. Zeker, slimme camera's vereenvoudigen de start van kwaliteitscontrole, maar op basis van computersystemen kunnen simpelweg niet worden verslagen als het gaat om meegroeien met zakelijke behoeften, snelle aanpassing van algoritmen en het aanpakken van zware rekenwerkbelasting.
Hoe de juiste machinevisiecamera kiest voor uw kwaliteitscontroletoepassing
Een praktisch beslissingskader: afstemmen van camerakarakteristieken op producttolerantie, lijnsnelheid en verlichtingsbeperkingen
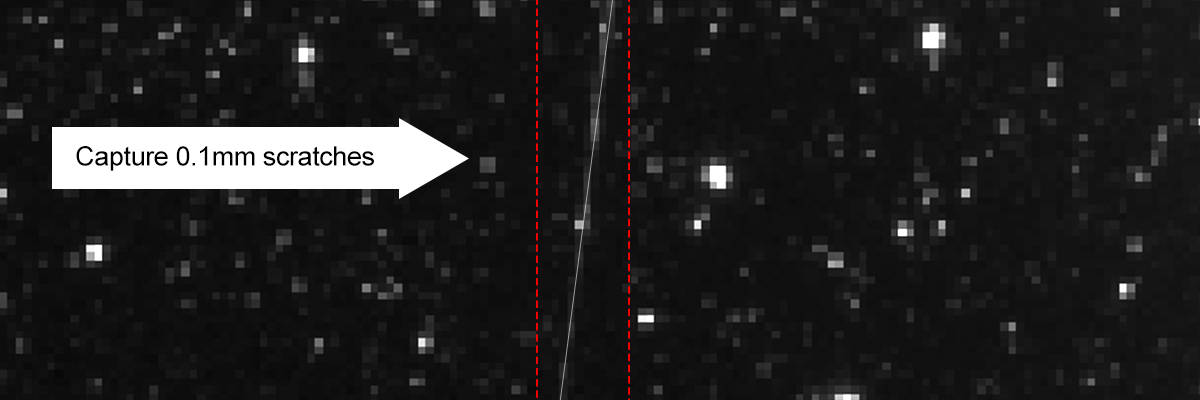
Bij het detecteren van defecten begint u met de kleinste fout die u moet opmerken. Neem die afmeting, bijvoorbeeld een kras van 0,1 mm, en deel deze door wat de industrie aanbeveelt als 3 tot 4 pixels per kenmerk. Dat geeft ons een uitgangspunt voor de resolutiebehoeften. Ook de snelheid van de transportband is belangrijk. Als de producten sneller dan 1 meter per seconde voorbij schuiven, hebben we echt globale sluiter-sensoren nodig die werken met beeldsnelheden boven de 120 fps. En wanneer de productie meer dan 200 stuks per minuut bereikt, moet de belichtingstijd onder de helft van een milliseconde blijven, anders wordt alles onscherp. Verlichtingsomstandigheden vormen weer een aparte uitdaging. In schemerige omstandigheden zoekt u naar camera's met een kwantumrendement van meer dan 75% en een dynamisch bereik van meer dan 70 dB, zodat beelden hun contrast en scherpte behouden. Volg deze aanpak over drie k in ·belangrijke gebieden helpen ervoor zorgen dat camera's die kleine gebreken in praktijk daadwerkelijk vinden, niet alleen op papier specificaties. Het houdt kosten redelijk zonder in te boeten aan wat dag na dag op de fabrieksvloer werkt.
Klaar om uw geautomatiseerde kwaliteitscontrole naar een hoger niveau te tillen?
Ga niet akkoord met standaardcamera's die cruciale gebreken missen of uw productielijn vertragen. De op maat gemaakte machine vision camera-oplossingen van HIFLY zijn speciaal ontworpen op uw exacte kwaliteitscontrolebehoeften — of u 1,5μm gebreken moet detecteren, 200+ onderdelen per minuut inspecteert, of in extreme omgevingen werkt.
Neem vandaag nog contact op met HIFLY voor een gratis consultatie: ons team zal uw workflow beoordelen, specificaties aanbevelen en een op maat gemaakte proefversie leveren binnen slechts 3 dagen. Laten we samen een kwaliteitscontrolesysteem bouwen dat mee groeit met uw bedrijf en elke keer een detectie-accuraciteit van 99% of hoger levert.





