

Waarom verlichting voor machinevisie de inspectienauwkeurigheid bepaalt
De fundamentele rol van machinevisieverlichting in beeldkwaliteit
Hoe verlichting direct de signaal-ruisverhouding en ruimtelijke fideliteit bepaalt
Verlichting is niet zomaar een extra detail bij het verkrijgen van goede afbeeldingen voor machinevisie-inspecties. Het vormt de basis waarop deze systemen correct functioneren. Wanneer we de verlichting juist instellen, verbeteren we daadwerkelijk de signaal-ruisverhouding (SNR). Dit gebeurt omdat goede verlichting externe afleidingen vermindert en tegelijkertijd kenmerken duidelijker naar voren brengt. Met deze precisie kunnen machines minuscule problemen detecteren die anders onopgemerkt zouden blijven. Denk aan bijna onzichtbare scheuren in metalen onderdelen of microscopische vuildeeltjes op chirurgische instrumenten. Deze problemen worden eenvoudig onzichtbaar wanneer de verlichtingsomstandigheden onvoldoende zijn. Volgens brancheonderzoeken is ongeveer 70% van alle inspectiemislukkingen in productiefaciliteiten eigenlijk toe te schrijven aan een onjuiste verlichtingsopstelling. Slechte verlichting veroorzaakt vreemde schaduwen en valse contouren, waardoor computeralgoritmen verkeerd worden geleid en denken dat er een probleem is terwijl dat niet het geval is. Daarom moeten fabrikanten investeren in gelijkmatige, gerichte verlichtingsoplossingen. Deze aanpak garandeert dat elke tijdens de productie vastgelegde afbeelding haar kwaliteit en nauwkeurigheid behoudt, run na run.
Waarom belichting—niet algoritmes—de primaire bottleneck is voor de nauwkeurigheid van gebrekkendetectie
Hoewel geavanceerde algoritmes veel aandacht trekken, blijft belichting de cruciale beperkende factor in detectiesystemen. Geen enkel convolutioneel neuraal netwerk kan afbeeldingen herstellen met onvoldoende contrast of details die door spiegelglans zijn weggevaagd. Bijvoorbeeld:
|
Factor |
Beperking door belichting |
Beperking door algoritme |
|
Oppervlaktereflectie |
Spiegelende oppervlakken veroorzaken spiegelglans waardoor gebreken worden weggevaagd |
Vereist uitgebreide adversariale training |
|
Contrastdrempel |
Fundamenteel voor zichtbaarheid van gebreken tijdens opname |
Nabewerking kan ontbrekende gegevens niet genereren |
|
Omgevingsdrift |
Wijzigingen in omgevingslicht vereisen een nieuwe kalibratie |
Compenseert ongelijkmatig tussen batches |
In tegenstelling tot algoritmes die zich iteratief aanpassen, leidt ontoereikende verlichting tot onherstelbare ingevoerde gegevens—een kloof die geen enkele software kan overbruggen. Industriële onderzoeken tonen aan dat verlichtingsconfiguratiefouten 3–5× meer valse negatieven veroorzaken dan algoritmische fouten bij inspecties van flessen op hoge snelheid. Operators die prioriteit geven aan verlichtingsoptimalisatie behalen duurzame nauwkeurigheidswinsten waar algoritmische afstemming op dalende rendementen stuit.
Strategische verlichtingstechnieken: het afstemmen van de lichtgeometrie op inspectiedoelen
Frontverlichtingsmethoden (helder-veld, coaxiaal, ringlicht) voor contrast bij oppervlaktegebreken
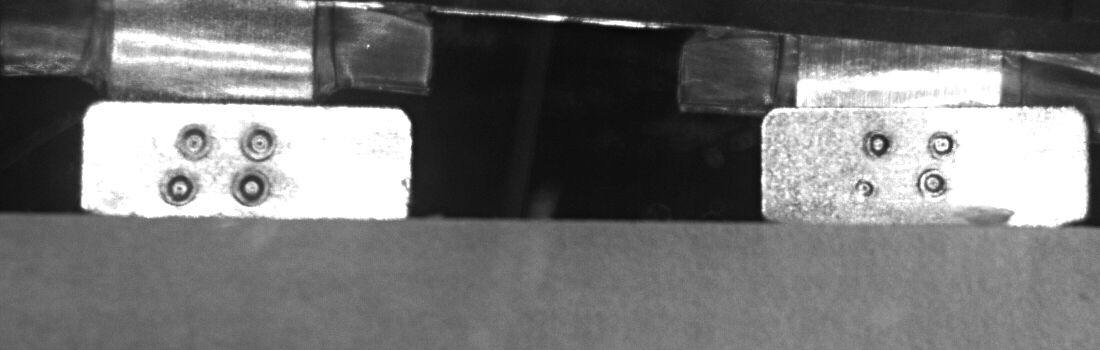
Wanneer lichtbronnen recht op het doeloppervlak zijn gericht, worden gebreken veel gemakkelijker zichtbaar vanwege de manier waarop ze het contrastniveau regelen. Helder-veldverlichting werkt uitstekend voor het opsporen van krassen, deuken en vuil, omdat het licht gelijkmatig wordt weerkaatst over vlakke oppervlakken. Bij de co-axiale verlichtingstechniek is de lichtas uitgelijnd met de as van de camera, wat helpt om die vervelende schaduwen te elimineren die optreden op glanzende materialen zoals metalen onderdelen of gladde kunststofcomponenten. Ringlichten omringen de lens zelf en bieden goede dekking bij onregelmatig gevormde of structuurrijke objecten. Al deze verschillende verlichtingsmethodes helpen de signaal-ruisverhouding te verbeteren door kleine veranderingen in het uiterlijk van oppervlakken duidelijker naar voren te halen. Neem bijvoorbeeld inspectie van printplaten (PCB’s): ringlichten kunnen daadwerkelijk minuscule soldeerproblemen detecteren door precies genoeg schaduw te creëren om oneffenheden te benadrukken. Ook de hoekinstelling is van belang, want juiste uitlijning betekent dat de gebreken die we waarnemen, werkelijke problemen zijn en geen illusies die ontstaan door ongeschikte verlichtingsomstandigheden.
Achterverlichtingsbenaderingen (Donkerveld, Silhouet) voor Precieze Rand- en Afmetingsanalyse
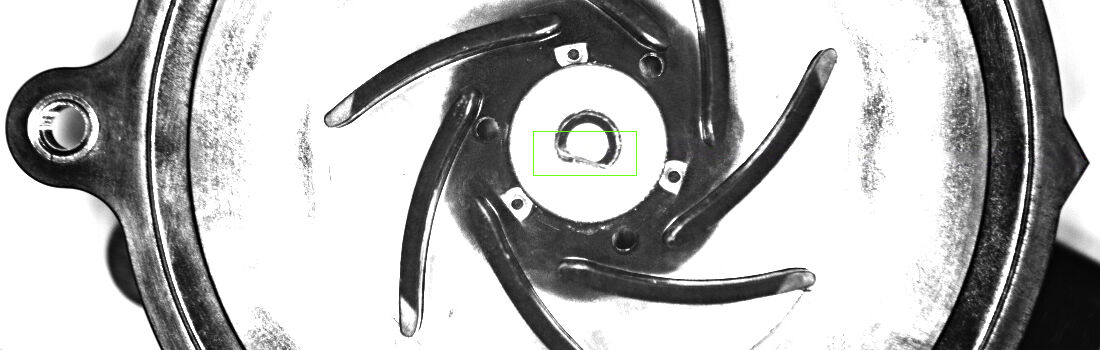
Bij het gebruik van donkerveldtechnieken worden objecten verlicht onder hoeken tussen 25 en 75 graden, wat helpt bij het opsporen van kleine randdefecten en oppervlaktekenmerken die met conventionele belichting gemakkelijk over het hoofd worden gezien. Hierbij wordt het licht weerkaatst door structuren zoals microscheurtjes, kleine spelingen of zelfs graveermarkeringen, terwijl gladde gebieden donker blijven. Bij silhouetachterverlichting plaatsen ingenieurs krachtige lichten achter een doorlatend object, waardoor scherpe omtrekken ontstaan die nauwkeurige afmetingsmetingen aanzienlijk vergemakkelijken. Denk aan het controleren van schroefdraad of het verifiëren van juiste uitlijning van halfgeleiderwafers. Door deze twee benaderingen te combineren in één inspectiesysteem wordt het aantal onterechte afkeuringen met ongeveer 40 procent verminderd ten opzichte van het gebruik van slechts één techniek. Hoe bepalen ingenieurs de juiste hoeken? Zij analyseren de reflectiviteit van verschillende materialen: glanzende metalen vereisen kleinere hoeken, terwijl mattpolymers beter presteren met steilere belichtingshoeken.
Materiaalbewuste Verlichting voor Machine Vision: Golflengte, Reflectie en Interactiefysica
Het selecteren van optimale golflengten op basis van absorptie-, reflectie- en fluorescentiegedrag
Goede resultaten behalen met machinaal zichtverlichting komt er echt op aan om de juiste golflengten te kiezen op basis van hoe verschillende materialen interacteren met licht. De meeste materialen zullen bepaalde kleuren licht opnemen en andere weerkaatsen. Donkere oppervlakken nemen vaak veel blauw licht rond de 450 nanometer op, wat eigenlijk helpt bij het creëren van duidelijke contrastafwijkingen die we nodig hebben om problemen op te sporen. Maar bij glanzende metalen wordt het lastiger, omdat deze zoveel licht reflecteren. Daarom werken langere rode golflengten van ongeveer 660 nm hier beter om hinderlijke schittering te verminderen. Vervolgens zijn er ook nog fluorescerende materialen die speciale behandeling vereisen. Deze tonen pas hun echte kleuren wanneer ze worden beschenen met UV-licht van 365 nm, waardoor verborgen verontreinigingen visueel zichtbaar worden. Begrip van hoe al deze verschillende materialen reageren op diverse lichtgolflengten is vrijwel essentieel voor iedereen die werkt met machinesichtsystemen.
|
Golflengte |
Materiaalreactie |
Inspectievoordeel |
|
UV (365 nm) |
Fluorescentie-emissie |
Detecteert onzichtbare residuen/ scheuren |
|
Blauw (450 nm) |
Hoge absorptie op donkere oppervlakken |
Verbeterde zichtbaarheid van krassen/deuken |
|
Rood (660 nm) |
Lage absorptie op metalen |
Vermindert spiegeling bij gepolijste oppervlakken |
|
IR (850 nm) |
Diepe materiaalpenetratie |
Inspecteert interne structuren |
Precieze golflengteafstemming verbetert de detectiekans op defecten met tot 40% vergeleken met breed-spectrumverlichting—waardoor foton-materiaalinteracties worden omgezet in bruikbare, betrouwbare gegevens.
Zorgen voor robuustheid: eenvormigheid, spiegelingsbeperking en kleurstabiliteit in productieomgevingen
Kwantificering van de impact van niet-eenparige verlichting op het percentage valse afkeuringen
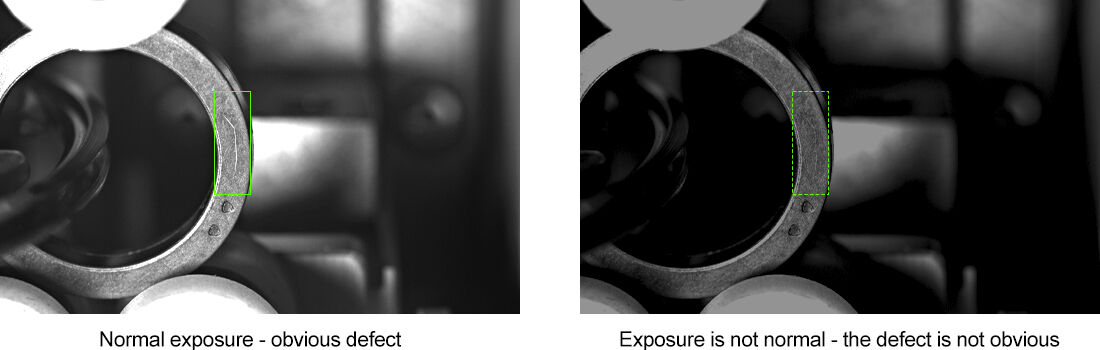
Niet-uniforme belichting veroorzaakt ernstige meetonconsistenties bij geautomatiseerde inspectie. Intensiteitsvariaties van slechts 15% over het gezichtsveld leiden tot valse afkeuringen door het introduceren van schaduwen of hoogtepunten die niet echt zijn. Onderzoeken tonen aan dat deze instabiliteit verantwoordelijk is voor bijna 40% van de gevallen van valse afkeuring in de kwaliteitscontrole op de assemblagelijn. Wanneer de belichting fluctueert:
- Echte gebreken blijven onopgemerkt in onderbelichte zones
- Aanvaardbare oppervlaktevariaties worden ten onrechte geclassificeerd als gebreken in overbelichte gebieden
Dit dwingt tot onnodige productiestoppen voor verificatie. Gegevens van het Ponemon Institute tonen een directe correlatie: elke daling van 10% in belichtingsuniformiteit verhoogt het aantal valse afkeuringen met 15%, wat fabrikanten jaarlijks $740.000 kost aan herwerk en stilstand. Het stabiliseren van de lichtintensiteit over verschillende materialen en bedrijfsomstandigheden heen is daarom essentieel voor betrouwbare en reproduceerbare gebrekendetectie.
Klaar om uw inspectienauwkeurigheid te verbeteren met behulp van belichting?
Machine vision-verlichting is de hoeksteen van betrouwbare foutdetectie. Geen enkel algoritme kan slechte verlichting compenseren. Door de lichtgeometrie, golflengte en uniformiteit af te stemmen op uw materialen en doelen, bereikt u consistente en kosteneffectieve resultaten.
Voor industriële verlichtingsoplossingen die specifiek zijn afgestemd op uw toepassing, of om verlichting te combineren met aanvullende machine vision-camera’s (zoals aangeboden door HIFLY), kiest u een leverancier met sterke wortels in industriële expertise. HIFLY heeft 15 jaar ervaring op het gebied van verlichting, camera’s en geïntegreerde systemen. Neem vandaag nog contact met ons op voor een vrijblijvend consult om uw verlichtingsopstelling te optimaliseren.





