

Najlepsze rozwiązania kamer wizji maszynowej do automatycznej kontroli jakości
Dlaczego wydajność kamery wizyjnej decyduje o dokładności inspekcji
Rozdzielczość i gęstość pikseli: wykrywanie defektów submilimetrowych z prędkością produkcji
Lepsza rozdzielczość oznacza, że możemy wykryć te drobne wady mniejsze niż milimetr, czasem nawet o wielkości 1,5 mikrometra, ponieważ na obszarze czujnika znajduje się po prostu więcej pikseli. Jednak sama wysoka rozdzielczość nie wystarczy. Aby inspekcje AI działały najlepiej, analizowane cechy powinny obejmować około 5 do 10 pikseli. To tworzy optymalny punkt, w którym przechwytywane jest wystarczająco dużo szczegółów, bez nadmiernego spowolnienia przetwarzania. Przekroczenie tego zakresu tylko sprawia, że dane gromadzą się szybciej, bez rzeczywistej poprawy naszej zdolności do rozróżniania dobrych elementów od wadliwych, co z kolei może zwolnić linie produkcyjne. Obecne czujniki CMOS z globalnym migawką dobrze trafiają w ten optymalny punkt, osiągając dokładność wykrywania wad na poziomie ok. 99%, jednocześnie nadążając z przetwarzaniem setek przedmiotów każdej minuty. Najważniejsze niekoniecznie jest, ile megapikseli ma kamera, ale czy mamy odpowiednią liczbę pikseli zarówno dla najmniejszych szczegółów, które musimy zobaczyć, jak i dla szybkości ruchu taśmy montażowej.
Częstotliwość odświeżania i synchronizacja wyzwalacza: eliminowanie rozmycia ruchu na szybkich liniach
Rozmycie ruchu nadal powoduje większość niezauważonych wad na tych szybkich liniach produkcyjnych, nawet gdy firmy instalują te zaawansowane czujniki o ultra wysokiej rozdzielczości. Gdy linia pracuje z prędkością powyżej 1000 sztuk na godzinę, kamera musi rejestrować każdy element w czasie krótszym niż 20 milisekund, aby zachować wystarczająco ostre krawędzie. Właśnie w takich przypadkach przydają się kamery z globalnym migaczem zsynchronizowane z enkoderem. Te kamery synchronizują czas ekspozycji dokładnie z położeniem elementu na taśmie transportowej, co pozwala utrzymać współczynnik wykrywania na poziomie około 98,5%, nawet przy maksymalnej prędkości. Różnica jest ogromna w porównaniu ze starszymi systemami bez synchronizacji. Zakłady w branżach produkcji samochodów i montażu elektroniki odnotowują spadek liczby fałszywych alarmów o około 80% po modernizacji. To całkiem logiczne, ponieważ te gałęzie przemysłu pracują z komponentami mierzonymi w mikronach, więc nie ma miejsca na domysły czy błędy.
Porównanie wiodących platform kamer wizyjnych do inspekcji przemysłowej
Basler ace 2 vs. FLIR Blackfly S: Testowanie w warunkach rzeczywistych pod kątem precyzji, stabilności i wsparcia SDK
Seria Basler Ace 2 wykorzystuje doskonałe czujniki Sony Pregius, które potrafią osiągnąć powtarzalność pomiarów na poziomie poniżej 0,1 piksela, nawet w przypadku występowania różnych rodzajów przemysłowych drgań. Dodatkowo kamery te charakteryzują się bardzo dobrą stabilnością wzmocnienia, utrzymując ją w granicach ±0,05 procent mimo zmian temperatury do 15 stopni Celsjusza. Co naprawdę wyróżnia ten model, to zestaw narzędzi Pylon SDK, który doskonale współpracuje z ramionami robotycznymi i sieciami PLC, czyniąc je idealnym wyborem dla szybko poruszających się linii produkcyjnych pracujących z prędkością powyżej 200 klatek na sekundę. Z drugiej strony modele FLIR Blackfly S mają swoje własne atuty, takie jak własna technologia przetwarzania obrazu, która zmniejsza artefakty ruchu o około 40% na bardzo szybkich taśmociągach. Nie można również zapomnieć o zestawie narzędzi Spinnaker SDK, który obsługuje wiele języków programowania, w tym Python, C# i .NET. Obie platformy kamerowe bez problemu radzą sobie z zadaniami inspekcyjnymi dotyczącymi płytek półprzewodnikowych i elementów baterii pojazdów elektrycznych, jednak różnice pojawiają się w konkretnych warunkach. Basler lepiej sprawdza się pod względem stabilności termicznej i mechanicznej przy dużych skalach wdrożeń, podczas gdy FLIR wyróżnia się w sytuacjach, gdy oświetlenie jest bardzo słabe, osiągając doskonałe rezultaty nawet przy poziomie światła poniżej 0,1 luxa.
Kamery inteligentne (Cognex Insight, Keyence CV-X) vs. Komputerowe systemy wizyjne
Inteligentne kamery od marek takich jak Cognex Insight i Keyence CV-X naprawdę przyspieszają procesy. W przypadku prostych pomiarów wymiarowych, te urządzenia mogą działać już w ciągu niecałych dwóch dni, ponieważ są wyposażone we wbudowane procesory i mają zaprogramowane typowe wzorce wad. Dodatkowo, pozwalają zaoszczędzić około 30% kosztów związanych z okablowaniem, gdy są stosowane samodzielnie na stanowiskach roboczych, co jest świetną wiadomością dla fabryk, gdzie każdy centymetr ma znaczenie. Z drugiej strony, systemy komputerowe podłączone do potężnych serwerów GPU zapewniają producentom około pięciokrotnie większą moc obliczeniową do trudniejszych zadań, takich jak wykrywanie subtelnych wad powierzchni, mierzenie obiektów z wielu kątów w trzech wymiarach czy dostosowywanie modeli w trakcie trwania procesów produkcyjnych. Takie konfiguracje pozwalają firmom zarządzać jednocześnie ponad pięćdziesięcioma różnymi produktami w sieciach z wieloma kamerami – co staje się absolutnie niezbędne przy zróżnicowanych seriach produkcyjnych. Oczywiście inteligentne kamery ułatwiają rozpoczęcie kontroli jakości, jednak systemy oparte na komputerach po prostu nie mogą być pobite, jeśli chodzi o skalowanie wraz z potrzebami biznesu, szybką adaptację algorytmów oraz radzenie sobie z poważnymi wymaganiami obliczeniowymi.
Jak dobrać odpowiednią kamerę wizji maszynowej do aplikacji kontroli jakości
Praktyczny schemat decyzyjny: dopasowanie parametrów kamery do tolerancji produktu, prędkości linii i warunków oświetlenia
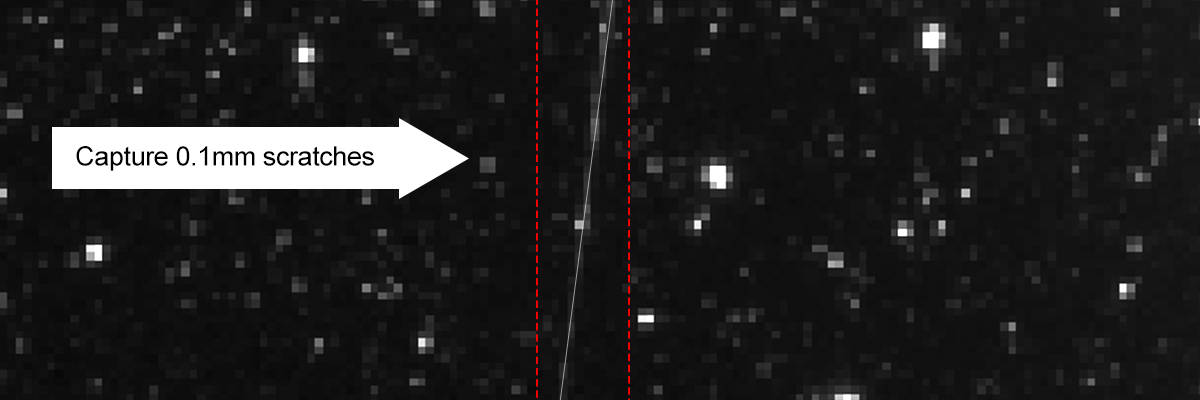
Przy analizie wykrywania wad zacznij od najmniejszego defektu, który należy wykryć. Weźmy pod uwagę wymiar, na przykład zadrapanie o wielkości 0,1 mm, a następnie podziel go przez zalecaną przez branżę wartość 3–4 piksele na cechę. To daje nam punkt odniesienia dla potrzebnej rozdzielczości. Ważna jest również prędkość taśmy transportowej. Jeśli przedmioty przemieszczają się szybciej niż 1 metr na sekundę, konieczne są czujniki z matrycą globalnego migawka pracujące z częstotliwością klatek powyżej 120 fps. Gdy produkcja przekracza 200 sztuk na minutę, czas ekspozycji musi być krótszy niż pół milisekundy, inaczej obraz będzie rozmazany. Warunki oświetlenia stwarzają kolejne wyzwanie. W przypadku słabego oświetlenia warto poszukać kamer o sprawności kwantowej powyżej 75% i zakresie dynamiki przekraczającym 70 dB, aby obrazy zachowywały kontrast i ostrość. Postępując według tego podejścia we wszystkich trzech k w ·obszary kluczowe pomagają zapewnić, że kamery rzeczywiście wykrywają te drobne wady w praktyce, a nie tylko w specyfikacjach technicznych. To utrzymuje rozsądny poziom kosztów, nie poświęcając tego, co sprawdza się na codziennym użytkowaniu w warunkach fabrycznych.
Gotowy, by podnieść jakość swojej automatycznej kontroli jakości?
Nie zadowalaj się gotowymi kamerami, które przeoczą istotne wady lub spowolnią produkcję. Kamery przemysłowe HIFLY są projektowane indywidualnie według Twoich potrzeb kontroli jakości — czy chodzi o wykrywanie defektów o wielkości 1,5 μm, inspekcję ponad 200 elementów na minutę, czy pracę w trudnych warunkach środowiskowych.
Skontaktuj się z HIFLY już dziś, aby uzyskać bezpłatną konsultację: nasz zespół przeanalizuje Twój proces produkcyjny, polecane specyfikacje i dostarczy niestandardowy wzór już w ciągu 3 dni. Stwórzmy razem system kontroli jakości, który rośnie wraz z Twoim biznesem i zapewnia dokładność wykrywania wad na poziomie 99% i więcej — za każdym razem.





