

Przewodnik po kamerach przemysłowych do zastosowań w automatyzacji i kontroli fabrycznej
Kluczowe specyfikacje kamer przemysłowych zapewniające sukces w zastosowaniach automatyzacyjnych
Rozdzielczość, szybkość kadrowania i pole widzenia: dopasowanie parametrów wydajności do wymagań inspekcyjnych
Rozdzielczość musi być wystarczająco dobra, aby wykryć najmniejsze wady, które chcemy zauważyć. Na przykład aparat o rozdzielczości 5 megapikseli umieszczony w odległości około pół metra od obiektu obserwacji pozwala na rozróżnienie szczegółów o wielkości nawet jednej dziesiątej milimetra. Co do częstotliwości klatek, musi ona przekraczać prędkość ruchu obiektów na linii produkcyjnej, aby uniknąć rozmycia spowodowanego ruchem. Linie pakujące działające z bardzo dużą prędkością wymagają zwykle częstotliwości przekraczającej 120 klatek na sekundę. Istotne jest również pole widzenia. Musimy upewnić się, że wszystkie istotne elementy mieszczą się w polu widzenia aparatu bez nadmiernego rozciągania obrazu. Jeśli pole widzenia będzie zbyt wąskie, niektóre usterki mogą zostać przeoczone w pobliżu krawędzi kadru. Z kolei zbyt szerokie pole widzenia sprawi, że nawet niewielkie problemy nie będą widoczne wyraźnie. Co do odczytu tekstu, większość branżowych wytycznych wymaga co najmniej 2,5 piksela na każdy znak, aby systemy rozpoznawania optycznego znaków (OCR) działały poprawnie. Dzięki temu zapewniana jest prawie pełna poprawność rozpoznawania znaków – w praktyce wynosi ona około 99,7 procent lub więcej.
Wzmocnienie środowiskowe: stopień ochrony IP, odporność na wstrząsy/wibracje oraz zakres temperatur roboczych
Zgodnie z testami niezawodności przeprowadzonymi przez producenta, kamery pozbawione ochrony na poziomie IP65+ ulegają awarii średnio trzy razy szybciej przy narażeniu na pył lub wilgoć. W przypadku wibracji wartość przekraczająca 15G zapewnia prawidłowe utrzymywanie ostrości obrazu podczas pracy z robotycznymi ramionami. Istotny jest również zakres temperatur roboczych. Większość przemysłowych kamer musi funkcjonować niezawodnie w warunkach od minus 20 °C do 70 °C bez utraty kalibracji. Oznacza to, że działają one bezbłędnie zarówno w chłodniach przechowujących produkty mrożone, jak i w pobliżu procesów odlewniczych metali, gdzie temperatury gwałtownie rosną. Jakie są główne czynniki zapewniające trwałą wydajność? Przyjrzyjmy się niektórym kluczowym specyfikacjom mającym istotne znaczenie w rzeczywistych zastosowaniach.
| Specyfikacja | Minimalne wymagania | Zastosowanie krytyczne |
|---|---|---|
| Klasa IP | IP67 | Strefy mycia w przetwórstwie spożywczym |
| Odporność na wstrząsy | 100 G / 1 ms | Roboty montażowe w przemyśle motocyklowym i samochodowym |
| Temperatura pracy | -30°C do 85°C | Kontrola jakości odlewów metalowych |
Systemy nie spełniające tych specyfikacji generują o 42% więcej nieplanowanego przestoju w surowych warunkach przemysłowych.
Typy kamer przemysłowych i ich zastosowania w kontroli jakości
Kamery typu area scan kontra kamery typu line scan: optymalizacja pod kątem wykrywania wad, rozpoznawania znaków (OCR) oraz pomiarów w wysokiej prędkości
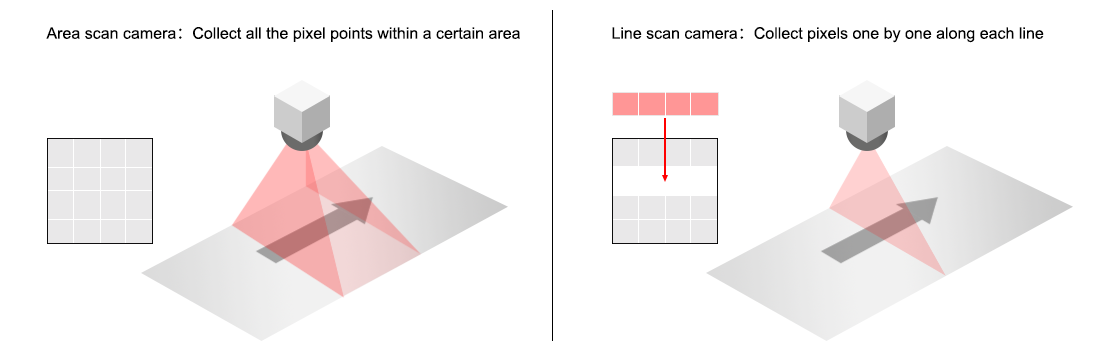
Kamery skanujące powierzchniowo wykonują pełne obrazy naraz, co sprawdza się doskonale przy obiektach, które się nie poruszają lub poruszają się tylko czasami, np. płytkach drukowanych, butelkach lub zapieczatowanych opakowaniach produktów. Kamery te są szczególnie skuteczne w wykrywaniu wad na powierzchniach, takich jak zadrapania lub zmiany barwy, weryfikacji poprawności wymiarów produktów oraz odczytywaniu tekstu z etykiet pozostających w stałym położeniu. Kamery skanujące liniowo działają inaczej – gromadzą dane linia po linii w sposób ciągły. Dzięki temu idealnie nadają się do inspekcji obiektów przemieszczających się z dużą prędkością wzdłuż linii produkcyjnych, np. rolek materiału, arkuszy papieru lub pasów metalowych poruszających się z prędkością przekraczającą 5 metrów na sekundę. Kluczową cechą tych kamer jest możliwość ciągłego skanowania bez przerwy, co umożliwia szczegółową analizę materiałów o bardzo dużej długości, a nawet o nieskończonej długości.
przemysłowe kamery 3D, inteligentne oraz z wbudowaną sztuczną inteligencją: umożliwiające analizę bezpośrednio na urządzeniu oraz sterowanie w pętli zamkniętej
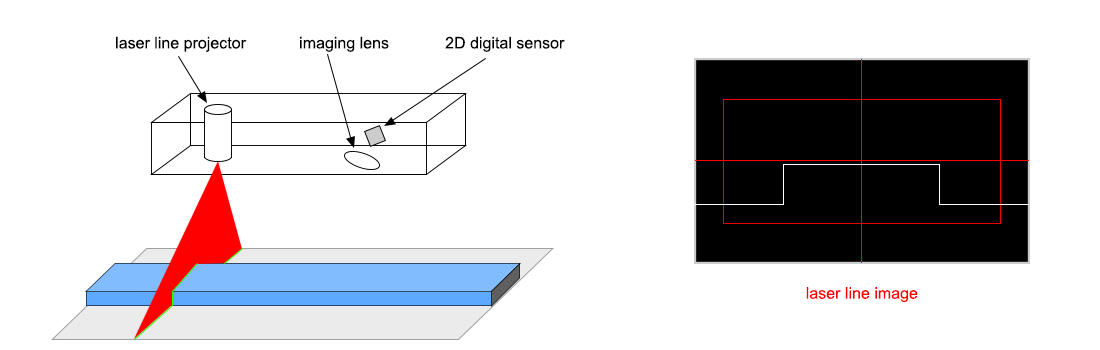
Trójwymiarowe kamery wykorzystują techniki stereowzroku lub metody triangulacji laserowej w celu tworzenia dokładnych map głębokości, które są szczególnie istotne przy profilowaniu szwów spawalniczych, kierowaniu operacjami pobierania elementów z pojemników (bin picking) lub sprawdzaniu stopnia napełnienia pojemników. Inteligentne modele kamer są wyposażone w wbudowane procesory, które przetwarzają standardowe algorytmy analizy obrazu bezpośrednio w miejscu ich powstawania, co skraca czasy oczekiwania o około 40 procent w porównaniu do starszych systemów opartych na komputerach PC – zgodnie z raportem „Machine Vision Report” z 2023 roku. Niektóre wersje idą jeszcze dalej, uruchamiając bezpośrednio na urządzeniu sieci neuronowe w małej skali w celu natychmiastowej klasyfikacji. Pozwala to na szybkie działania reakcyjne, takie jak odrzucanie wadliwych części w ciągu zaledwie 50 milisekund, dynamiczna korekcja torów ruchu robotów lub automatyczna ocena jakości – wszystko to bez konieczności korzystania z zasobów obliczeniowych chmury lub dodatkowego sprzętu wspomagającego.
Bezproblemowa integracja przemysłowych kamer w systemy wizyjne fabryczne
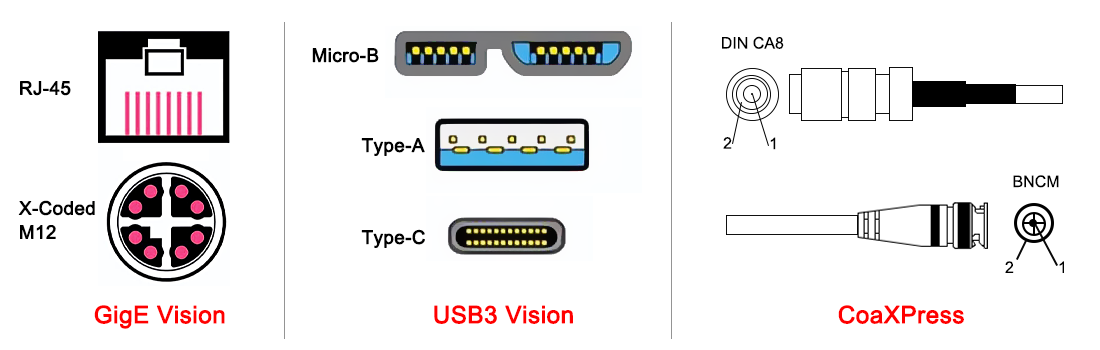
Interfejsy wizyjne w porównaniu: GigE Vision, USB3 Vision i CoaXPress pod kątem przepustowości, odległości oraz rzeczywistej niezawodności w czasie rzeczywistym
Przy wyborze interfejsu w grę wchodzą trzy główne czynniki: przepustowość, maksymalna długość kabli oraz przewidywalność czasu przesyłu danych. GigE Vision skutecznie wykorzystuje standardowe okablowanie Ethernet, co pozwala zaoszczędzić koszty podczas instalacji. Jest szczególnie przydatny w przypadku rozproszonych systemów, ponieważ obsługuje odległości do około 100 metrów przy zachowaniu przepustowości na poziomie ok. 1 gigabit na sekundę. Dlatego wiele fabryk stosuje go do inspekcji, które nie wymagają nadmiernie szybkiej obróbki danych. Z drugiej strony USB3 Vision zdobywa coraz większą popularność dzięki prostocie podłączania urządzeń – nie wymaga ono specjalnych narzędzi ani skomplikowanych konfiguracji. Prędkość przesyłu danych osiąga około 5 gigabitów na sekundę, jednak kable działają niezawodnie jedynie na odległości do ok. 5 metrów. Dzięki temu USB3 jest idealnym rozwiązaniem dla mniejszych stanowisk pracy, gdzie urządzenia są umieszczane blisko siebie na stołach laboratoryjnych lub montażowych. W przypadkach wymagających najwyższej wydajności najbardziej odpowiednim rozwiązaniem jest CoaXPress. Te interfejsy umożliwiają przesył danych z niesamowitą prędkością do 25 gigabitów na sekundę przez tradycyjne kable koncentryczne o długości przekraczającej 40 metrów. Kluczowe znaczenie ma tutaj stały czas odpowiedzi, który pozostaje poniżej jednego milisekunda. Zgodnie z najnowszymi badaniami branżowymi z 2024 roku taka precyzja staje się absolutnie niezbędna w zastosowaniach takich jak natychmiastowe odrzucanie wadliwych produktów w linii produkcyjnej, gdzie nawet najmniejsze opóźnienia mają istotne znaczenie.
Optyka, oświetlenie i synchronizacja: zapewnienie powtarzalnej jakości obrazu w środowiskach produkcyjnych
Uzyskiwanie spójnych obrazów za każdym razem wymaga dobrej koordynacji między wszystkimi elementami sprzętowymi, a nie tylko prawidłowego ustawienia aparatu. Istotne są również odpowiednie obiektywy o wysokiej rozdzielczości, zwłaszcza te z wyjątkowymi powłokami antyrefleksyjnymi, które zapewniają klarowność obrazu nawet w obecności unoszącej się w powietrzu pyłu lub mgiełki olejowej. W przypadku ruchomych części szczególnie skuteczne jest oświetlenie strukturalne. Impulsowe macierze LED doskonale nadają się do „zamrażania” ruchu przy bardzo krótkich czasach naświetlania – czasem nawet do ok. 0,1 milisekundy. Dzięki temu unika się rozmytych obrazów na taśmach transportowych poruszających się z dużą prędkością. Gdy chodzi o wyzwalanie faktycznego pobierania obrazu, synchronizacja sprzętowa z sygnałami enkodera stanowi kluczową różnicę. Takie podejście umożliwia precyzyjne określenie położenia elementu z dokładnością do pół milimetra. Zobaczyliśmy, jak zakłady zmniejszyły wskaźnik fałszywych odrzuceń niemal o dwie trzecie w porównaniu do systemów opartych wyłącznie na wyzwalaniu programowym.
Gotowi zoptymalizować ustawienie przemysłowych kamer w swojej fabryce?
Wybór odpowiedniej kamery przemysłowej i jej bezproblemowa integracja z systemem wizyjnym to klucz do osiągnięcia maksymalnej wydajności w zakresie automatyzacji fabrycznej i kontroli jakości. Od dopasowania parametrów technicznych (rozdzielczość, prędkość kadrowania, odporność na warunki środowiskowe) po wybór odpowiedniego interfejsu oraz koordynację optyki, oświetlenia i synchronizacji — każdy etap musi być dostosowany do konkretnych potrzeb produkcyjnych.
Dzięki 15-letniemu doświadczeniu w dziedzinie maszynowego widzenia firma HIFLY oferuje pełną gamę kamer przemysłowych (płaskich, liniowych, 3D oraz inteligentnych) oraz komplementarnych rozwiązań obejmujących obiektywy, oświetlenie i synchronizację systemów — wszystko certyfikowane zgodnie ze standardem ISO 9001:2015 oraz wspierane globalną pomocą techniczną. Aby skorzystać z bezpłatnej konsultacji dotyczącej doboru kamery przemysłowej najlepiej odpowiadającej Państwa celom w zakresie automatyzacji fabrycznej i kontroli jakości, skontaktuj się z nami już dziś.





