

Zastosowania światła ultrafioletowego i podczerwonego w oświetleniu systemów wizyjnych
Systemy wizji maszynowej odgrywają kluczową rolę w nowoczesnej automatyzacji przemysłowej, kontroli jakości i badaniach naukowych, przy czym oświetlenie stanowi ich podstawowy element. Chociaż światło widzialne jest najczęstsze, światło ultrafioletowe (UV) i światło podczerwone (IR) ofaruje unikalne zalety tam, gdzie światło widzialne okazuje się niewystarczające. W artykule tym omówione zostaną ich cechy charakterystyczne, kluczowe zastosowania oraz trendy rozwojowe w dziedzinie wizji maszynowej.
1. Przegląd zastosowania światła UV i IR we wizji maszynowej
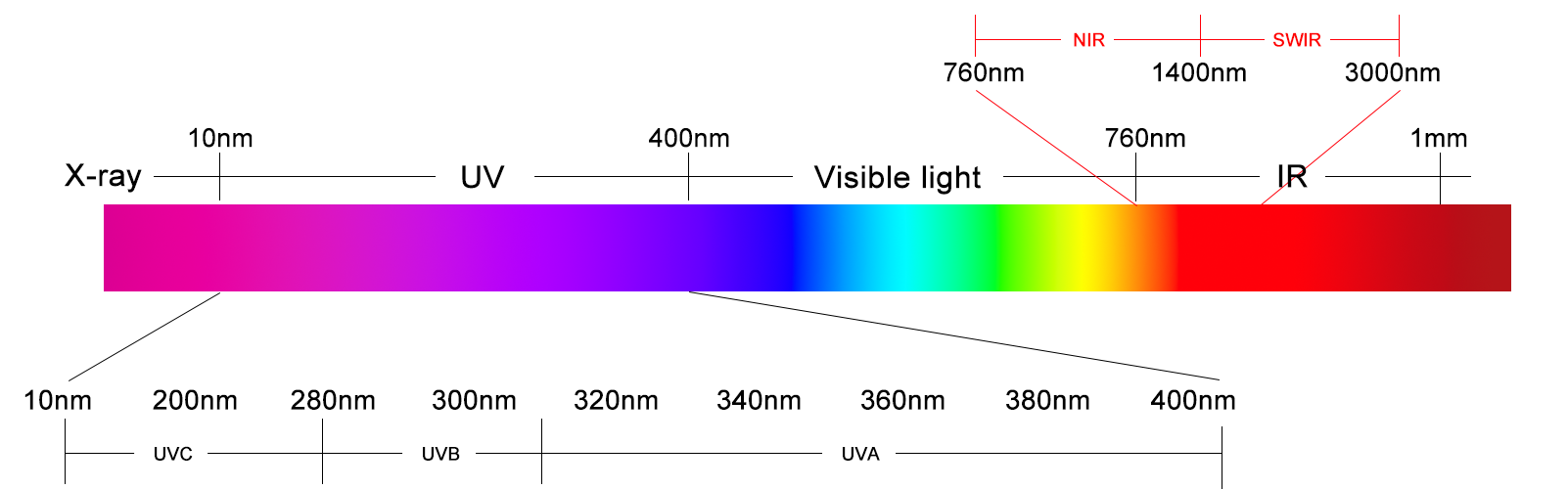
Zakres widzialny spektrum elektromagnetycznego (400–760 nm) jest wykrywalny przez ludzkie oko, jednak promieniowanie UV (10–400 nm) i IR (760 nm–1 mm) poszerza możliwości wizji maszynowej. W praktyce, bliskie ultrafioletu (UV-A, 315–400 nm) jest preferowane ze względu na bezpieczeństwo i kompatybilność z czujnikami, podczas gdy bliskie podczerwieni (NIR, 760–1400 nm) i krótkofalowa podczerwień (SWIR, 1400–3000 nm) są powszechne w zadaniach IR — działają z użyciem zmodyfikowanych standardowych czujników i skutecznie przenikają materiały.
UV wzbudza fluorescencję w określonych substancjach, podczas gdy podczerwień oddziałuje z materiałami w zależności od ich składu chemicznego (absorpcja/transmisja). Te unikalne interakcje decydują o ich zastosowaniach w systemach wizyjnych.
2. Zastosowania źródeł światła UV
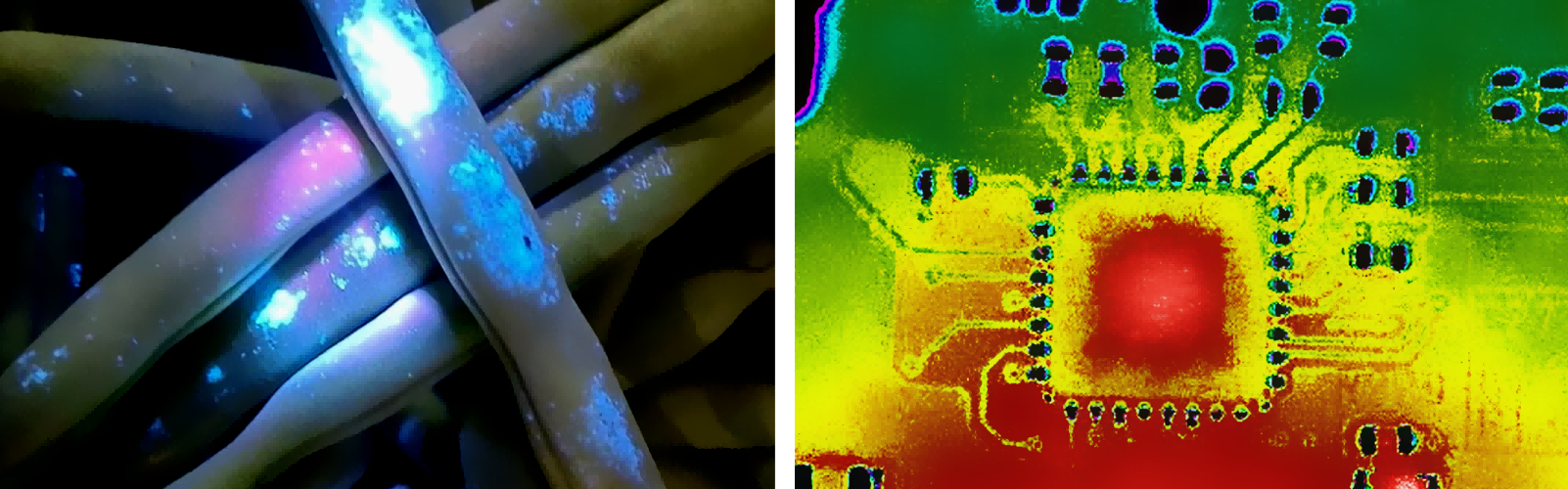
Oświetlenie UV wykorzystuje fluorescencja i kontrast materiałów do wykrywania niewidocznych defektów, zanieczyszczeń lub cech.
2.1 Kontrola jakości przemysłowej
UV jest powszechnie stosowane w kontroli jakości pod kątem defektów powierzchniowych i integralności produktu. W przypadku polimerów (np. plastikowych części samochodowych) oraz powłok (np. farb na urządzeniach gospodarstwa domowego) promieniowanie UV ujawnia dodatki fluorescencyjne — wady takie jak pęknięcia czy dziurki pozostają ciemne i niefluorescencyjne, co pozwala systemom je wykryć. W branżach spożywczej i farmaceutycznej UV służy do identyfikacji zanieczyszczeń organicznych (pleśnie, bakterie) oraz weryfikacji jednolitości powłoki tabletek, ponieważ substancje organiczne fluorescencyjnie świecą na tle materiałów niefluorescencyjnych.
2.2 Uwierzytelnianie i ochrona przed fałszerstwem
UV ujawnia ukryte cechy bezpieczeństwa w dokumentach (paszportach) i walutach (świetlące się nici w euro/dolarze amerykańskim). Wysokogatunkowe produkty (towary luksusowe, elektronika) wykorzystują etykiety oznaczone UV; systemy wizyjne skanują je pod światłem UV, aby potwierdzić autentyczność, wspierając działania antyfałszywskie w łańcuchu dostaw.

3. Zastosowania źródeł światła IR
IR doskonale sprawdza się w przenikanie materiału , poprawianiu kontrastu termicznego , oraz zmniejszenie odblasku , idealne w warunkach zablokowanego lub słabe oświetlenia.
3.1 Przenikanie materiałów i wykrywanie ukrytych cech
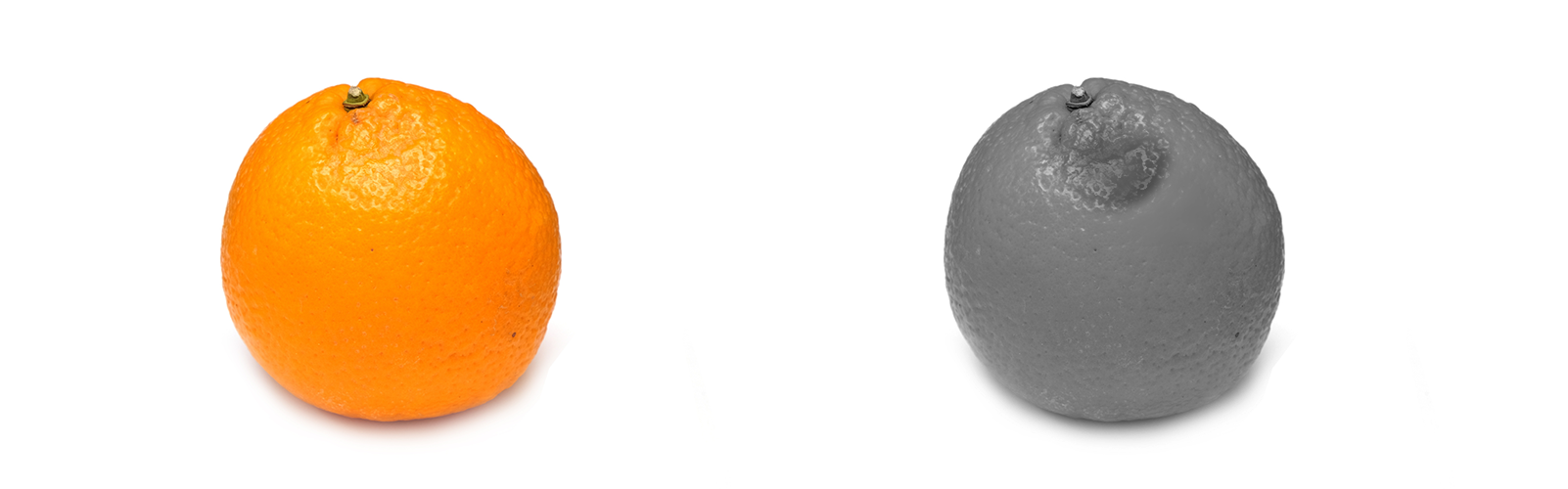
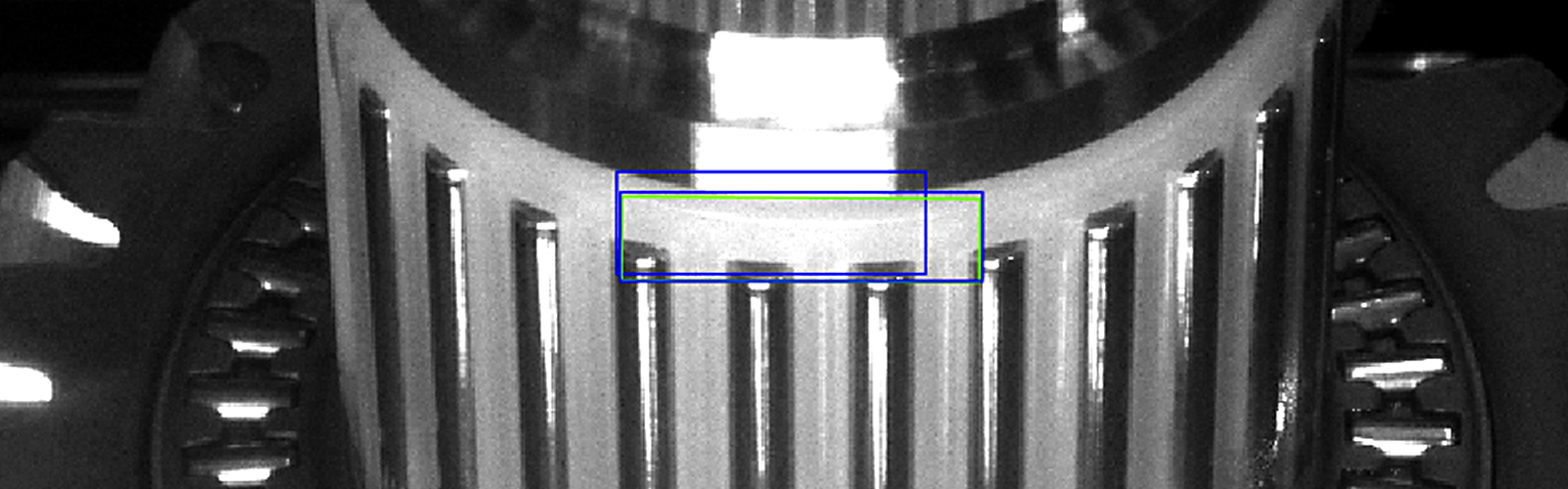
NIR/SWIR przenika materiały nieprzezroczyste. W półprzewodnikach umożliwia inspekcję wewnętrznych połączeń układów scalonych/płyt drukowanych (spoin lutowanych, wad), do których światło widzialne nie może dotrzeć. W rolnictwie NIR ujawnia wewnętrzne uszkodzenia owoców (modrzewienie) oraz mierzy wilgotność ziarna poprzez absorpcję, optymalizując sortowanie i magazynowanie.
3.2 Obrazowanie termiczne i pomiar temperatury
Podczerwień rejestruje promieniowanie cieplne, umożliwiając bezkontaktowe monitorowanie temperatury. W przemyśle (odlewnictwo, spawanie) mapy termiczne pozwalają wykrywać miejsca przegrzane lub zbyt chłodne, zapewniając jakość procesu. W medycynie podczerwień służy do pomiaru temperatury skóry (wykrywanie gorączki) oraz monitorowania gojenia ran poprzez obserwację zmian przepływu krwi; znajduje również zastosowanie w medycynie weterynaryjnej do nieinwazyjnego wykrywania urazów.
3.3 Redukcja odblasków i rejestracja w warunkach słabego oświetlenia
Podczerwień unika odblasków od powierzchni odbijających (metal, szkło) i działa w ciemności. W przypadku zewnętrznego nadzoru (ruch drogowy, placów logistycznych) czy kontroli materiałów odbijających (urządzenia ze stali nierdzewnej), podczerwień eliminuje odblaski i pozwala uzyskać wyraźne obrazy, ujawniając rysy czy wgniecenia niewidoczne w świetle widzialnym.
4. Główne różnice między źródłami światła UV a IR
UV wykorzystuje fluorescencję/kontrast do wykrywania ukrytych cech/zanieczyszczeń, wymagając kamer czułych na UV; UV-A jest bezpieczne w niskich dawkach, ale UV-B/C szkodzi skórze/oczom. Podczerwień wykorzystuje przenikanie/emisję cieplną do kontroli materiałów nieprzezroczystych lub monitorowania temperatury; większość NIR działa z czujnikami standardowymi (SWIR wymaga specjalistycznych), a NIR jest ogólnie bezpieczne (podczerwień o dużej mocy może powodować przegrzewanie). Wybór zależy od zadania — np. UV do wykrywania zanieczyszczeń żywności, podczerwień do kontroli wewnętrznej PCB.
5. Przyszłe trendy i rozwój
Technologia UV/IR zmierza ku miniaturyzacji (kompaktowe diody LED do systemów przenośnych), obrazowaniu wielospektralnemu (łączenie UV/widzialnego/IR dla kompleksowej analizy, np. profilowanie jakości żywności) oraz integracji z sztuczną inteligencją (algorytmy poprawiają dokładność wykrywania defektów i podejmowanie decyzji w czasie rzeczywistym).
6. wniosek
Światło UV i IR przekształca wizję maszynową, umożliwiając zadania niemożliwe do wykonania przy użyciu światła widzialnego. UV doskonale sprawdza się w wykrywaniu ukrytych wad, zanieczyszczeń oraz w uwierzytelnianiu; IR oferuje możliwość przenikania, obrazowanie termiczne i redukcję odblasków. W miarę jak branże wymagają większej dokładności, ich rola będzie rosła — zrozumienie ich właściwości pozwala firmom poprawić jakość, bezpieczeństwo i efektywność.
HIFLY posiada ponad 15 lat doświadczenia w produkcji oświetlenia do wizji maszynowej. Dysponujemy profesjonalnym zespołem ds. badań i rozwoju. Jeśli mają Państwo jakiekolwiek spersonalizowane wymagania dotyczące światła podczerwonego lub ultrafioletowego, prosimy o kontakt w dowolnym momencie!





