

แสงสีขาว สีน้ำเงิน สีแดง และสีเขียวในการตรวจสอบด้วยภาพจักรกล
ในระบบการตรวจสอบด้วยภาพ (machine vision) สีของแสงไม่ได้ถูกเลือกอย่างสุ่ม—การเลือกใช้แสงที่เหมาะสมสามารถทำให้ตำหนิหรือข้อบกพร่องปรากฏชัดเจน ในขณะที่การเลือกใช้แสงที่ผิดอาจทำให้แม้แต่อัลกอริทึมขั้นสูงที่สุดก็ยังพบความยากลำบากในการตรวจจับลักษณะต่างๆ หลายคนมักมองข้ามผลกระทบของสีแสง ซึ่งนำไปสู่ความไม่สม่ำเสมอในความแม่นยำของการตรวจสอบ
วันนี้เราจะอธิบายการประยุกต์ใช้งานของแสงสีหลักสี่สีและกลยุทธ์เพื่อสร้างความแตกต่างหนึ่งแบบ เพื่อช่วยให้คุณเลือกใช้แสงที่เหมาะสมได้อย่างรวดเร็ว
ⅰ. แสงสีขาว: เหมาะสำหรับสถานการณ์ทั่วไป 80%
แสงสีขาวครอบคลุมสเปกตรัมที่ตามองเห็นได้ทั้งหมด (380–750 นาโนเมตร) และแสดงสีจริงของวัตถุได้อย่างแม่นยำ ถือเป็นตัวเลือกแสงที่ใช้งานได้หลากหลายที่สุด และเป็น "ตัวเลือกเริ่มต้น" สำหรับการตรวจสอบด้วยภาพ
1. ข้อได้เปรียบหลัก :
สเปกตรัมสม่ำเสมอและการแสดงรายละเอียดอย่างครบถ้วน ไม่ต้องกังวลเกี่ยวกับความเข้ากันได้ของวัสดุ—ไม่ว่าจะเป็นผลิตภัณฑ์พลาสติก โลหะ หรือกระดาษ แสงสีขาวสามารถจับภาพพื้นฐานที่ชัดเจนได้
2. สถานการณ์ที่สามารถนำไปใช้ได้ :
การทดสอบพื้นฐานในขั้นตอนการตรวจสอบเบื้องต้น (ประเมินผลภายใต้แสงสีขาวก่อน แล้วจึงปรับแต่งตามความเหมาะสม) การตรวจสอบผลิตภัณฑ์แบบผสมผสานหลายประเภท (เช่น การตรวจสอบชิ้นส่วนพลาสติกและโลหะบนสายการผลิตเดียวกัน) และสถานการณ์ที่ต้องการตรวจจับความแตกต่างของสี (เช่น การตรวจสอบสีของอาหาร)
หมายเหตุ:
เมื่อไม่แน่ใจว่าควรเลือกสีใด ให้เริ่มต้นด้วยแสงสีขาว เนื่องจากสามารถใช้งานได้กับสถานการณ์การตรวจสอบทั่วไปประมาณ 80%
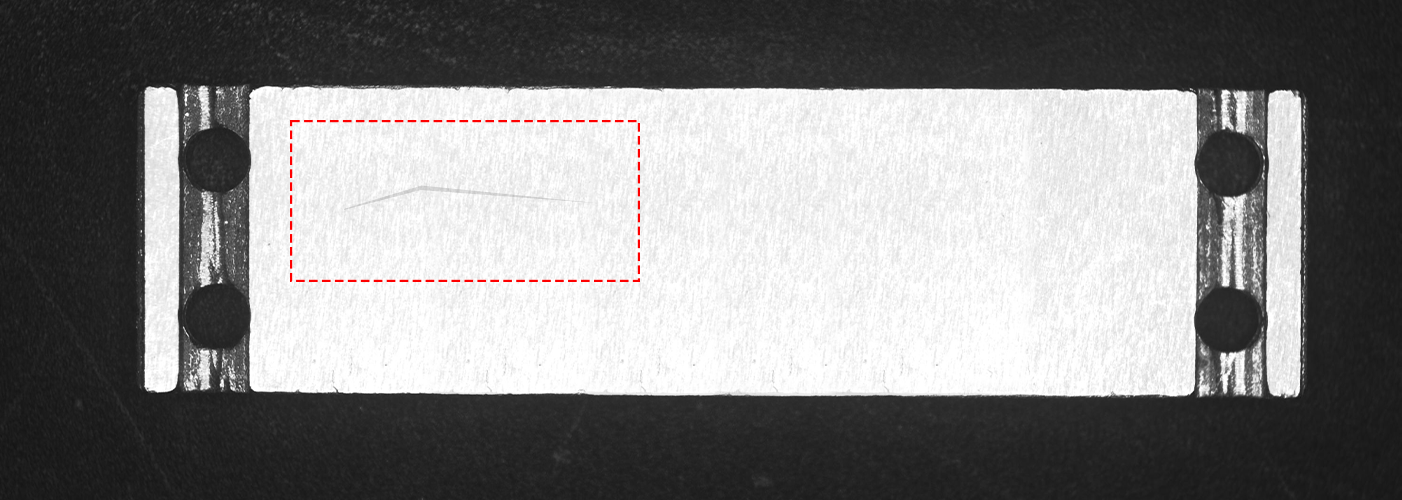
ⅱ . แสงสีน้ำเงิน: การเพิ่มความเข้มของข้อบกพร่องขนาดเล็ก
แสงสีน้ำเงินมีความยาวคลื่นสั้น (450–495 นาโนเมตร) และเกิดการกระเจิงอย่างมากเมื่อกระทบกับโครงสร้างละเอียด (เช่น รอยขีดข่วน หรืออนุภาคเล็กๆ) ทำให้เหมาะอย่างยิ่งสำหรับการเน้นข้อบกพร่องในระดับจุลภาคบนวัสดุที่สะท้อนแสงได้ดี
1. ข้อได้เปรียบหลัก :
ลดการสะท้อนแบบเจาะจงบนพื้นผิวโลหะ (เช่น ป้องกันแสงจ้าบนผิวสแตนเลส) ทำให้เกิดความคมชัดสูงระหว่างพื้นผิวปกติกับข้อบกพร่อง เช่น รอยขีดข่วนหรือรอยบุ๋ม
2. สถานการณ์ที่สามารถนำไปใช้ได้ :
การตรวจสอบพื้นผิวของชิ้นส่วนโลหะ (เช่น รอยขีดข่วนบนแบริ่งยานยนต์ บุ๋มบนโครงโทรศัพท์สมาร์ทโฟน) การตรวจจับสิ่งปนเปื้อนเล็กๆ บนพื้นผิวกระจก และสถานการณ์ที่ต้องการการระบุตำแหน่งขอบอย่างแม่นยำ (เช่น การจัดแนวขาชิป)

หมายเหตุ: แสงสีฟ้าอาจทำให้ตาได้รับความกระทบกระเทือนได้ จำเป็นต้องสวมแว่นป้องกันขณะปฏิบัติงาน
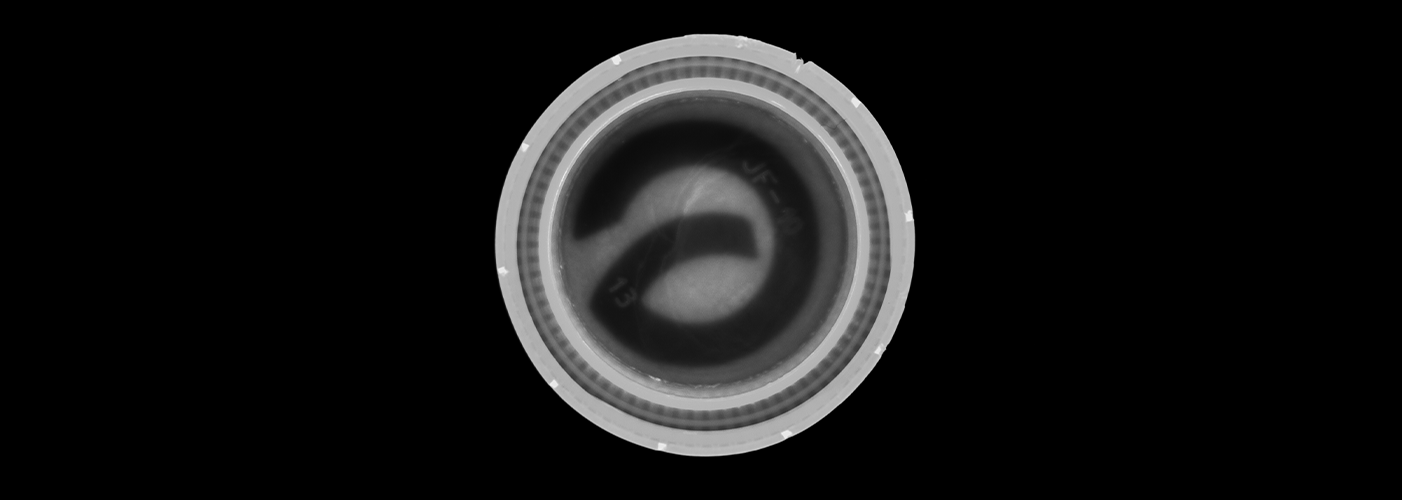
ⅲ. แสงสีแดง: มีความสามารถในการทะลุผ่านได้ดี
แสงสีแดงมีความยาวคลื่นยาวกว่า (620–750 นาโนเมตร) ซึ่งทำให้สามารถทะลุผ่านวัสดุสีเข้มหรือกึ่งโปร่งใสบางชนิดได้ เหมาะสำหรับการตรวจสอบ "ลักษณะภายในหรือใต้พื้นผิว"
1. ข้อได้เปรียบหลัก
ไม่ถูกดูดซับโดยวัสดุสีเข้ม ทำให้สามารถเจาะผ่านพื้นผิวและเปิดเผยลักษณะที่อยู่ด้านล่าง เช่น การทำให้อักขระมองเห็นได้ผ่านขวดพลาสติกสีเข้ม
2. สถานการณ์ที่สามารถนำไปใช้ได้
การอ่านตัวอักษรบนขวดของเหลวสีเข้ม (เช่น ขวดยาทาน้ำ ขวดหมึก) การตรวจจับฟองอากาศภายในคอลลอยด์กึ่งโปร่งใส (เช่น ซิลิโคน เรซิน) และการระบุสิ่งปนเปื้อนระหว่างชั้นผ้า

หมายเหตุ: แสงสีแดงอาจทำให้ตาได้รับความระคายเคืองอย่างรุนแรง; ต้องสวมแว่นตาป้องกันขณะปฏิบัติงาน
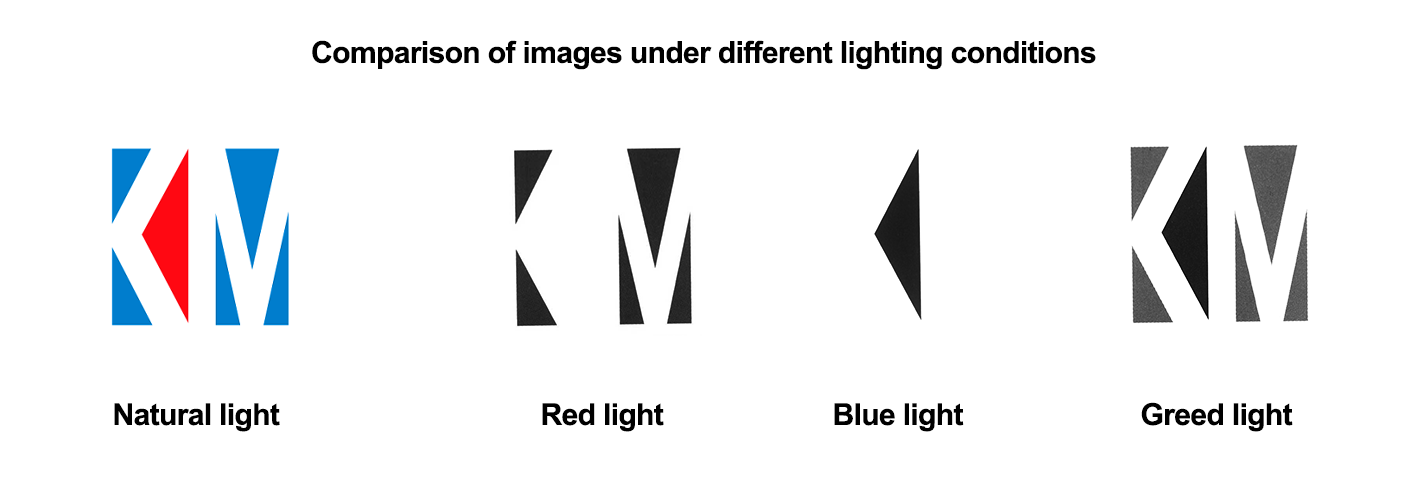
ประการที่สี่ แสงสีเขียว: การลดทอนการรบกวนจากพื้นหลังเพื่อการรู้จำตัวอักษรอย่างแม่นยำ
แสงสีเขียวมีความยาวคลื่นปานกลาง (520–570 นาโนเมตร) และทำงานได้อย่างยอดเยี่ยมในระบบกล้องขาวดำ โดยสามารถลดทอนการรบกวนจากพื้นหลังได้อย่างมีประสิทธิภาพ และช่วยเน้นลักษณะของเป้าหมายให้ชัดเจนยิ่งขึ้น
1. ข้อได้เปรียบหลัก
ให้คอนทราสต์สูงมากสำหรับเป้าหมายสีแดง (เช่น ตัวอักษรสีแดงจะสว่างขึ้นภายใต้แสงสีเขียว) และสามารถ "ทำให้" พื้นหลังสีเขียวจางลง (เช่น ฝาขวดสีเขียวจะมืดลงภายใต้แสงสีเขียว ทำให้ตัวอักษรสีขาวเด่นชัดขึ้น)
2. สถานการณ์ที่สามารถนำไปใช้ได้
การรู้จำตัวอักษรบนฉลากบรรจุภัณฑ์ (เช่น หมายเลขล็อตสีขาวบนฝาขวดสีเขียว) การตรวจจับข้อบกพร่องสีแดง (เช่น สิ่งเจือปนสีขาวบนชิ้นส่วนยางสีแดง) และการแยกเป้าหมายออกจากพื้นหลังที่ซับซ้อน (เช่น การระบุตำแหน่งชิ้นส่วนบนสายพานลำเลียงสีเขียว)
หมายเหตุ: แสงสีเขียวอาจทำให้ตาได้รับความระคายเคืองอย่างรุนแรง; ต้องสวมแว่นตาป้องกันขณะปฏิบัติงาน
ⅴ. กลยุทธ์หลัก: เพิ่มความคมชัดด้วย "สีที่อยู่ติดกัน/สีตรงข้าม"
หลังจากเลือกสีของแสงที่เหมาะสมแล้ว การใช้ "กลยุทธ์การตัดกับสี" สามารถเพิ่มประสิทธิภาพในการตรวจสอบได้เป็นสองเท่า:
1. กลยุทธ์สีที่อยู่ติดกัน
ใช้สีของแสงที่ใกล้เคียงกับวัตถุเป้าหมาย (เช่น แสงสีเขียวสำหรับชิ้นส่วนสีเขียว) สิ่งนี้จะทำให้วัตถุเป้าหมายสว่างขึ้นในภาพ และ "ทำให้" พื้นหลังที่รบกวนจางลง—ตัวอย่างเช่น ลวดลายสีเขียวบนถุงบรรจุภัณฑ์สีเขียวจะดูจางลงภายใต้แสงสีเขียว จึงไม่รบกวนการอ่านรหัส QR สีขาว .
2. กลยุทธ์สีตรงข้าม
ใช้สีของแสงที่อยู่ตรงข้ามกับวัตถุเป้าหมายบนวงล้อสี (เช่น สีแดงกับสีเขียว สีน้ำเงินกับสีเหลือง) สิ่งนี้จะสร้างความต่างของความสว่างอย่างชัดเจน—ตัวอย่างเช่น ตัวหนังสือสีขาวบนพื้นหลังสีเขียวจะสว่างขึ้นภายใต้แสงสีแดง ในขณะที่พื้นหลังมืดลง ซึ่งช่วยเพิ่มอัตราความสำเร็จในการตรวจจับอย่างมาก
ⅵ. สรุป: ตารางการเลือกสีของแสงสำหรับการอ้างอิงอย่างง่าย
จุดประสงค์หลักของสีในการให้แสงคือการ "เพิ่มความคมชัดระหว่างเป้าหมายกับพื้นหลัง" ไม่จำเป็นต้องทำให้ซับซ้อนเกินไป ขึ้นอยู่กับประเภทของวัสดุและข้อบกพร่อง ให้อ้างอิงตารางด้านล่างและใช้กลยุทธ์สีที่อยู่ติดกันหรือสีตรงข้ามกัน เพื่อให้ได้คุณภาพของภาพที่ดีที่สุด และเพิ่มประสิทธิภาพของอัลกอริทึมเป็นสองเท่า
การเลือกสีของแสงต้องพิจารณาปัจจัยต่อไปนี้อย่างรอบด้าน:
|
สีของแสง |
ช่วงความยาวคลื่น (นาโนเมตร) |
ลักษณะสําคัญ |
การใช้งานทั่วไป |
|
แสงสีขาว |
380–750 |
หลากหลาย แสดงสีได้ครบถ้วน |
การทดสอบเบื้องต้น การตรวจสอบแบบผสมหลายหมวดหมู่ การตรวจจับความแตกต่างของสี |
|
แสงสีฟ้า |
450–495 |
เน้นข้อบกพร่อง ลดการสะท้อน |
รอยขีดข่วนบนโลหะ สิ่งเจือปนในกระจก การระบุตำแหน่งขอบ |
|
ไฟแดง |
620–750 |
สามารถทะลุผ่านได้ดี เหมาะสำหรับวัสดุสีเข้มหรือกึ่งโปร่งใส |
อ่านตัวอักษรบนขวดสีเข้ม การตรวจจับฟองอากาศในคอลลอยด์ การตรวจสอบชั้นระหว่างวัสดุ |
|
แสงสีเขียว |
520–570 |
ยับยั้งพื้นหลัง ให้ความคมชัดสูง |
การรู้จำตัวอักษร การเสริมความเข้มของเป้าหมายสีแดง |





