

Neden Makine Görüşü, Endüstriyel Kalite Denetiminde Ana Akım Oldu?
Birine mayıs merak edebilir: "Neden makine görüşü endüstriyel kalite denetiminde ana akım hâline geldi?"
Geleneksel elle muayene genellikle şu sorunlarla karşı karşıyadır: çok küçük kusurların gözden kaçması, yüksek hızlı üretim hatlarına yetişememe ve sürekli artan maliyetler. Buna karşılık, makine görüşü "insan gözünü makinelere bırakarak", endüstriyel kalite kontrolünde yeni ana akım yöntemi haline gelmiştir.
Ben. Üç Geleneksel Muayenenin Değişimi Zorunlu Kılan Temel Sorunları
1. Düşük Doğruluk
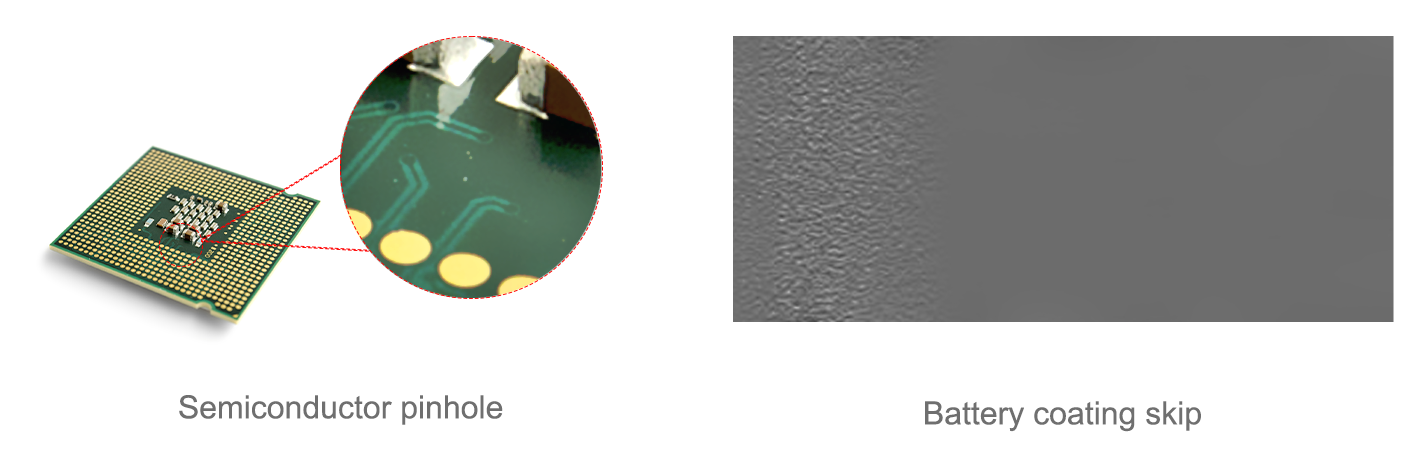
İnsan gözü yaklaşık 0,1 mm'yi en aza indirerek ayırt edebilir. Basitçe 1μm'lik bir yarı iletken iğne deliğini ya da 5μm'lik bir pil kaplama atlamasını göremez ve yorulmaya meyillidir (2 saat sonra hatalı değerlendirme oranı %5'ten %15'e fırlar).
2. Düşük verimlilik
İnsan gözü saniyede 2-3 adet inceleyebilir. Saniyede 3 m hızla çalışan yüksek hızlı hatlarda yalnızca örnekleme (%10-%20) yapılabilir; bu da kaçırılan kusurlar açısından yüksek risk oluşturur.
3. Yüksek maliyet
Bir kalite kontrol uzmanının eğitimi 3-6 ay sürer ve yıllık maaşlar yılda %8-%10 artar. Kaçırılan kusurlardan kaynaklanan geri çağırma kayıpları ise daha da ciddidir (örneğin bir otomotiv şirketi incelemede kaçırılan hatalardan dolayı bir defasında milyonlarca dolar kaybetmiştir).
Ii. Beş Temel Avantajlar: Neden Makine Görüşü Yaygınlaştı
1. İnsan Gözünü Aşan Doğruluk: Milimetreden Mikron Seviyesine
(1) Avantaj: Yüksek çözünürlüklü kameralar + algoritmalar 1-5μm'lik kusurları tespit edebilir (insan gözünden 20-100 kat daha iyi) ve 24/7 boyunca hassasiyetini korur (hatalı değerlendirme oranı <%0,5).
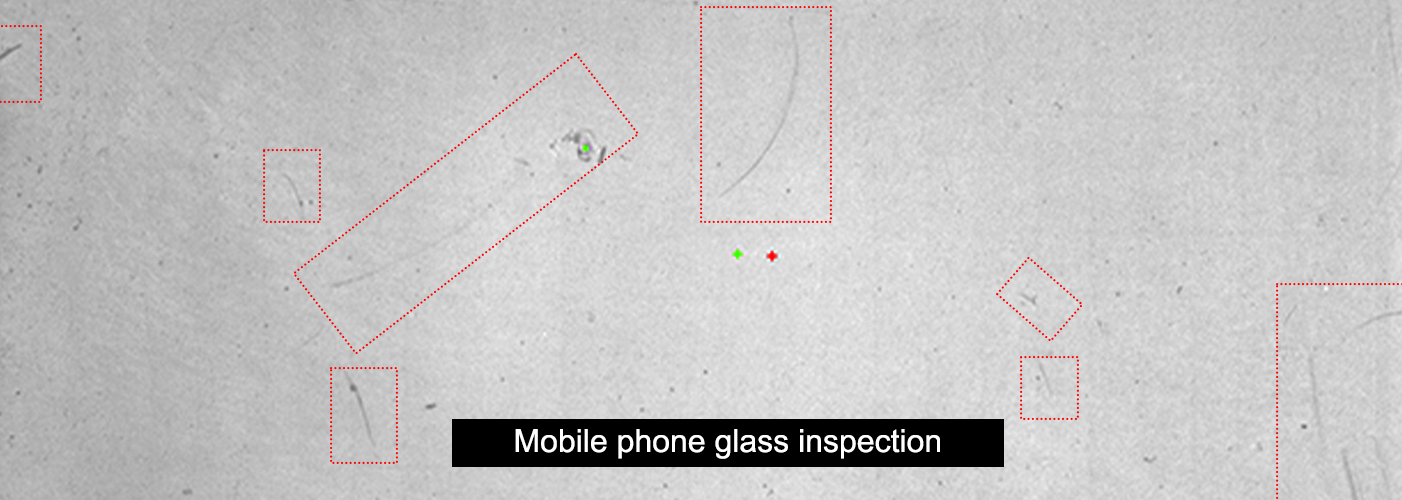
(2) Vaka Çalışması: Yarı iletken wafer incelemesi 1μm'lik iğne deliklerini tespit ederek kaçırılan tespit oranını %8'den %0,1'e düşürüyor. Cep telefonu camı incelemesi 0,5μm'lik çizikleri buluyor ve hatalı ürün çıkışını %90 oranında azaltıyor.
(3) Uygun Olduğu Alanlar: Yarı iletkenler, hassas elektronik, optik bileşenler.
2. Elle Yapılandan Daha Hızlı: Örneklemeye göre %100 Tam İnceleme
(1) Avantaj: Saniyede 20-100 görüntü işleyebilir, 1-5 m/s yüksek hızlı hatlara uyumlu olup %100 tam inceleme imkanı sunar (elle yapılan yalnızca örneklemeye sınırlıdır).
(2) Vaka Çalışması: 3 m/s hızındaki bir batarya elektrot hattında, görüş sistemi saniyede 80 adet inceleme yapar (elle yapılan: 1 adet), tam incelemeden sonra %0,2'den düşük bir kaçırılan tespit oranı elde edilir ve yılda 100.000'den fazla hatalı ürünün önüne geçilir.
(3) Uygun Olduğu Alanlar: Yeni enerji bataryaları, elektronik bileşenler, gıda ambalajları.

3. Elle Yapılandan Daha Düşük Maliyet: Tek seferlik yatırım, uzun vadeli tasarruf
(1) Avantaj: Bir görsel sistem, 3-5 kişi yerine geçebilir. Kişi başı yıllık ortalama maaşın 100.000 ¥ olduğu varsayılırsa, geri ödeme süresi 1-2 yıldır. Ayrıca eğitim ihtiyacını ve personel devrini ortadan kaldırır.
(2) Vaka Çalışması: Bir otomotiv parça fabrikası, 6 işçi yerine geçmek için 2 sistem kullandı. Yatırım: 800.000 ¥, yıllık tasarruf: 600.000 ¥, 14 ayda ROI, artı yeniden işleme kayıplarında 2 milyon ¥'lık azalma.
(3) Uygun Olduğu Alanlar: Otomotiv imalatı, gıda işleme, metal parçalar.
4. Veri İzlenebilirliği: Tüm Süreç Boyunca Dijitalleştirme
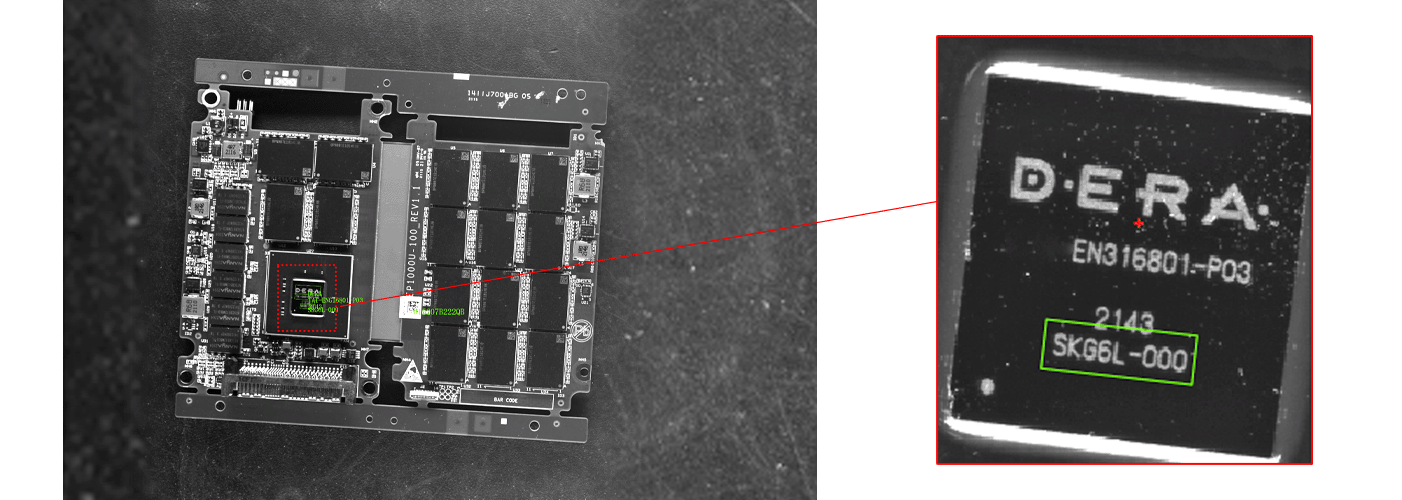
(1) Avantaj: Kusur türünü ve konumunu otomatik olarak kaydeder, MES/ERP ile senkronize olur ve partideki kusurların kaynağa kadar izlenmesini sağlar (örneğin, yanlış ekipman parametreleri).
(2) Vaka Çalışması: Bir PCB fabrikası, bir partide %10'luk bir kusur artışını fark etti. Veri analizi, pozlama makinesi parametrelerinde bir sapma olduğunu ortaya koydu ve bu sorun 1 saat içinde giderildi, böylece parti hurdaya çıkarılmaktan kurtarıldı.
(3) Uygun Olduğu Alanlar: Otomotiv, elektronik, tıbbi cihazlar.
5. Zorlu Ortamlara Dayanır: İnsanların Gidemediği/Gitmek İstemeyeceği Yerlere Gider
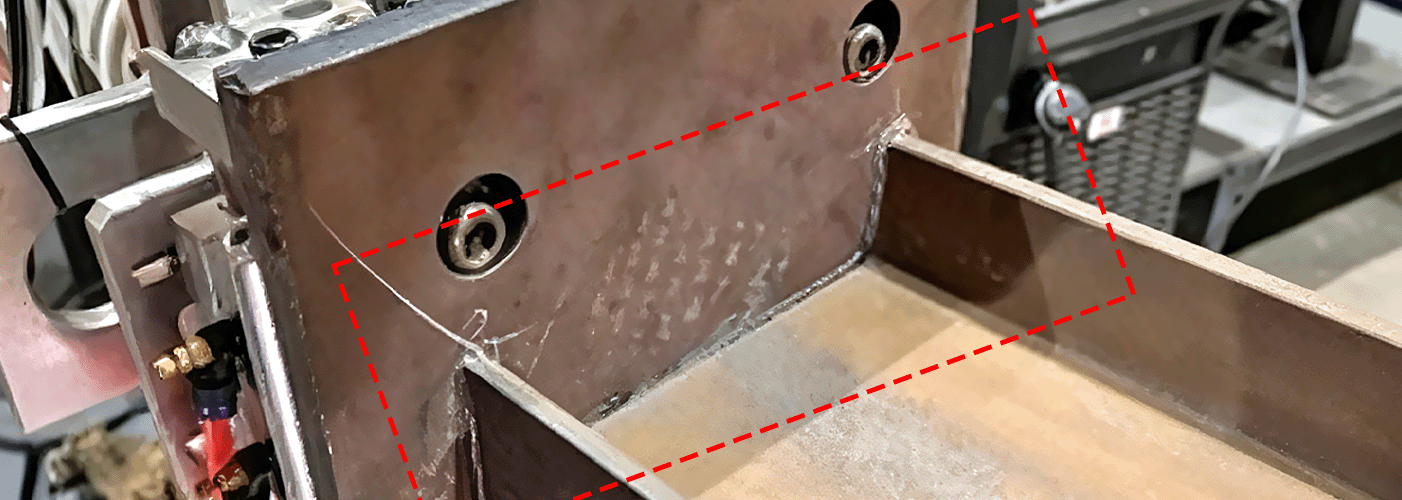
(1) Avantaj: Yüksek sıcaklıklara (-20°C ile 80°C arası) dirençli, toz/su koruması (IP65), titreşime dayanıklı, kaynak atölyelerinde ve yüksek sıcaklıklı hatlarda çalışabilir.
(2) Vaka Çalışması: Yoğun dumanlı, 60°C'nin üzerinde çalışan bir otomotiv kaynak atölyesinde, görüş sistemi kaynak sızıntılarını %99,5 doğrulukla sürekli olarak 24/7 kontrol eder. Bir demir-çelik tesisi, toza ve titreşime rağmen çelik plakaları inceler ve verimliliği 5 kat artırır.
(3) Uygun Olduğu Alanlar: Kaynak, boya, çelik, metalürji.
Iii. Üç Kaçınılması Gereken Yanlışlar: Yanlış Kullanmayın
Yüksek Özelliklere Aşırı Odaklanmayın: 0,1 mm çizikleri tespit etmek için 20MP'lik kamera yeterlidir; 50MP'e gerek yoktur (maliyeti %50 artırır).
Donanım Uygunluğuna Odaklanın: Metal çiziklerinde düşük açılı aydınlatma, şeffaf parçalarda arka aydınlatma kullanın. Yanlış aydınlatma, yanlış tanıma oranını %10 artırabilir.
Sürekli Bakım Yapın: Haftalık olarak lensleri temizleyin, ışık kaynaklarını her 1-2 yılda bir değiştirin. Aksi takdirde doğruluk düşer (örneğin, yaşlanmış aydınlatma nedeniyle bir fabrikada hatalı değerlendirme oranı %0,2'den %5'e yükseldi).
IV. Özet: Görüş Denetimi, "Kalite Denetim Sistemi Yükseltmesidir"
Bu sadece elle yapılan iş gücünün basit bir şekilde yerine geçmekten ibaret değildir. Bunun yerine, yüksek hassasiyet, yüksek verimlilik ve veri dijitalizasyonu aracılığıyla kalite denetim sürecini yeniden inşa eder, Endüstri 4.0 ile uyum sağlar ve üretim ile kalite kontrol arasındaki "kritik bağlantı" haline gelir.





