

Dlaczego wizja maszynowa stała się standardem w przemyślowej kontroli jakości?
Kogoś może zastanawiać się, "Dlaczego wizja maszynowa stała się standardem w przemyślowej kontroli jakości?"
Tradycyjna kontrola ręczna często wiąże się z problemami: niemożliwością wykrycia drobnych wad, niezdolnością nadążania za szybkimi liniami produkcyjnymi oraz ciągle rosnącymi kosztami. W przeciwieństwie do tego, wizja maszynowa, wykorzystująca „maszyny zamiast ludzkiego oka”, stała się nowym standardem w przemysłowej kontroli jakości.
I. Trzy Główne problemy tradycyjnej kontroli, które wymuszają jej zastąpienie
1. Niska dokładność
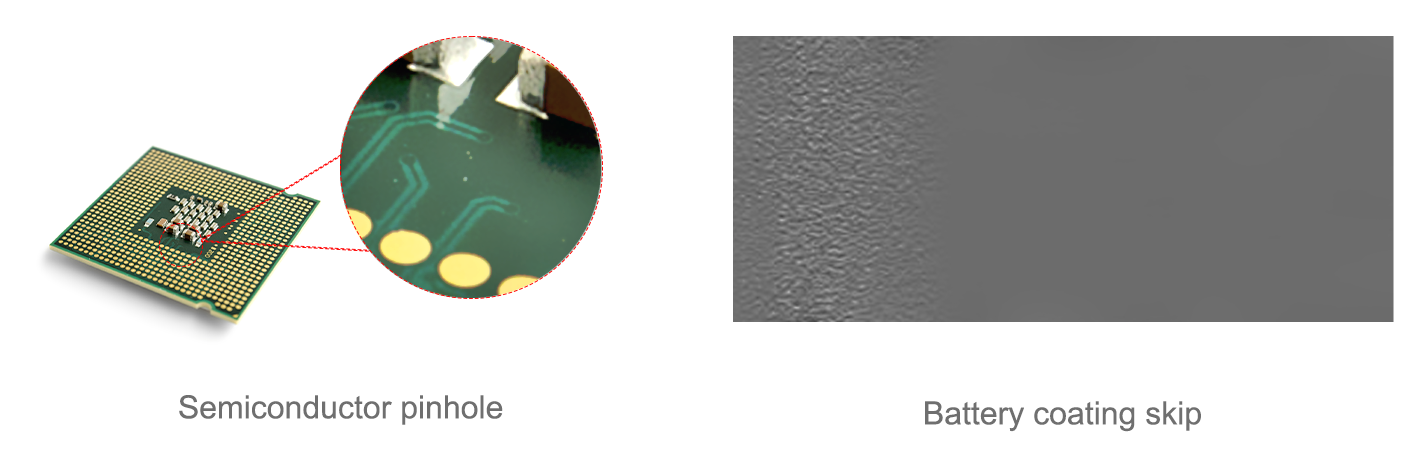
Ludzkie oko może minimalnie rozróżnić około 0,1 mm. Nie jest w stanie zobaczyć 1 μm mikropęknięcia półprzewodnika ani pominięcia powłoki baterii na poziomie 5 μm, a ponadto podlega zmęczeniu (wskaźnik błędnej oceny wzrasta z 5% do 15% po 2 godzinach).
2. Niska wydajność
Ludzkie oko może sprawdzić 2–3 sztuki na sekundę. Dla szybkich linii pracujących z prędkością 3 m/s możliwe jest jedynie próbkowanie (10%–20%), co wiąże się z dużym ryzykiem przeoczenia wad.
3. Wysoki koszt
Szkolenie inspektora jakości trwa 3-6 miesięcy, a roczne wynagrodzenia rosną o 8%-10%. Straty z powodu wycofywania produktów spowodowane pominięciem wad są jeszcze bardziej dotkliwe (na przykład jedna firma motoryzacyjna straciła ponad dziesięć milionów złotych z powodu błędów kontrolnych).
Ii. Pięć Główne zalety: Dlaczego wizja maszynowa stała się standardem
1. Dokładność przewyższająca ludzkie oko: od poziomu milimetrowego do mikronowego
(1) Zaleta: kamery wysokiej rozdzielczości oraz algorytmy potrafią wykryć wady o wielkości 1-5 μm (20-100 razy dokładniej niż ludzkie oko), utrzymując precyzję przez całą dobę (wskaźnik błędnego rozpoznania <0,5%).
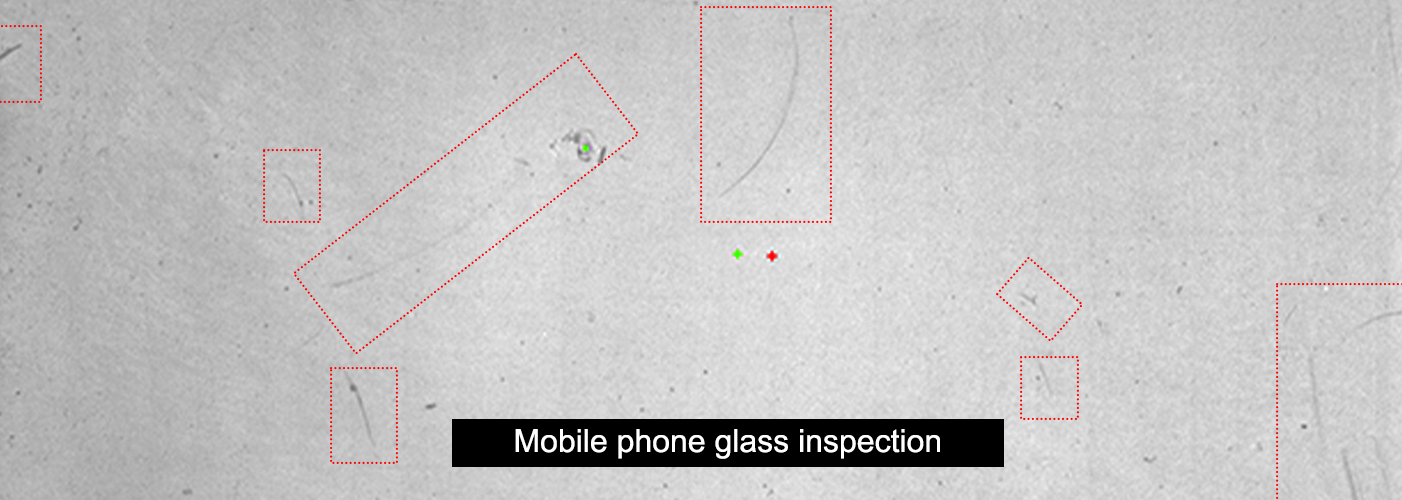
(2) Studium przypadku: kontrola płytek półprzewodnikowych wykrywa mikroskopijne dziurki o wielkości 1 μm, zmniejszając wskaźnik pominiętych wad z 8% do 0,1%. Kontrola szkła do telefonów komórkowych wykrywa zadrapania o wielkości 0,5 μm, redukując wypływ wadliwych produktów o 90%.
(3) Nadaje się do: półprzewodniki, precyzyjna elektronika, komponenty optyczne.
2. Szybsze niż praca ręczna: od kontroli próbkowej do pełnej kontroli 100%
(1) Zaleta: Przetwarza 20-100 obrazów na sekundę, kompatybilne z liniami szybkobieżnymi 1-5 m/s, umożliwiające pełną kontrolę 100% produktów (ręcznie można jedynie próbkować).
(2) Studium przypadku: Na linii elektrod baterii o prędkości 3 m/s system wizyjny sprawdza 80 sztuk/sek (ręczna kontrola: 1 sztuka), osiągając współczynnik pominiętych defektów <0,2% po pełnej kontroli, co rocznie zmniejsza liczbę wadliwych produktów o ponad 100 000 sztuk.
(3) Zastosowanie: Baterie nowej energii, komponenty elektroniczne, opakowania żywności.

3. Niższy koszt niż przy pracy ręcznej: Jednorazowy wkład, długoterminowe oszczędności
(1) Zaleta: Jeden system wizyjny może zastąpić 3-5 osoby. Przy średnich rocznych kosztach wynagrodzenia 100 000 jenów na osobę, okres zwrotu inwestycji wynosi 1-2 lata. Dodatkowo eliminuje potrzebę szkoleń oraz problemy związane z rotacją personelu.
(2) Studium przypadku: Fabryka części samochodowych wykorzystała 2 systemy do zastąpienia 6 pracowników. Inwestycja: 800 000 jenów, roczne oszczędności: 600 000 jenów, zwrot w 14 miesięcy, dodatkowo redukcja strat z powodu przeróbek o 2 miliony jenów.
(3) Zastosowanie: Produkcja samochodowa, przetwórstwo żywności, elementy metalowe.
4. Śledzenie danych: Cyfryzacja całego procesu
(1) Zaleta: Automatycznie rejestruje typ i lokalizację wad, synchronizuje się z MES/ERP, umożliwiając śledzenie wad partii do źródła (np. nieprawidłowe parametry urządzenia).
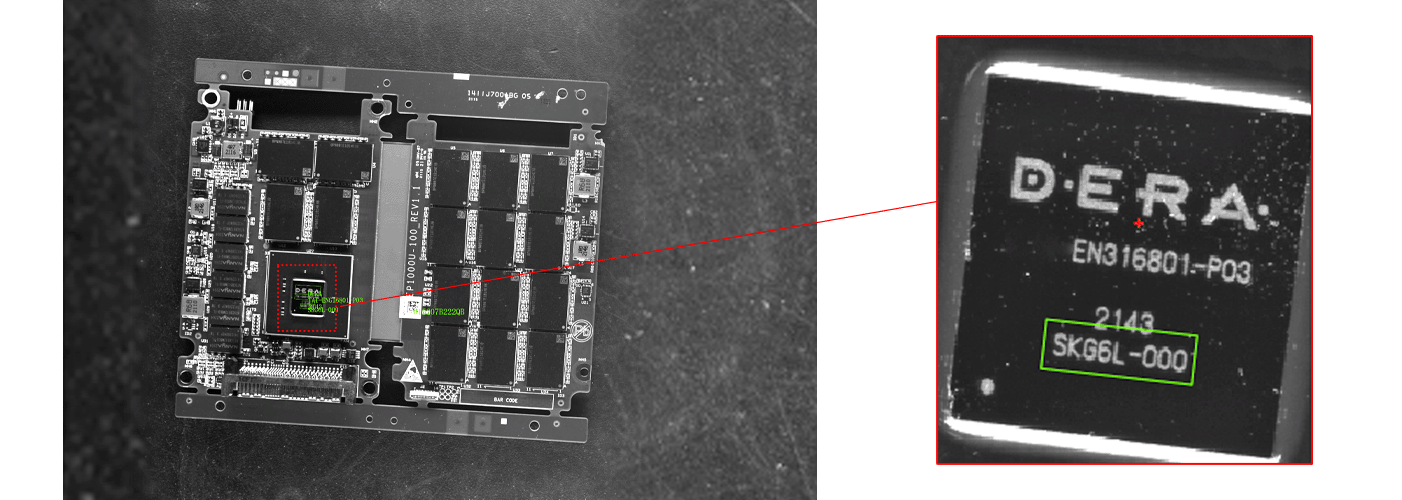
(2) Studium przypadku: Fabryka PCB zauważyła 10-procentowy wzrost liczby wad w danej partii. Analiza danych ujawniła odchylenie parametrów maszyny ekspozycyjnej, które naprawiono w ciągu 1 godziny, zapobiegając kasacji całej partii.
(3) Odpowiedni dla: przemysłu motoryzacyjnego, elektroniki, urządzeń medycznych.
5. Wytrzymuje trudne warunki środowiskowe: Działa tam, gdzie ludzie nie mogą/nie chcą
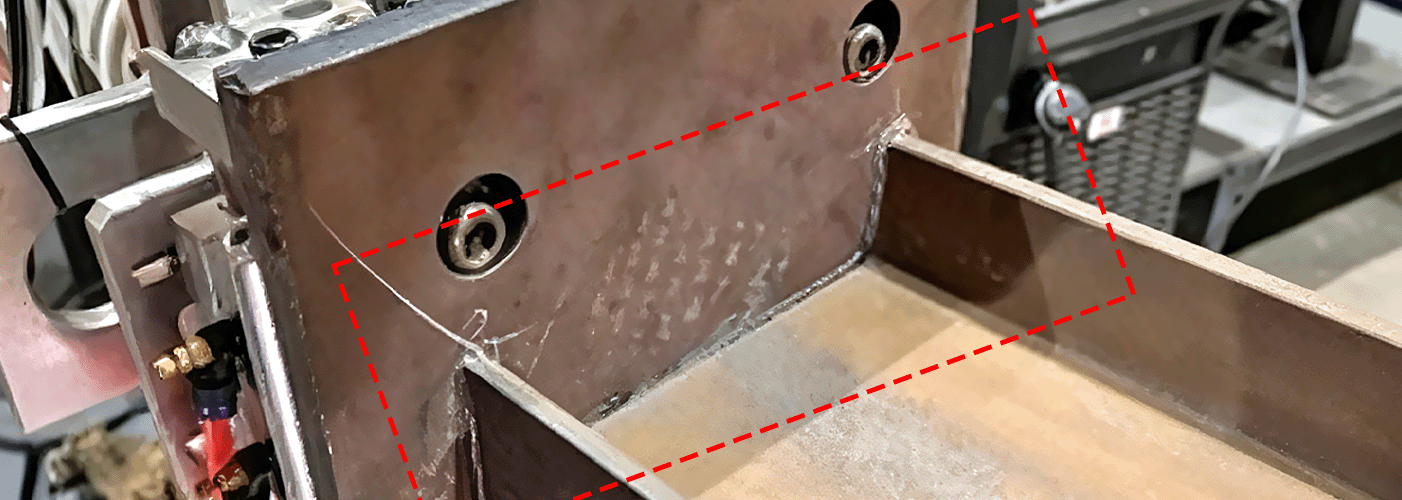
(1) Zaleta: Odporność na wysokie temperatury (-20°C do 80°C), ochrona przed pyłem/wodą (IP65), odporność na wibracje, działa w warsztatach spawalniczych, na liniach wysokotemperaturowych.
(2) Studium przypadku: W warsztacie spawalniczym zakładu motoryzacyjnego o temperaturze powyżej 60°C i dużym zadymieniu, system wizyjny sprawdza wycieki spoin 24/7 z dokładnością 99,5%. W hucie sprawdza blachy stalowe, wykazując odporność na pył i wibracje, zwiększając efektywność pięciokrotnie.
(3) Odpowiedni dla: spawalnictwa, malarni, stali, metalurgii.
Iii. Trzy Pułapki, których należy unikać: Nie używaj tego nieprawidłowo
Nie dąż do chciwego wyboru wysokich specyfikacji: użyj kamery 20MP do wykrywania zadrapań 0,1 mm; nie ma potrzeby stosowania 50MP (zwiększa koszt o 50%).
Skup się na odpowiedniości sprzętu: użyj oświetlenia skośnego do wykrywania zarysowań na metalu, podświetlenia do elementów przezroczystych. Niewłaściwe oświetlenie może zwiększyć współczynnik błędnej oceny o 10%.
Wykonuj regularną konserwację: czyść obiektywy co tydzień, wymieniaj źródła światła co 1–2 lata. W przeciwnym razie dokładność spada (np. w jednej fabryce współczynnik błędnej oceny wzrósł z 0,2% do 5% z powodu przestarzałego oświetlenia).
IV. Podsumowanie: Inspekcja wizyjna to „modernizacja systemu kontroli jakości”
Nie jest ona tylko prostą zamianą pracy ręcznej. Raczej rekonstruuje proces kontroli jakości poprzez wysoką precyzję, wysoką efektywność i cyfrową digitalizację danych, dostosowując się do koncepcji Industry 4.0 i stając się „kluczowym ogniwy” między produkcją a kontrolą jakości.





